- Material Aspects of Micro- and Nanoelectromechanical

Содержание
- 2. 08/11/2023 Two of the more significant technological achievements during the last 30 years have been the
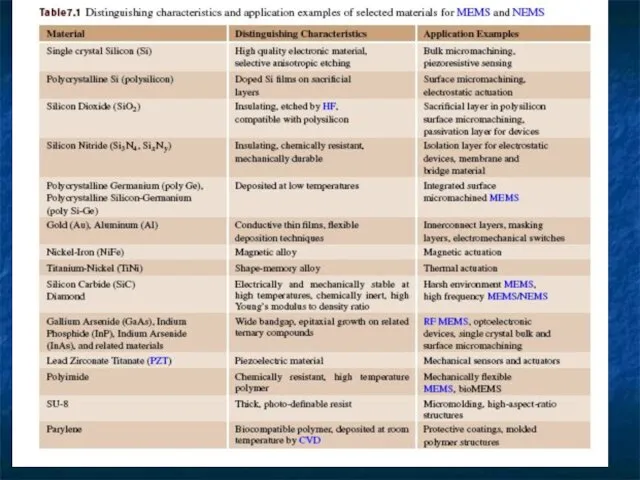
- 3. 08/11/2023 A well-rounded understanding of MEMS and NEMS requires a basic knowledge of the materials used
- 4. 08/11/2023
- 5. 08/11/2023
- 6. 08/11/2023 1. Single Crystal Silicon Single crystal Si is material for bulk and surface micromachining, due
- 7. 08/11/2023 Bulk micromachining is a process whereby etching techniques are used in conjunction with etch masks
- 8. 08/11/2023 In contrast to anisotropic etching, isotropic etching exhibits no selectivity to the various crystal planes.
- 9. 08/11/2023 Boron-doped etch stops are often less than 10µm thick, since the boron concentration in Si
- 10. 08/11/2023 Dry etching processes are available to pattern single crystal Si. The process spectrum ranges from
- 11. 08/11/2023 The RIE process is highly directional, which enables direct pattern transfer from an overlying masking
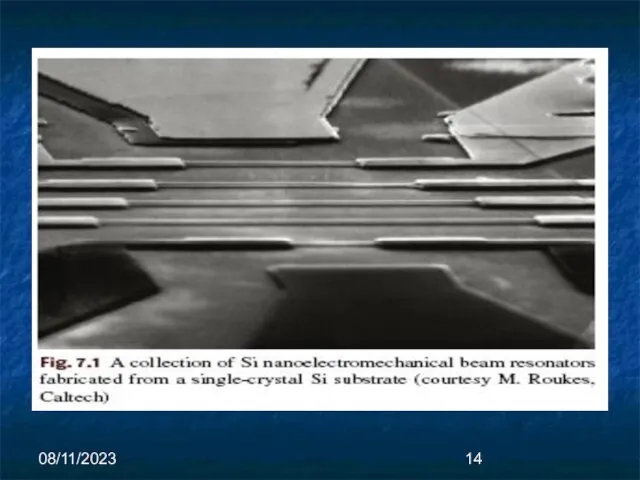
- 12. 08/11/2023 A wide variety of microfabricated devices have been made from single crystal Si, such as
- 13. 08/11/2023 By coupling electron-beam (e-beam) lithography with conventional Si etching, device structures with submicron dimensions have
- 14. 08/11/2023
- 15. 08/11/2023 In-plane nanoelectromechanical resonators based on silicon nanowire piezoresistive detection E Mile*, G Jourdan*, I Bargatin
- 16. 08/11/2023 In-plane nanoelectromechanical resonators based on silicon nanowire piezoresistive detection The NEMS device presented in this
- 17. 08/11/2023 The top silicon layer was implanted with boron ions (p-type) through a thin layer of
- 18. 08/11/2023 A hybrid e-beam/DUV lithography technique (allowing 50 nm minimum feature size) was used to define
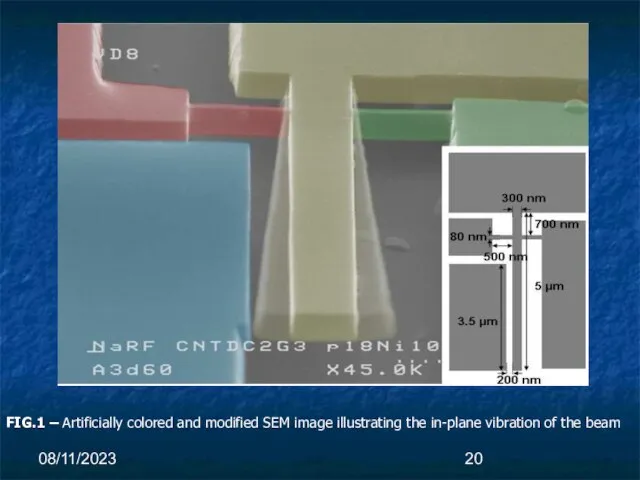
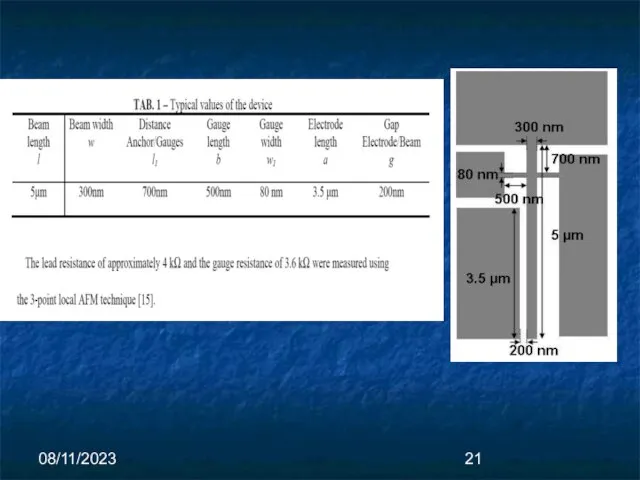
- 19. 08/11/2023 The NEMS is composed of a fixed-free lever beam and two piezoresistive gauges connected to
- 20. 08/11/2023 FIG.1 – Artificially colored and modified SEM image illustrating the in-plane vibration of the beam
- 21. 08/11/2023
- 22. 08/11/2023 Silicon as an element exists with three different microstructures: crystalline, polycrystalline, or amorphous. Polycrystalline, or
- 23. 08/11/2023 Standard 100-mm wafers are nominally 525 µm thick, and 150-mm wafers are typically 650 µm
- 24. 08/11/2023
- 25. 08/11/2023 Silicon is a very good thermal conductor with a thermal conductivity greater than that of
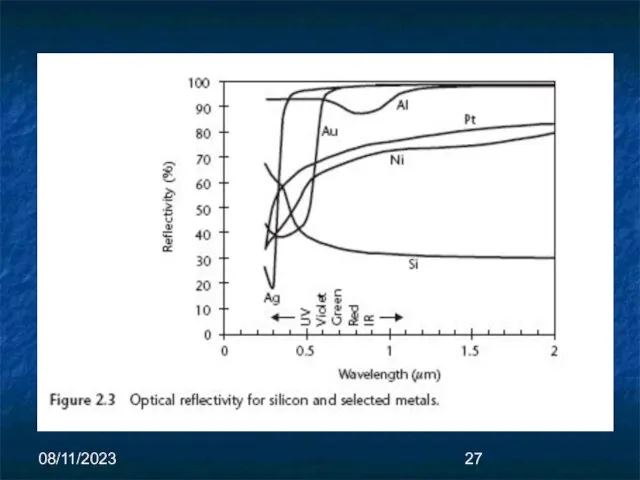
- 26. 08/11/2023 Unfortunately, silicon is not an active optical material—silicon-based lasers do not exist. Because of the
- 27. 08/11/2023
- 28. 08/11/2023 Silicon is also well known to retain its mechanical integrity at temperatures up to about
- 29. 08/11/2023 The interactions of silicon with gases, chemicals, biological fluids, and enzymes (ферменты) remain the subject
- 30. 08/11/2023 In medicine and biology, studies are ongoing to evaluate silicon for medical implants. Preliminary medical
- 31. 08/11/2023
- 32. 08/11/2023 Polysilicon Surface micromachining is a process whereby a sequence of thin films, often of different
- 33. 08/11/2023 Like single crystal Si, polysilicon can be doped during or after film deposition. SiO2 can
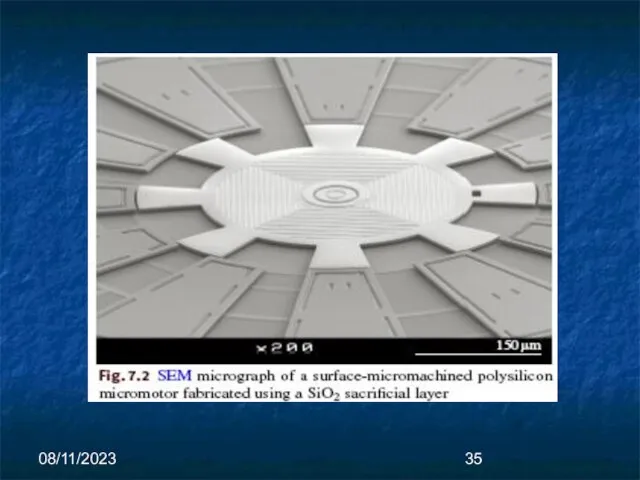
- 34. 08/11/2023 SiO2 is readily dissolvable in hydrofluoric acid (HF), which does not etch polysilicon and, thus,
- 35. 08/11/2023
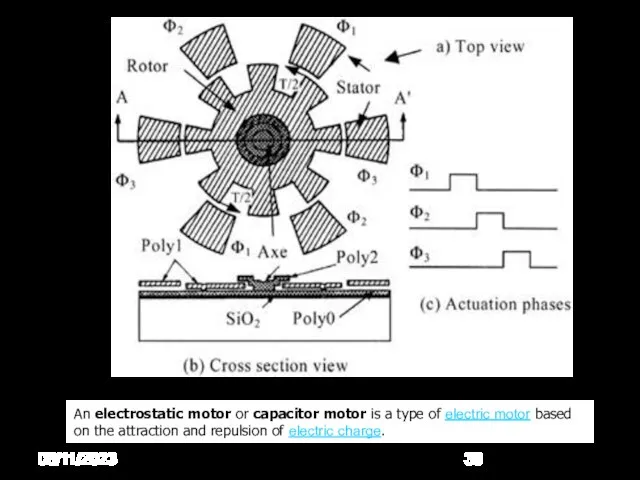
- 36. 08/11/2023 An electrostatic motor or capacitor motor is a type of electric motor based on the
- 37. 08/11/2023 For MEMS and IC applications, polysilicon films are commonly deposited using a process known as
- 38. 08/11/2023 Polysilicon thin films consist of a collection of small single crystal grains whose microstructure and
- 39. 08/11/2023 In terms of chemical resistance, polysilicon is very much like single crystal Si. The oxidation
- 40. 08/11/2023 Diffusion is an effective method for doping polysilicon films, especially for heavy doping of thick
- 41. 08/11/2023 Ion implantation is also used to dope polysilicon films. A high-temperature annealing step is usually
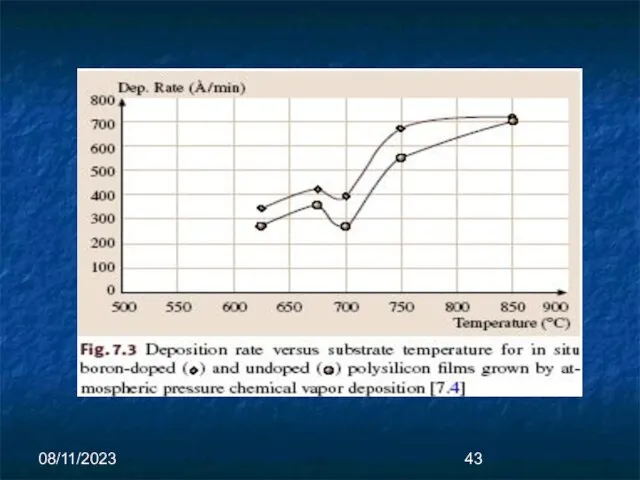
- 42. 08/11/2023 The addition of dopants during the deposition process not only modifies the conductivity, but also
- 43. 08/11/2023
- 44. 08/11/2023 Although commonly used to produce doped polysilicon for electrostatic devices, Cao et al. have used
- 45. 08/11/2023 For thick films with large grains, the thermal conductivity ranges between 50% and 85% of
- 46. 08/11/2023 Annealing can be used to reduce the compressive stress in as-deposited polysilicon films. For instance,
- 47. 08/11/2023 Zhang et al. reported that a 10 s anneal at 1,100 ◦C was sufficient to
- 48. 08/11/2023 As an alternative to high-temperature annealing, Yang et al. have developed an approach that actually
- 49. 08/11/2023 The tensile layers consist of fine-grained polysilicon grown at a temperature of 570 ◦C, while
- 50. 08/11/2023 The process achieves stress reduction reduction without high-temperature annealing, a considerable advantage for integrated MEMS
- 51. 08/11/2023 Unlike conventional LPCVD processes with deposition rates of less than 100A/min, epitaxial processes have deposition
- 52. 08/11/2023 An LPCVD polysilicon seed layer is sometimes used to control nucleation, grain size, and surface
- 53. 08/11/2023 Compressive films generally have a mixture of [110] and [311] grains, while tensile films have
- 54. 08/11/2023 All of the aforementioned (вышеупомянутые) polysilicon deposition processes utilize substrate temperatures in excess (превышение) of
- 55. 08/11/2023 The process involved DC magnitron sputtering from a Si target using an Ar sputtering gas,
- 57. Скачать презентацию
Слайд 308/11/2023
A well-rounded understanding of MEMS and NEMS requires a basic knowledge of
08/11/2023
A well-rounded understanding of MEMS and NEMS requires a basic knowledge of
Слайд 408/11/2023
08/11/2023
Слайд 508/11/2023
08/11/2023
Слайд 608/11/2023
1. Single Crystal Silicon
Single crystal Si is material for bulk and
08/11/2023
1. Single Crystal Silicon
Single crystal Si is material for bulk and
Слайд 708/11/2023
Bulk micromachining is a process whereby etching techniques are used in conjunction
08/11/2023
Bulk micromachining is a process whereby etching techniques are used in conjunction
Слайд 808/11/2023
In contrast to anisotropic etching, isotropic etching exhibits no selectivity to the
08/11/2023
In contrast to anisotropic etching, isotropic etching exhibits no selectivity to the
Слайд 908/11/2023
Boron-doped etch stops are often less than 10µm thick, since the boron
08/11/2023
Boron-doped etch stops are often less than 10µm thick, since the boron
Слайд 1008/11/2023
Dry etching processes are available to pattern single crystal Si. The process
08/11/2023
Dry etching processes are available to pattern single crystal Si. The process
Слайд 1108/11/2023
The RIE process is highly directional, which enables direct pattern transfer from
08/11/2023
The RIE process is highly directional, which enables direct pattern transfer from
Слайд 1208/11/2023
A wide variety of microfabricated devices have been made from single crystal
08/11/2023
A wide variety of microfabricated devices have been made from single crystal
Слайд 1308/11/2023
By coupling electron-beam (e-beam) lithography with conventional Si etching, device structures with
08/11/2023
By coupling electron-beam (e-beam) lithography with conventional Si etching, device structures with
Слайд 1408/11/2023
08/11/2023
Слайд 1508/11/2023
In-plane nanoelectromechanical resonators based on silicon nanowire
piezoresistive detection
E Mile*, G Jourdan*, I
08/11/2023
In-plane nanoelectromechanical resonators based on silicon nanowire
piezoresistive detection
E Mile*, G Jourdan*, I
Слайд 1608/11/2023
In-plane nanoelectromechanical resonators based on silicon nanowire piezoresistive detection
The NEMS device presented
08/11/2023
In-plane nanoelectromechanical resonators based on silicon nanowire piezoresistive detection
The NEMS device presented
Слайд 1708/11/2023
The top silicon layer was implanted with boron ions (p-type) through a
08/11/2023
The top silicon layer was implanted with boron ions (p-type) through a
Слайд 1808/11/2023
A hybrid e-beam/DUV lithography technique (allowing 50 nm minimum feature size) was
08/11/2023
A hybrid e-beam/DUV lithography technique (allowing 50 nm minimum feature size) was
Слайд 1908/11/2023
The NEMS is composed of a fixed-free lever beam and two piezoresistive
08/11/2023
The NEMS is composed of a fixed-free lever beam and two piezoresistive

Слайд 2008/11/2023
FIG.1 – Artificially colored and modified SEM image illustrating the in-plane vibration
08/11/2023
FIG.1 – Artificially colored and modified SEM image illustrating the in-plane vibration
Слайд 2108/11/2023
08/11/2023
Слайд 2208/11/2023
Silicon as an element exists with three different microstructures: crystalline, polycrystalline, or
08/11/2023
Silicon as an element exists with three different microstructures: crystalline, polycrystalline, or
Слайд 2308/11/2023
Standard 100-mm wafers are nominally 525 µm thick, and 150-mm wafers are
08/11/2023
Standard 100-mm wafers are nominally 525 µm thick, and 150-mm wafers are
Слайд 2408/11/2023
08/11/2023
Слайд 2508/11/2023
Silicon is a very good thermal conductor with a thermal conductivity greater
08/11/2023
Silicon is a very good thermal conductor with a thermal conductivity greater
Слайд 2608/11/2023
Unfortunately, silicon is not an active optical material—silicon-based lasers do not exist.
08/11/2023
Unfortunately, silicon is not an active optical material—silicon-based lasers do not exist.
Слайд 2708/11/2023
08/11/2023
Слайд 2808/11/2023
Silicon is also well known to retain its mechanical integrity at temperatures
08/11/2023
Silicon is also well known to retain its mechanical integrity at temperatures
Слайд 2908/11/2023
The interactions of silicon with gases, chemicals, biological fluids, and enzymes (ферменты)
08/11/2023
The interactions of silicon with gases, chemicals, biological fluids, and enzymes (ферменты)
Слайд 3008/11/2023
In medicine and biology, studies are ongoing to evaluate silicon for medical
08/11/2023
In medicine and biology, studies are ongoing to evaluate silicon for medical
Слайд 3108/11/2023
08/11/2023
Слайд 3208/11/2023
Polysilicon
Surface micromachining is a process whereby a sequence of thin films, often
08/11/2023
Polysilicon
Surface micromachining is a process whereby a sequence of thin films, often
Слайд 3308/11/2023
Like single crystal Si, polysilicon can be doped during or after film
08/11/2023
Like single crystal Si, polysilicon can be doped during or after film
Слайд 3408/11/2023
SiO2 is readily dissolvable in hydrofluoric acid (HF), which does not etch
08/11/2023
SiO2 is readily dissolvable in hydrofluoric acid (HF), which does not etch
Слайд 3508/11/2023
08/11/2023
Слайд 3608/11/2023
An electrostatic motor or capacitor motor is a type of electric motor based on the attraction and repulsion
08/11/2023
An electrostatic motor or capacitor motor is a type of electric motor based on the attraction and repulsion
Слайд 3708/11/2023
For MEMS and IC applications, polysilicon films are commonly deposited using a
08/11/2023
For MEMS and IC applications, polysilicon films are commonly deposited using a
Слайд 3808/11/2023
Polysilicon thin films consist of a collection of small single crystal grains
08/11/2023
Polysilicon thin films consist of a collection of small single crystal grains
Слайд 3908/11/2023
In terms of chemical resistance, polysilicon is very much like single crystal
08/11/2023
In terms of chemical resistance, polysilicon is very much like single crystal
Слайд 4008/11/2023
Diffusion is an effective method for doping polysilicon films, especially for heavy
08/11/2023
Diffusion is an effective method for doping polysilicon films, especially for heavy
Слайд 4108/11/2023
Ion implantation is also used to dope polysilicon films.
A high-temperature annealing
08/11/2023
Ion implantation is also used to dope polysilicon films.
A high-temperature annealing
Слайд 4208/11/2023
The addition of dopants during the deposition process not only modifies the
08/11/2023
The addition of dopants during the deposition process not only modifies the
Слайд 4308/11/2023
08/11/2023
Слайд 4408/11/2023
Although commonly used to produce doped polysilicon for electrostatic devices, Cao et
08/11/2023
Although commonly used to produce doped polysilicon for electrostatic devices, Cao et
Слайд 4508/11/2023
For thick films with large grains, the thermal conductivity ranges between 50%
08/11/2023
For thick films with large grains, the thermal conductivity ranges between 50%
Слайд 4608/11/2023
Annealing can be used to reduce the compressive stress in as-deposited polysilicon
08/11/2023
Annealing can be used to reduce the compressive stress in as-deposited polysilicon
Слайд 4708/11/2023
Zhang et al. reported that a 10 s anneal at 1,100 ◦C
08/11/2023
Zhang et al. reported that a 10 s anneal at 1,100 ◦C
Слайд 4808/11/2023
As an alternative to high-temperature annealing, Yang et al. have developed an
08/11/2023
As an alternative to high-temperature annealing, Yang et al. have developed an
Слайд 4908/11/2023
The tensile layers consist of fine-grained polysilicon grown at a temperature of
08/11/2023
The tensile layers consist of fine-grained polysilicon grown at a temperature of
Слайд 5008/11/2023
The process achieves stress reduction reduction without high-temperature annealing, a considerable advantage
08/11/2023
The process achieves stress reduction reduction without high-temperature annealing, a considerable advantage
Слайд 5108/11/2023
Unlike conventional LPCVD processes with deposition rates of less than 100A/min, epitaxial
08/11/2023
Unlike conventional LPCVD processes with deposition rates of less than 100A/min, epitaxial
Слайд 5208/11/2023
An LPCVD polysilicon seed layer is sometimes used to control nucleation, grain
08/11/2023
An LPCVD polysilicon seed layer is sometimes used to control nucleation, grain
Слайд 5308/11/2023
Compressive films generally have a mixture of [110] and [311] grains, while
08/11/2023
Compressive films generally have a mixture of [110] and [311] grains, while
![08/11/2023 Compressive films generally have a mixture of [110] and [311] grains,](/_ipx/f_webp&q_80&fit_contain&s_1440x1080/imagesDir/jpg/373534/slide-52.jpg)
Слайд 5408/11/2023
All of the aforementioned (вышеупомянутые) polysilicon deposition processes utilize substrate temperatures in
08/11/2023
All of the aforementioned (вышеупомянутые) polysilicon deposition processes utilize substrate temperatures in
Слайд 5508/11/2023
The process involved DC magnitron sputtering from a Si target using an
08/11/2023
The process involved DC magnitron sputtering from a Si target using an
 «НАША НОВАЯ ШКОЛА» Послание Президента РФ Д.А.Медведева Федеральному собранию Российской Федерации 5 ноября 2008г.
«НАША НОВАЯ ШКОЛА» Послание Президента РФ Д.А.Медведева Федеральному собранию Российской Федерации 5 ноября 2008г. Введение в дизайн. Основные понятия
Введение в дизайн. Основные понятия Транспорт. Спецтехника
Транспорт. Спецтехника КЛИЕНТОРИЕНТИРОВАННЫЕ ОБРАЗОВАТЕЛЬНЫЕ ОРГАНИЗАЦИИ
КЛИЕНТОРИЕНТИРОВАННЫЕ ОБРАЗОВАТЕЛЬНЫЕ ОРГАНИЗАЦИИ Международные отношения на американском континенте. Панамериканские конференции 1920-х годов
Международные отношения на американском континенте. Панамериканские конференции 1920-х годов Биполярные транзисторы (лекция 4)
Биполярные транзисторы (лекция 4) ИнфраФонд РВК
ИнфраФонд РВК ИНТЕГРИРОВАННАЯ СИСТЕМА УПРАВЛЕНИЯ СТРОИТЕЛЬНОЙ КОМПАНИЕЙ
ИНТЕГРИРОВАННАЯ СИСТЕМА УПРАВЛЕНИЯ СТРОИТЕЛЬНОЙ КОМПАНИЕЙ Архітектурні пам’ятки Городенківщини
Архітектурні пам’ятки Городенківщини Модерн в Казани
Модерн в Казани Сирень
Сирень Есть контакт
Есть контакт Осцилляторы. Импульсные возбудители дуги. Балластные реостаты
Осцилляторы. Импульсные возбудители дуги. Балластные реостаты Энергия солнца в Вашем Доме!
Энергия солнца в Вашем Доме! Правописание безударных гласных в корне слова
Правописание безударных гласных в корне слова Sketch Meme
Sketch Meme Lomonosov
Lomonosov Муниципальное общеобразовательное учреждениеЦентр образования города Тулуна
Муниципальное общеобразовательное учреждениеЦентр образования города Тулуна Права потребителей: общие и специальные
Права потребителей: общие и специальные Аландское городище
Аландское городище Государственно-общественное управление образованием в условиях реализации №83-ФЗ
Государственно-общественное управление образованием в условиях реализации №83-ФЗ Гибкость и ловкость. Круговой метод тренировки для развития основных групп мышц
Гибкость и ловкость. Круговой метод тренировки для развития основных групп мышц Обмен липидов-3
Обмен липидов-3 Отчет о результатах социологического исследования "Киев - районные выборы"
Отчет о результатах социологического исследования "Киев - районные выборы" Тематика, основные цели, задачи, результаты муниципальных семинаров
Тематика, основные цели, задачи, результаты муниципальных семинаров Экспонир. устр-во с зап. на внешн. поверхн. барабана
Экспонир. устр-во с зап. на внешн. поверхн. барабана Линейная Автоматика
Линейная Автоматика Снабжение и логистика на предприятии
Снабжение и логистика на предприятии