- Электрическая дуговая сварка и заклёпочное соединение

Содержание
- 2. Электросварка — один из способов сварки, использующий для нагрева и расплавления металла электрическую дугу. Температура электрической
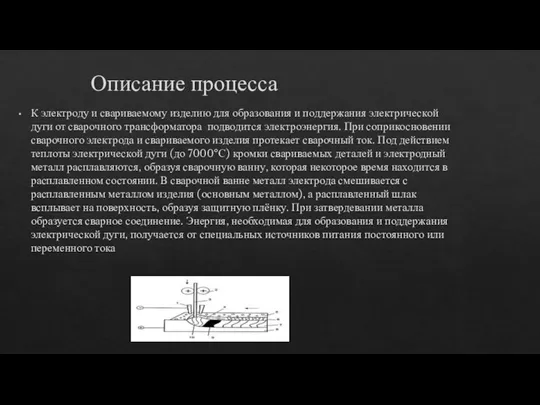
- 3. Описание процесса К электроду и свариваемому изделию для образования и поддержания электрической дуги от сварочного трансформатора
- 4. Классификация По степени механизации различают: ручную дуговую сварку механизированную (полуавтоматическую) дуговую сварку автоматическую дуговую сварку По
- 5. Заклёпочное соединение Заклёпочное соединение — неразъёмное соединение деталей при помощи заклёпок. Обеспечивает высокую стойкость в условиях
- 6. Заклёпочные соединения делятся на: прочные (рассчитанные только на восприятие и передачу силовых нагрузок), плотные (герметичные) (обеспечивают
- 7. В зависимости от взаимного расположения соединяемых деталей различают швы: - внахлестку (однорядные швы, многорядные − рисунок
- 8. В предварительно подготовленные отверстия в деталях (пакете листов) вставляют заклепки. После производится осадка (клёпка) специальным инструментом
- 9. Недостатки заклёпочных соединений трудоёмкость процесса. Необходимо просверлить множество отверстий, установить заклёпки, расклепать их. Эти операции выполняются
- 11. Скачать презентацию
Слайд 2Электросварка — один из способов сварки, использующий для нагрева и расплавления металла электрическую дугу.
Температура электрической
Электросварка — один из способов сварки, использующий для нагрева и расплавления металла электрическую дугу.
Температура электрической
Слайд 3Описание процесса
К электроду и свариваемому изделию для образования и поддержания электрической дуги от сварочного трансформатора подводится электроэнергия.
Описание процесса
К электроду и свариваемому изделию для образования и поддержания электрической дуги от сварочного трансформатора подводится электроэнергия.
Слайд 4Классификация
По степени механизации различают:
ручную дуговую сварку
механизированную (полуавтоматическую) дуговую сварку
автоматическую дуговую сварку
По
Классификация
По степени механизации различают:
ручную дуговую сварку
механизированную (полуавтоматическую) дуговую сварку
автоматическую дуговую сварку
По
Слайд 5Заклёпочное соединение
Заклёпочное соединение — неразъёмное соединение деталей при помощи заклёпок. Обеспечивает высокую
Заклёпочное соединение
Заклёпочное соединение — неразъёмное соединение деталей при помощи заклёпок. Обеспечивает высокую

Слайд 6Заклёпочные соединения делятся на:
прочные (рассчитанные только на восприятие и передачу силовых нагрузок),
плотные
Заклёпочные соединения делятся на:
прочные (рассчитанные только на восприятие и передачу силовых нагрузок),
плотные
Слайд 7В зависимости от взаимного расположения соединяемых деталей различают швы:
- внахлестку (однорядные швы,
В зависимости от взаимного расположения соединяемых деталей различают швы:
- внахлестку (однорядные швы,

Слайд 8В предварительно подготовленные отверстия в деталях (пакете листов) вставляют заклепки. После производится
В предварительно подготовленные отверстия в деталях (пакете листов) вставляют заклепки. После производится
Слайд 9Недостатки заклёпочных соединений
трудоёмкость процесса. Необходимо просверлить множество отверстий, установить заклёпки, расклепать их.
Недостатки заклёпочных соединений
трудоёмкость процесса. Необходимо просверлить множество отверстий, установить заклёпки, расклепать их.
 Проект:«Права и обязанности членов семьи»
Проект:«Права и обязанности членов семьи» Презентация на тему Свойства корня n-ой степени (11 класс)
Презентация на тему Свойства корня n-ой степени (11 класс) КМРСО г.Красноярск Солянкина Наталья Леонидовна Голубева Людмила Матвеевна Центр мониторинга качества образования ККИПКиППРО
КМРСО г.Красноярск Солянкина Наталья Леонидовна Голубева Людмила Матвеевна Центр мониторинга качества образования ККИПКиППРО Презентация на тему Обычаи и традиции русского народа
Презентация на тему Обычаи и традиции русского народа Система управления персоналом
Система управления персоналом Презентация на тему Великобритания: конец Викторианской эпохи
Презентация на тему Великобритания: конец Викторианской эпохи  Основные ценности городского сообщества Тольятти Докладчик: Иглин В.Б. Школа № 93. Автозаводской район Тольятти 26 декабря 2010 год
Основные ценности городского сообщества Тольятти Докладчик: Иглин В.Б. Школа № 93. Автозаводской район Тольятти 26 декабря 2010 год Лекция №10-11 (Метод Тестирования) (1)
Лекция №10-11 (Метод Тестирования) (1) Уголок потребителя
Уголок потребителя Защита Отечества — священный долг
Защита Отечества — священный долг Монархи-2017
Монархи-2017 Архитектурные элементы здания
Архитектурные элементы здания Консалтинг-центр по НИДШ
Консалтинг-центр по НИДШ Экстремизм - угроза обществу
Экстремизм - угроза обществу Прямое и переносное значение слов
Прямое и переносное значение слов Фоторяд "Дети войны"
Фоторяд "Дети войны" Инструменты, механизмы, приспособления и инвентарь для выполнения штукатурных работ
Инструменты, механизмы, приспособления и инвентарь для выполнения штукатурных работ Александр Сергеевич Пушкин
Александр Сергеевич Пушкин ОСНОВНЫЕ КОМПОНЕНТЫ И УЗЛЫ ЭЛЕКТРОННЫХ УСТРОЙСТВ
ОСНОВНЫЕ КОМПОНЕНТЫ И УЗЛЫ ЭЛЕКТРОННЫХ УСТРОЙСТВ  Методы селекции растений 11 класс
Методы селекции растений 11 класс Музей Ф.М. Достоевского
Музей Ф.М. Достоевского  Альбом «МОЯ СЕМЬЯ»
Альбом «МОЯ СЕМЬЯ» Метеоролог
Метеоролог Каменный лес
Каменный лес Развивающая эстетика – новый предмет в школьном образовании
Развивающая эстетика – новый предмет в школьном образовании Революционное народничество: идеология, практика, последствия.
Революционное народничество: идеология, практика, последствия. 5 этап командный 15.12.2011ТУРНИРкоманд или индивидуальных участников 9-11 классов по решению «монстров С6»
5 этап командный 15.12.2011ТУРНИРкоманд или индивидуальных участников 9-11 классов по решению «монстров С6» Презентация на тему Храмы России
Презентация на тему Храмы России