Лазерное формирование цветного изображения на металлической поверхности методом локального окисления
- Лазерное формирование цветного изображения на металлической поверхности методом локального окисления

Содержание
- 2. Актуальность технологии цветной лазерной маркировки (ЦЛМ) - возможные применения Машиностроение Произведения декоративно- прикладного искусства Коллекционное оружие
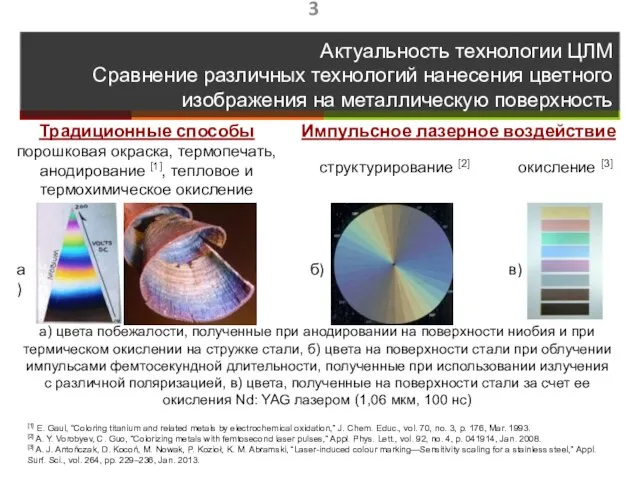
- 3. Актуальность технологии ЦЛМ Сравнение различных технологий нанесения цветного изображения на металлическую поверхность порошковая окраска, термопечать, анодирование
- 4. Цель и задачи работы Цель: разработка технологии управляемого изменения цвета поверхности металлов методом локального лазерного окисления,
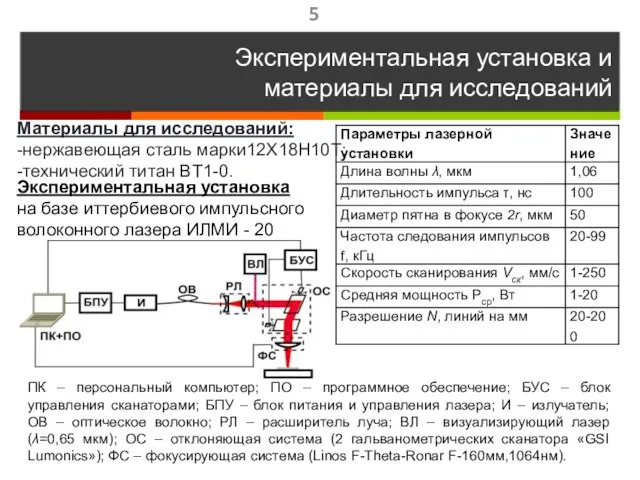
- 5. Экспериментальная установка и материалы для исследований Экспериментальная установка на базе иттербиевого импульсного волоконного лазера ИЛМИ -
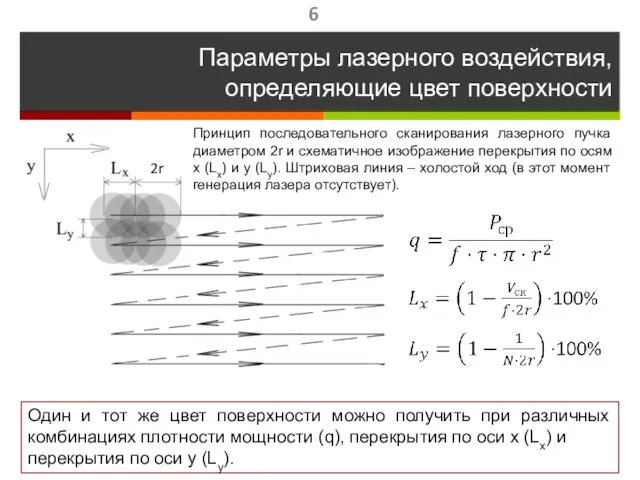
- 6. Параметры лазерного воздействия, определяющие цвет поверхности Один и тот же цвет поверхности можно получить при различных
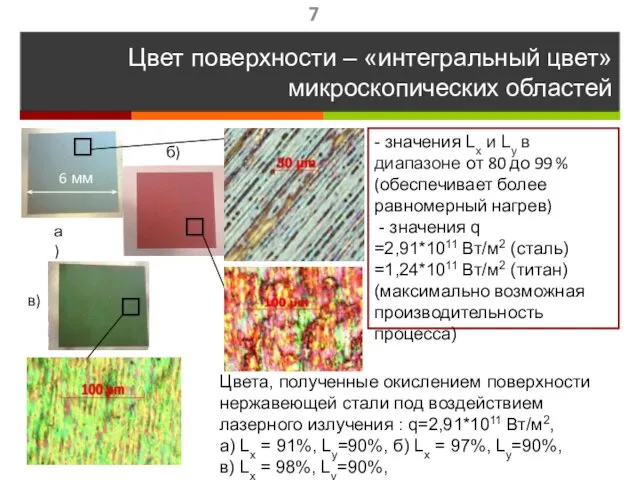
- 7. Цвет поверхности – «интегральный цвет» микроскопических областей а) б) - значения Lx и Lу в диапазоне
- 8. Определение состава образующихся пленок
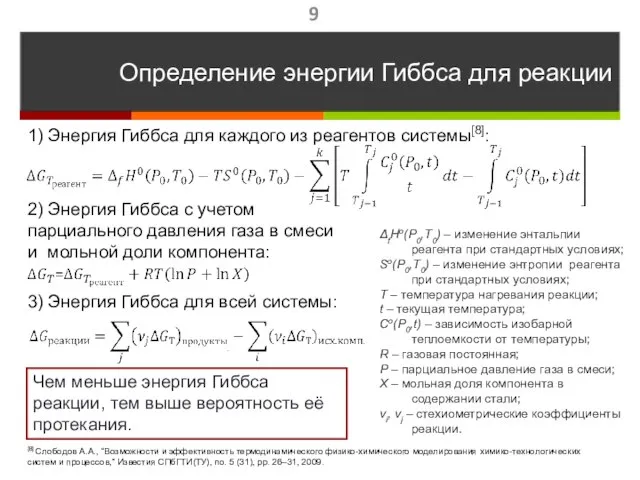
- 9. Определение энергии Гиббса для реакции ΔfHо(P0,T0) – изменение энтальпии реагента при стандартных условиях; Sо(P0,T0) – изменение
- 10. Система сталь 12Х18Н10Т – воздух. Реакции взаимодействия компонентов стали и воздуха Продукты реакции, а также реагенты
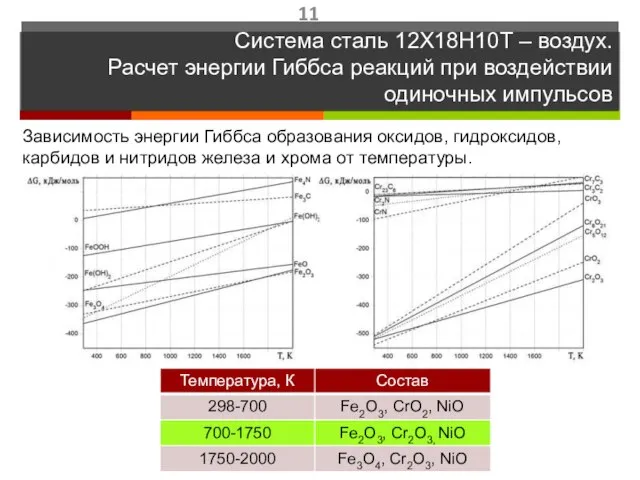
- 11. Система сталь 12Х18Н10Т – воздух. Расчет энергии Гиббса реакций при воздействии одиночных импульсов Зависимость энергии Гиббса
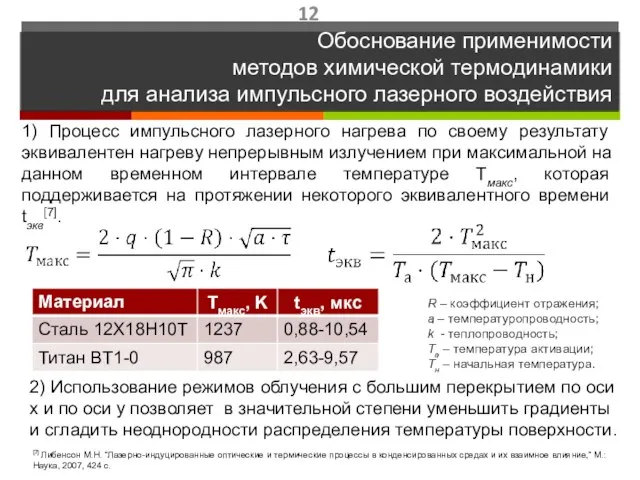
- 12. Обоснование применимости методов химической термодинамики для анализа импульсного лазерного воздействия 2) Использование режимов облучения с большим
- 13. Расчетный состав образующихся пленок. Состав образующихся пленок, определенный методом Оже-спектроскопии[9]. Система сталь 12Х18Н10Т – воздух. Сравнение
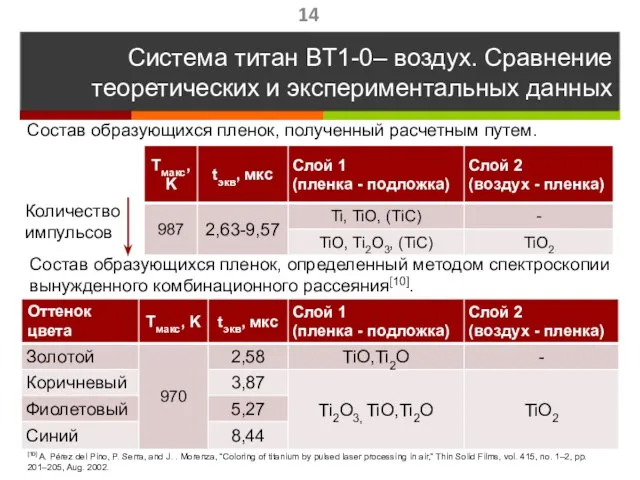
- 14. Система титан BT1-0– воздух. Сравнение теоретических и экспериментальных данных Состав образующихся пленок, полученный расчетным путем. Состав
- 15. Цвет поверхности стали и титана на воздухе при импульсно-периодическом лазерном воздействии, приводящем к ее окислению, определяется
- 16. Нахождение интегрального параметра процесса лазерного окрашивания (окисления) поверхности металлов, обеспечивающего однозначную связь между параметрами облучения и
- 17. Самая медленная стадия процесса окисления – встречная диффузия атомов кислорода и металла через слой первоначального окисла.
- 18. T(Nx) - температура, до которой нагревается поверхность образца при облучении N импульсами[11]: tэфф x,y – эффективное
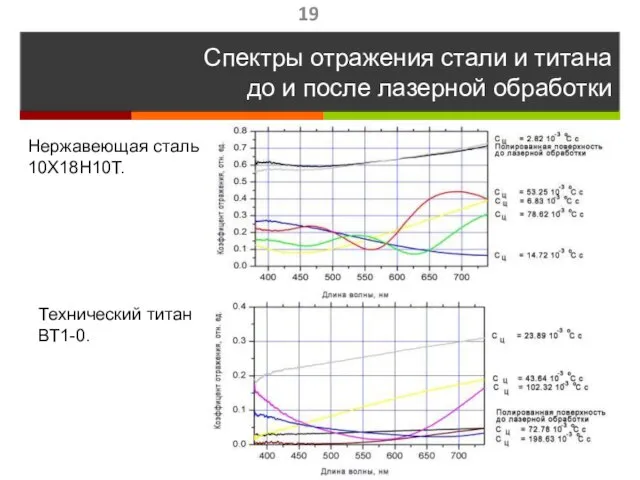
- 19. Спектры отражения стали и титана до и после лазерной обработки Технический титан ВТ1-0. Нержавеющая сталь 10Х18Н10Т.
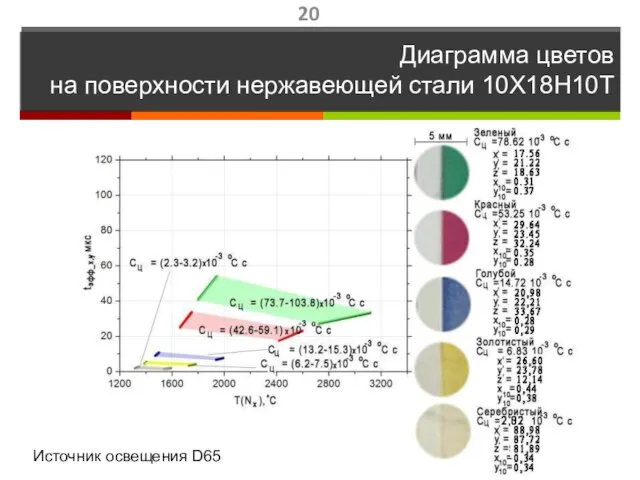
- 20. Диаграмма цветов на поверхности нержавеющей стали 10Х18Н10Т Источник освещения D65
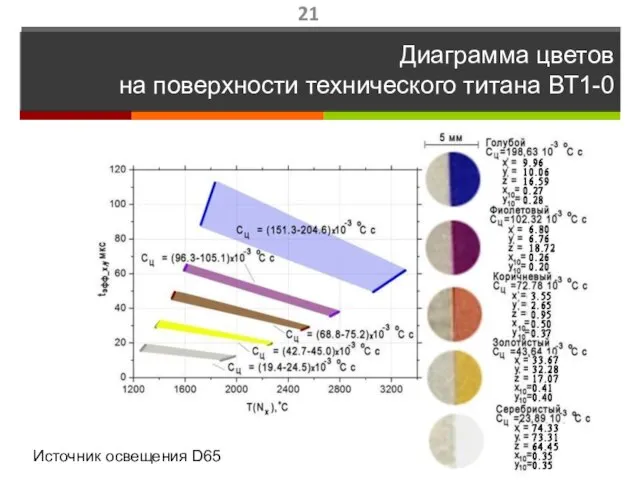
- 21. Диаграмма цветов на поверхности технического титана ВТ1-0 Источник освещения D65
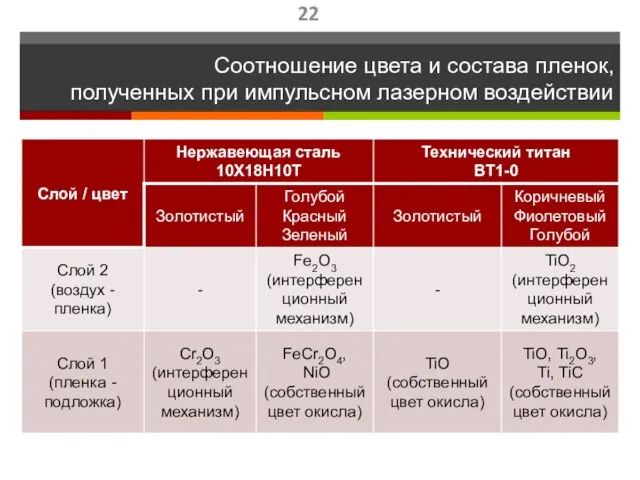
- 22. Соотношение цвета и состава пленок, полученных при импульсном лазерном воздействии
- 23. Разработка технологии нанесения цветного изображения на поверхность металлов на базе серийно выпускаемой установки для промышленной лазерной
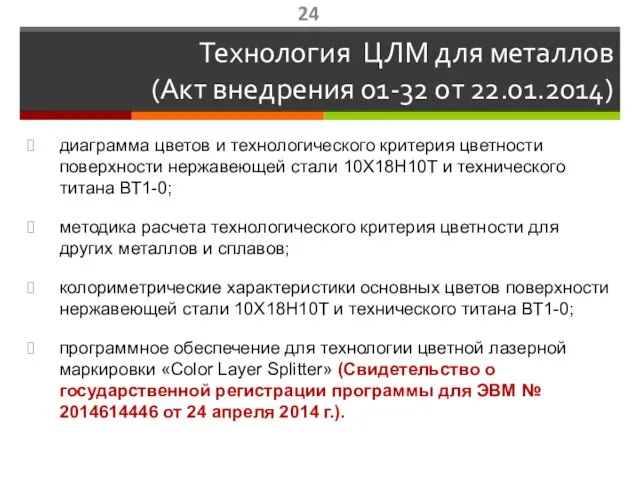
- 24. Технология ЦЛМ для металлов (Акт внедрения 01-32 от 22.01.2014) диаграмма цветов и технологического критерия цветности поверхности
- 25. Образцы ЦЛМ, полученные с помощью созданного ПО Нержавеющая сталь 10Х18Н10Т Технический титан ВТ1-0
- 26. Выводы Метод химической термодинамики с учетом кинетических ограничений может быть применен для расчета фазово-химического состава пленок,
- 27. Спасибо за внимание!
- 28. Основные результаты опубликованы в следующих работах: Работы в международных научных изданиях, которые включены в перечень зарубежных
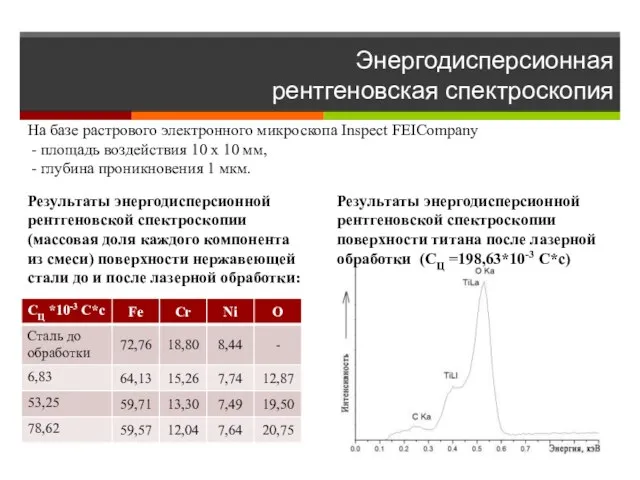
- 29. Энергодисперсионная рентгеновская спектроскопия Результаты энергодисперсионной рентгеновской спектроскопии поверхности титана после лазерной обработки (СЦ =198,63*10-3 С*с) На
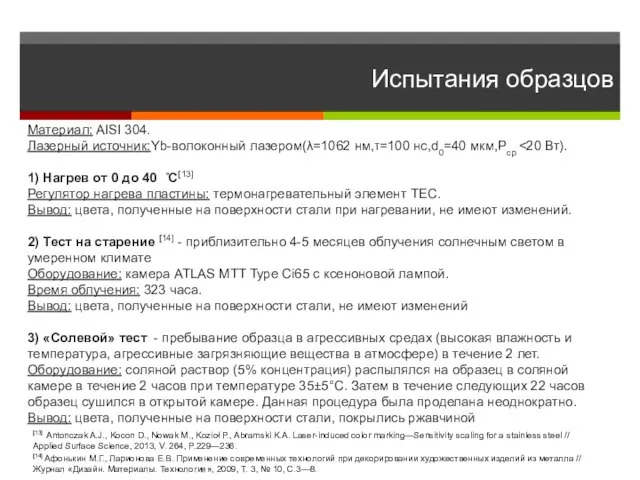
- 30. Испытания образцов Материал: AISI 304. Лазерный источник:Yb-волоконный лазером(λ=1062 нм,τ=100 нс,d0=40 мкм,Pcp 1) Нагрев от 0 до
- 31. Последовательность действий при создании цветного изображения на металлах при облучении импульсным волоконным лазером Сталь (10Х18Н10Т) Титан
- 32. Сравнение технологии цветной лазерной маркировки с существующими методами окрашивания (маркетинговый анализ) Сводная таблица индексов конкурентоспособности Жесткие
- 33. Технологии нанесения цветного изображения на поверхность металлов Термопечать Преимущества технологии: высокая производительность при больших тиражах; большая
- 34. Технологии нанесения цветного изображения на поверхность металлов Анодирование, тепловой и термохимический способ Преимущества технологий: высокая производительность
- 36. Скачать презентацию
Слайд 2Актуальность технологии цветной лазерной маркировки (ЦЛМ) - возможные применения
Машиностроение
Произведения декоративно- прикладного искусства
Актуальность технологии цветной лазерной маркировки (ЦЛМ) - возможные применения
Машиностроение
Произведения декоративно- прикладного искусства

Слайд 3Актуальность технологии ЦЛМ
Сравнение различных технологий нанесения цветного изображения на металлическую поверхность
порошковая
Актуальность технологии ЦЛМ
Сравнение различных технологий нанесения цветного изображения на металлическую поверхность
порошковая
Слайд 4Цель и задачи работы
Цель: разработка технологии управляемого изменения цвета поверхности металлов методом
Цель и задачи работы
Цель: разработка технологии управляемого изменения цвета поверхности металлов методом
Слайд 5Экспериментальная установка и
материалы для исследований
Экспериментальная установка
на базе иттербиевого импульсного
волоконного
Экспериментальная установка и
материалы для исследований
Экспериментальная установка
на базе иттербиевого импульсного
волоконного
Слайд 6Параметры лазерного воздействия, определяющие цвет поверхности
Один и тот же цвет поверхности можно
Параметры лазерного воздействия, определяющие цвет поверхности
Один и тот же цвет поверхности можно
Слайд 7Цвет поверхности – «интегральный цвет» микроскопических областей
а)
б)
- значения Lx и Lу в
Цвет поверхности – «интегральный цвет» микроскопических областей
а)
б)
- значения Lx и Lу в
Слайд 8Определение состава образующихся пленок
Определение состава образующихся пленок
Слайд 9Определение энергии Гиббса для реакции
ΔfHо(P0,T0) – изменение энтальпии реагента при стандартных условиях;
Sо(P0,T0)
Определение энергии Гиббса для реакции
ΔfHо(P0,T0) – изменение энтальпии реагента при стандартных условиях;
Sо(P0,T0)
Слайд 10Система сталь 12Х18Н10Т – воздух. Реакции взаимодействия компонентов стали и воздуха
Продукты
Система сталь 12Х18Н10Т – воздух. Реакции взаимодействия компонентов стали и воздуха
Продукты

Слайд 11Система сталь 12Х18Н10Т – воздух.
Расчет энергии Гиббса реакций при воздействии одиночных
Система сталь 12Х18Н10Т – воздух. Расчет энергии Гиббса реакций при воздействии одиночных
Слайд 12Обоснование применимости
методов химической термодинамики
для анализа импульсного лазерного воздействия
2) Использование режимов
Обоснование применимости
методов химической термодинамики
для анализа импульсного лазерного воздействия
2) Использование режимов
Слайд 13Расчетный состав образующихся пленок.
Состав образующихся пленок, определенный методом
Оже-спектроскопии[9].
Система сталь 12Х18Н10Т –
Расчетный состав образующихся пленок.
Состав образующихся пленок, определенный методом
Оже-спектроскопии[9].
Система сталь 12Х18Н10Т –
![Расчетный состав образующихся пленок. Состав образующихся пленок, определенный методом Оже-спектроскопии[9]. Система сталь](/_ipx/f_webp&q_80&fit_contain&s_1440x1080/imagesDir/jpg/854854/slide-12.jpg)
Слайд 14Система титан BT1-0– воздух. Сравнение теоретических и экспериментальных данных
Состав образующихся пленок, полученный
Система титан BT1-0– воздух. Сравнение теоретических и экспериментальных данных
Состав образующихся пленок, полученный
Слайд 15Цвет поверхности стали и титана на воздухе при импульсно-периодическом лазерном воздействии, приводящем
Цвет поверхности стали и титана на воздухе при импульсно-периодическом лазерном воздействии, приводящем
Слайд 16Нахождение интегрального параметра процесса лазерного окрашивания (окисления) поверхности металлов, обеспечивающего однозначную связь
Нахождение интегрального параметра процесса лазерного окрашивания (окисления) поверхности металлов, обеспечивающего однозначную связь
Слайд 17Самая медленная стадия процесса окисления – встречная диффузия атомов кислорода и металла
Самая медленная стадия процесса окисления – встречная диффузия атомов кислорода и металла
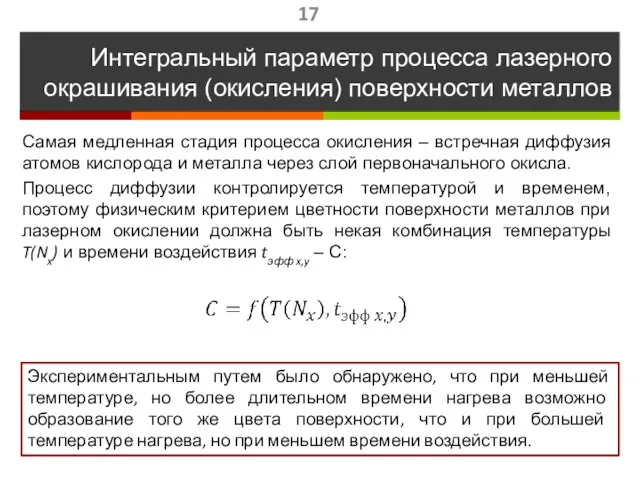
Слайд 18T(Nx) - температура, до которой нагревается поверхность образца при облучении N импульсами[11]:
tэфф
T(Nx) - температура, до которой нагревается поверхность образца при облучении N импульсами[11]:
tэфф
![T(Nx) - температура, до которой нагревается поверхность образца при облучении N импульсами[11]:](/_ipx/f_webp&q_80&fit_contain&s_1440x1080/imagesDir/jpg/854854/slide-17.jpg)
Слайд 19Спектры отражения стали и титана
до и после лазерной обработки
Технический титан
ВТ1-0.
Нержавеющая
Спектры отражения стали и титана
до и после лазерной обработки
Технический титан
ВТ1-0.
Нержавеющая
Слайд 20Диаграмма цветов
на поверхности нержавеющей стали 10Х18Н10Т
Источник освещения D65
Диаграмма цветов
на поверхности нержавеющей стали 10Х18Н10Т
Источник освещения D65
Слайд 21Диаграмма цветов
на поверхности технического титана ВТ1-0
Источник освещения D65
Диаграмма цветов
на поверхности технического титана ВТ1-0
Источник освещения D65
Слайд 22Соотношение цвета и состава пленок,
полученных при импульсном лазерном воздействии
Соотношение цвета и состава пленок,
полученных при импульсном лазерном воздействии
Слайд 23Разработка технологии нанесения цветного изображения на поверхность металлов на базе серийно выпускаемой
Разработка технологии нанесения цветного изображения на поверхность металлов на базе серийно выпускаемой
Слайд 24Технология ЦЛМ для металлов
(Акт внедрения 01-32 от 22.01.2014)
диаграмма цветов и технологического критерия
Технология ЦЛМ для металлов
(Акт внедрения 01-32 от 22.01.2014)
диаграмма цветов и технологического критерия
Слайд 25Образцы ЦЛМ,
полученные с помощью созданного ПО
Нержавеющая сталь 10Х18Н10Т
Технический титан ВТ1-0
Образцы ЦЛМ,
полученные с помощью созданного ПО
Нержавеющая сталь 10Х18Н10Т
Технический титан ВТ1-0

Слайд 26Выводы
Метод химической термодинамики с учетом кинетических ограничений может быть применен для расчета
Выводы
Метод химической термодинамики с учетом кинетических ограничений может быть применен для расчета
Слайд 27Спасибо за внимание!
Спасибо за внимание!
Слайд 28Основные результаты
опубликованы в следующих работах:
Работы в международных научных изданиях, которые включены в
Основные результаты
опубликованы в следующих работах:
Работы в международных научных изданиях, которые включены в
Слайд 29Энергодисперсионная
рентгеновская спектроскопия
Результаты энергодисперсионной рентгеновской спектроскопии поверхности титана после лазерной обработки (СЦ
Энергодисперсионная
рентгеновская спектроскопия
Результаты энергодисперсионной рентгеновской спектроскопии поверхности титана после лазерной обработки (СЦ
Слайд 30Испытания образцов
Материал: AISI 304.
Лазерный источник:Yb-волоконный лазером(λ=1062 нм,τ=100 нс,d0=40 мкм,Pcp <20 Вт).
1) Нагрев от 0 до 40
Испытания образцов
Материал: AISI 304.
Лазерный источник:Yb-волоконный лазером(λ=1062 нм,τ=100 нс,d0=40 мкм,Pcp <20 Вт).
1) Нагрев от 0 до 40
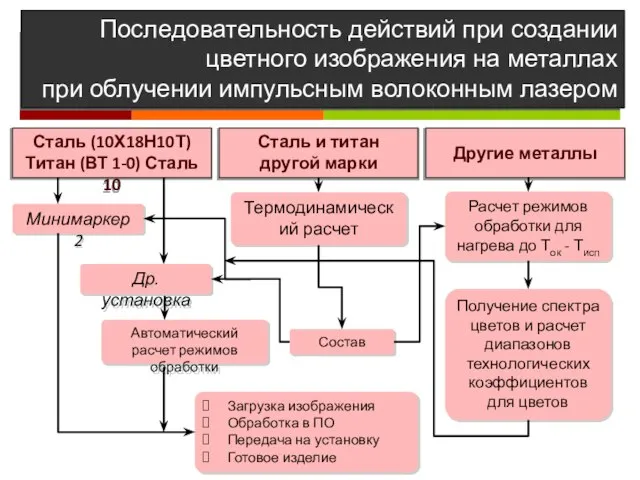
Слайд 31Последовательность действий при создании цветного изображения на металлах
при облучении импульсным волоконным лазером
Сталь
Последовательность действий при создании цветного изображения на металлах
при облучении импульсным волоконным лазером
Сталь
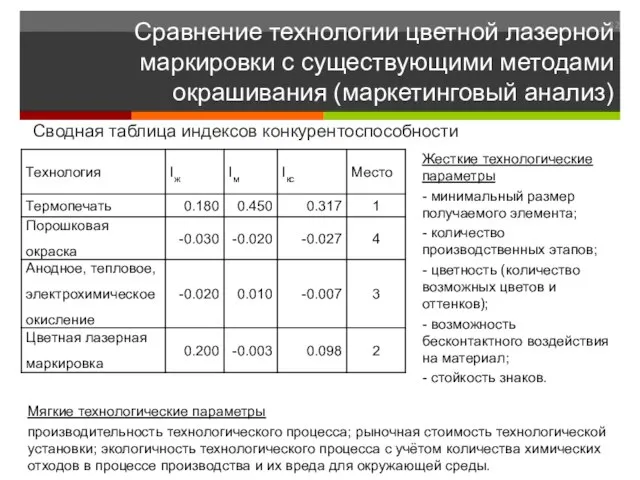
Слайд 32Сравнение технологии цветной лазерной маркировки с существующими методами окрашивания (маркетинговый анализ)
Сводная таблица
Сравнение технологии цветной лазерной маркировки с существующими методами окрашивания (маркетинговый анализ)
Сводная таблица
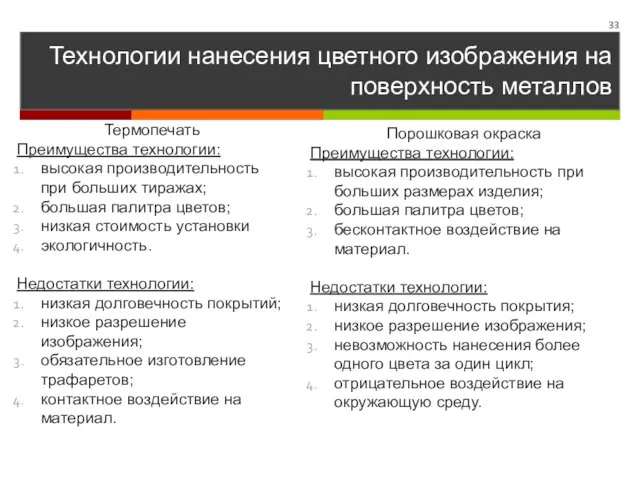
Слайд 33Технологии нанесения цветного изображения на поверхность металлов
Термопечать
Преимущества технологии:
высокая производительность при больших тиражах;
большая
Технологии нанесения цветного изображения на поверхность металлов
Термопечать
Преимущества технологии:
высокая производительность при больших тиражах;
большая
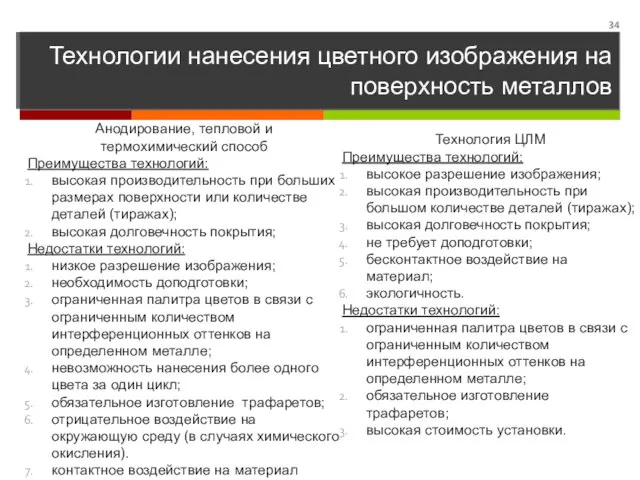
Слайд 34Технологии нанесения цветного изображения на поверхность металлов
Анодирование, тепловой и
термохимический способ
Преимущества технологий:
высокая
Технологии нанесения цветного изображения на поверхность металлов
Анодирование, тепловой и
термохимический способ
Преимущества технологий:
высокая
 Алкены
Алкены Производство азотных удобрений
Производство азотных удобрений Химический состав клетки. Неорганические вещества
Химический состав клетки. Неорганические вещества Химические уравнения
Химические уравнения Презентация по Химии "Ароматические углеводороды в природе. Области их применения"
Презентация по Химии "Ароматические углеводороды в природе. Области их применения"  Каучук негізіндегі материалдар
Каучук негізіндегі материалдар Алкины
Алкины Химические методы количественного анализа веществ
Химические методы количественного анализа веществ Простые и сложные вещества (8 класс)
Простые и сложные вещества (8 класс) Газ Хлор
Газ Хлор Хром. Элемент vi группы
Хром. Элемент vi группы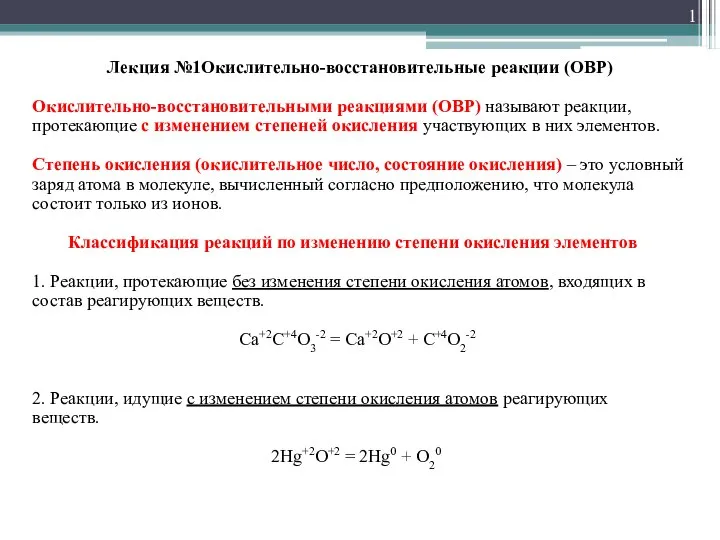 Окислительно-восстановительные реакции (ОВР). Лекция 1
Окислительно-восстановительные реакции (ОВР). Лекция 1 Презентация на тему Ионные уравнения
Презентация на тему Ионные уравнения  Электромагнитное облучение. Радиоактивное загрязнение
Электромагнитное облучение. Радиоактивное загрязнение Серная кислота
Серная кислота Предмет химии. Вещества
Предмет химии. Вещества Структура к свойства веществ
Структура к свойства веществ Способы разделения смесей. Урок в 8 классе
Способы разделения смесей. Урок в 8 классе Типы химических связей 8 класс
Типы химических связей 8 класс Химические формулы CaO
Химические формулы CaO Перициклические реакции
Перициклические реакции Фосфориты. Добыча фосфоритов
Фосфориты. Добыча фосфоритов Полистирол. Оформление мини-реферата по химии
Полистирол. Оформление мини-реферата по химии Дисперсные системы в пищевой промышленности
Дисперсные системы в пищевой промышленности Презентация на тему Стекло
Презентация на тему Стекло  Амфотерность оксида и гидроксида алюминия
Амфотерность оксида и гидроксида алюминия Химическая промышленность. 9 класс
Химическая промышленность. 9 класс Л-1-5
Л-1-5