- Общее производительное обслуживание оборудования

Содержание
- 2. Содержание 1. Определение понятия ТРМ…………………………………..……………………………2-5 2. Модель системы TPM. Структура 16 основных видов потерь. КОЕ/ОЕЕ…..6-12 3.
- 3. Определение понятия ТРМ ТРМ (Total Productive Maintenance) – 1.ОБЩЕЕ ПРОИЗВОДИТЕЛЬНОЕ ОБСЛУЖИВАНИЕ ОБОРУДОВАНИЯ 2.Всеобщий уход за оборудованием
- 4. Определение понятия ТРМ Определение понятия ТРМ, его цели и сути ТРМ (Total Productive Maintenance) – ОБЩЕЕ
- 5. Определение понятия ТРМ Эффективная эксплуатация и высокий уровень обслуживания оборудования (в пределе «Ноль поломок») Высокий уровень
- 6. Содержание 1. Определение понятия ТРМ…………………………………..……………………………2-5 2. Модель системы TPM. Структура 16 основных видов потерь. КОЕ/ОЕЕ…..6-12 3.
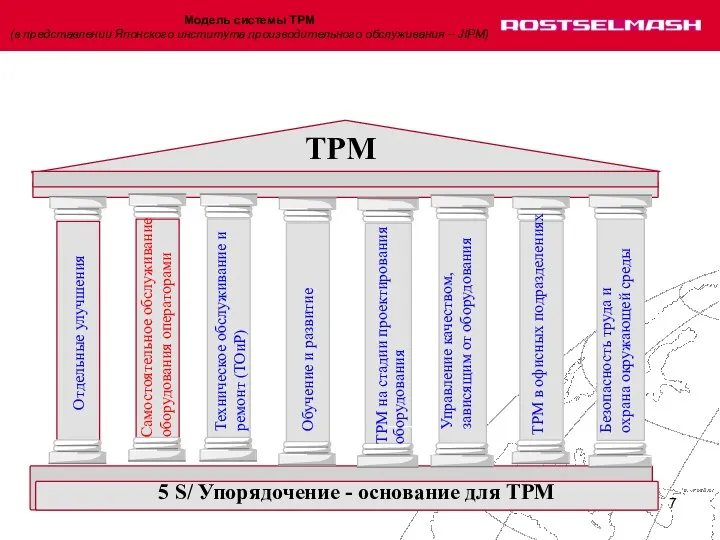
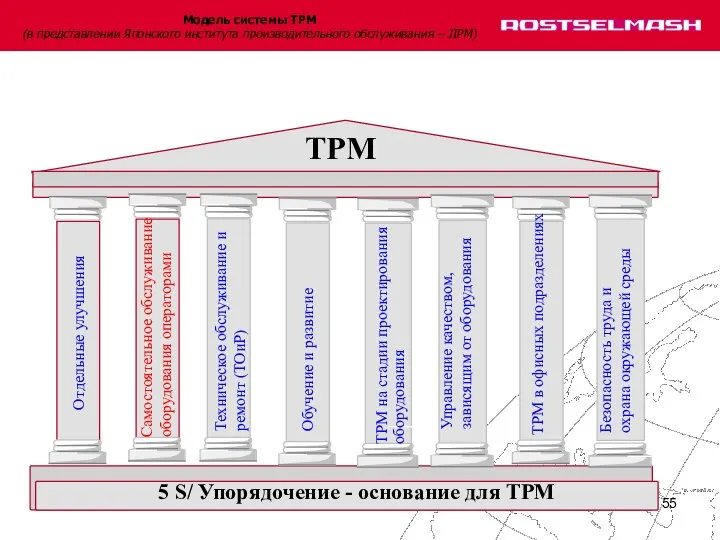
- 7. Управление качеством, зависящим от оборудования ТРМ на стадии проектирования оборудования Обучение и развитие Отдельные улучшения Самостоятельное
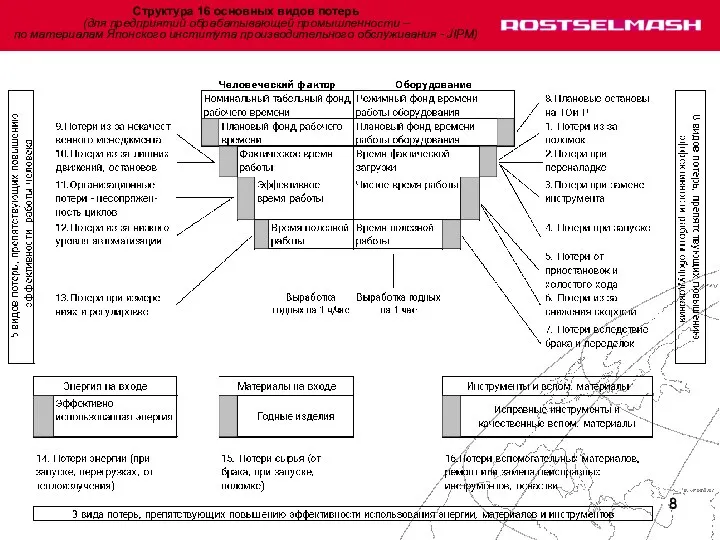
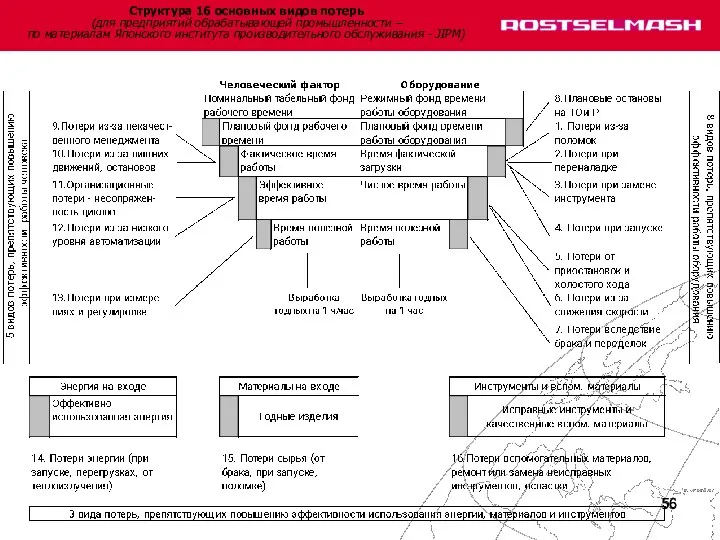
- 8. Структура 16 основных видов потерь (для предприятий обрабатывающей промышленности – по материалам Японского института производительного обслуживания
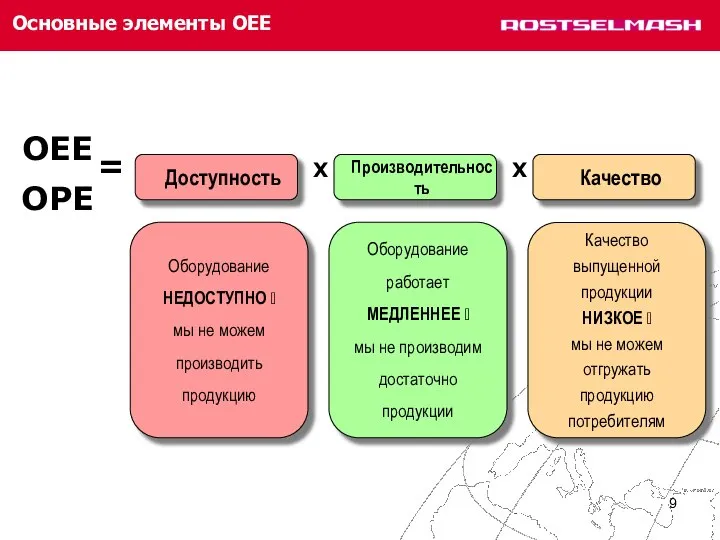
- 9. Основные элементы OEE Оборудование НЕДОСТУПНО ? мы не можем производить продукцию Оборудование работает МЕДЛЕННЕЕ ? мы
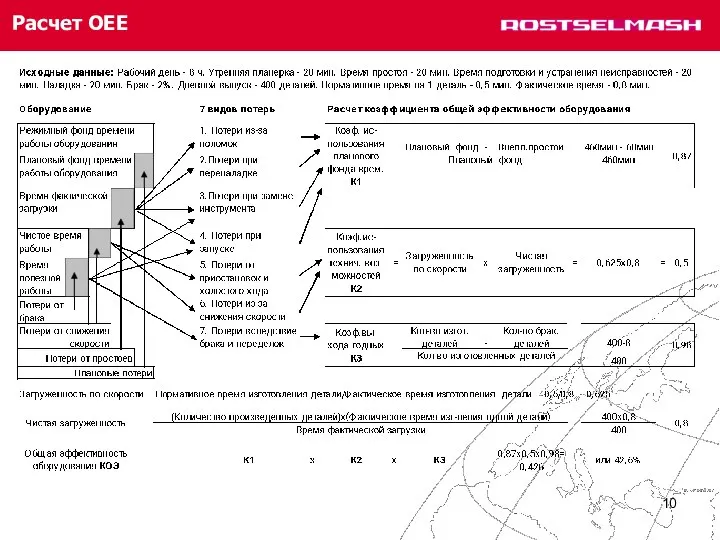
- 10. Расчет OEE
- 11. Направления повышения КОЭ/OEE 1.Совершенствование должно обеспечивать выполнение производственного задания в требуемой НОМЕНКЛАТУРЕ. Например, если номенклатура широкая,
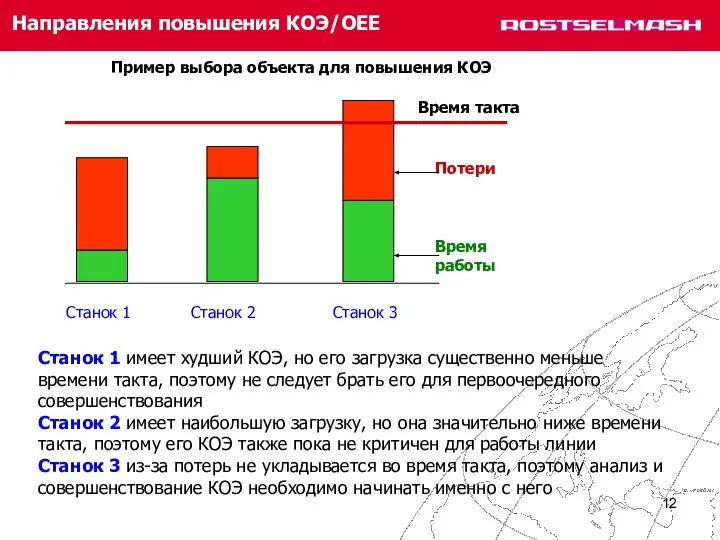
- 12. Направления повышения КОЭ/OEE Пример выбора объекта для повышения КОЭ Станок 1 Станок 2 Станок 3 Время
- 13. Содержание 1. Определение понятия ТРМ…………………………………..……………………………2-5 2. Модель системы TPM. Структура 16 основных видов потерь. КОЕ/ОЕЕ…..6-12 3.
- 14. Самостоятельное обслуживание оборудования производственным персоналом (СООПП) Лоскутов Алексей Александрович Руководитель проекта, Департамент развития производственной системы
- 15. СООПП Цели Самостоятельного обслуживания оборудования производственным персоналом (СООПП) в системе ТРМ Комплексное восстановление износа оборудования, устранение
- 16. СООПП Шаг 2 «Принятие мер по источникам загрязнений, труднодоступным и сложным местам» Шаг 1 «Чистка и
- 17. СООПП 1.Освоение (теоретическое) Контрольных листков и Бланков предложений по отдельным улучшениям. 2. Проведение чисток с заполнением
- 18. СООПП Результат проведения первоначальной чистки
- 19. СООПП Обозначение неисправностей красными ярлыками (метками)
- 20. СООПП Шаг 2 СООО «Принятие мер по источникам загрязнений, труднодоступным и сложным местам» ПРИНЯТИЕ МЕР (5
- 21. СООПП ….n 2 Основные действия на шаге 2 1.Ликвидация источника возможна? Источник загрязнения №.. (наименование) 2.Локализация
- 22. СООПП Меры по источникам загрязнений
- 23. Меры по источникам загрязнений, труднодоступным и сложным местам(продолжение) 4.Повышение эффективности чистки 5.Принятие мер по труднодоступным местам
- 24. Пример устранения неисправности на станке NDM - -16-4 №5003441 уч-к Обрабатывающих станков «ХААС» (10) Гибкие кабель-каналы
- 25. СООПП 1. Ограничили зону выходных фланцев направляющих труб 2. Приобрели удобный инвентарь – повысили эффективность чистки
- 26. СООПП Меры по ТРУДНОДОСТУПНЫМ местам Кабели на полу: затрудняют уборку могут быть повреждены Кабели подняты, что
- 27. СООПП Выявленная проблема: щиты столов разгрузчика имеют неудобную конструкцию (тяжелые, много времени на снятие) Мероприятие :
- 28. СООПП Приварены ручки для удобства снятия Щиты теперь крепятся без болтов: подвешиваются на крюки Исключены труднодоступные
- 29. СООПП КАРТА ПРОБЛЕМ (фрагмент) ЛИКВИДАЦИЯ источников загрязнений
- 30. СООПП ЛИКВИДАЦИЯ источников загрязнений Неплотное соединение Пыль, просыпи на фасовочное оборудование Мероприятия: реконструкция, герметизация
- 31. СООПП ПРОБЛЕМЫ, выявленные при чистке-проверке и смазке модельного оборудования
- 32. СООПП Мероприятия по ОТДЕЛЬНЫМ УЛУЧШЕНИЯМ на модельном оборудовании 1. Кабели подняты и закрыты защитным гофром, что
- 33. СООПП Разработка и реализация предложений по ЛИКВИДАЦИИ ЗАГРЯЗНЕНИЯ и СОКРАЩЕНИЮ ЕЕ ЗОНЫ Установлен защитный экран, позволяющий
- 34. СООПП Разработка и реализация предложений по ЛИКВИДАЦИИ ЗАГРЯЗНЕНИЯ
- 35. Совершенствование рабочими группами ТРМ чистки-проверки, смазки, т.е. обеспечение БАЗОВЫХ условий для предотвращения ускоренного износа оборудования Разработка
- 36. Шаг 3 СООО «Разработка Временных норм чистки- проверки, смазки» Основные действия на шаге 3 ЧИСТКА- ПРОВЕРКА
- 37. АЛГОРИТМ ДЕЙСТВИЙ рабочих групп ТРМ на шаге 3
- 38. АЛГОРИТМ ДЕЙСТВИЙ рабочих групп ТРМ на шаге 3 (продолжение)
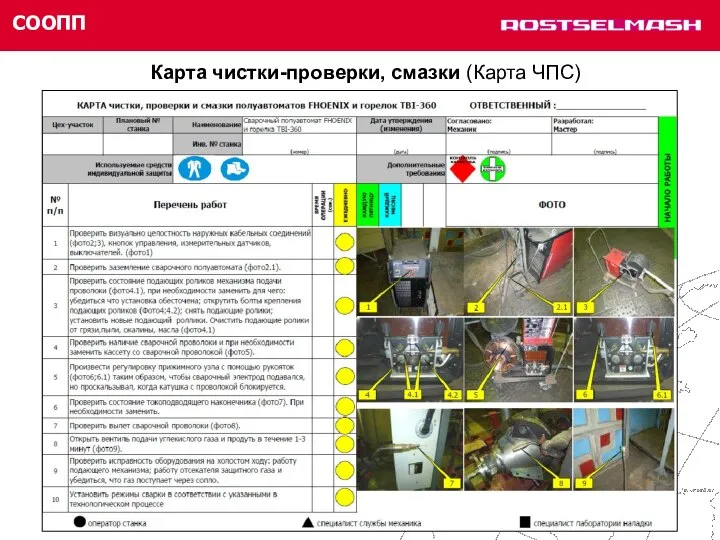
- 39. СООПП Карта чистки-проверки, смазки (Карта ЧПС)
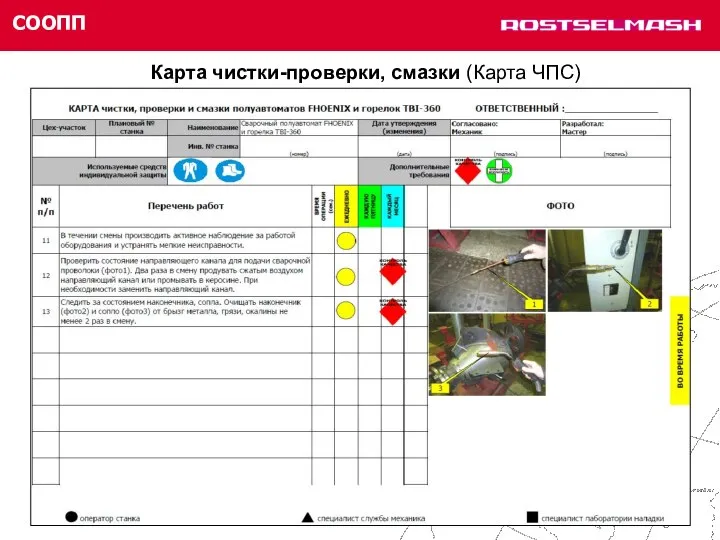
- 40. СООПП Карта чистки-проверки, смазки (Карта ЧПС)
- 41. СООПП Карта чистки-проверки, смазки (Карта ЧПС)
- 42. КЛЮЧЕВЫЕ МОМЕНТЫ шага 4 «Общая проверка (инспекция)» Источник: 6
- 43. Изучение функций, конструкции оборудования, определение его идеального состояния Проверка (инспекция) всех частей оборудования; составление перечней аномалий;
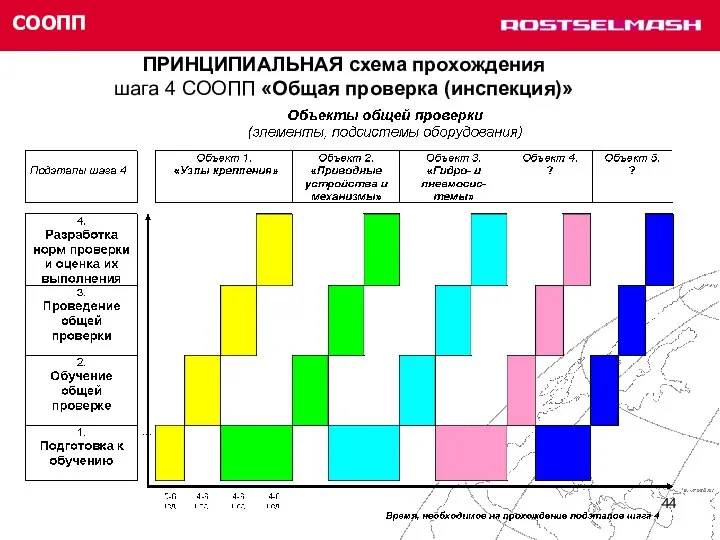
- 44. СООПП ПРИНЦИПИАЛЬНАЯ схема прохождения шага 4 СООПП «Общая проверка (инспекция)»
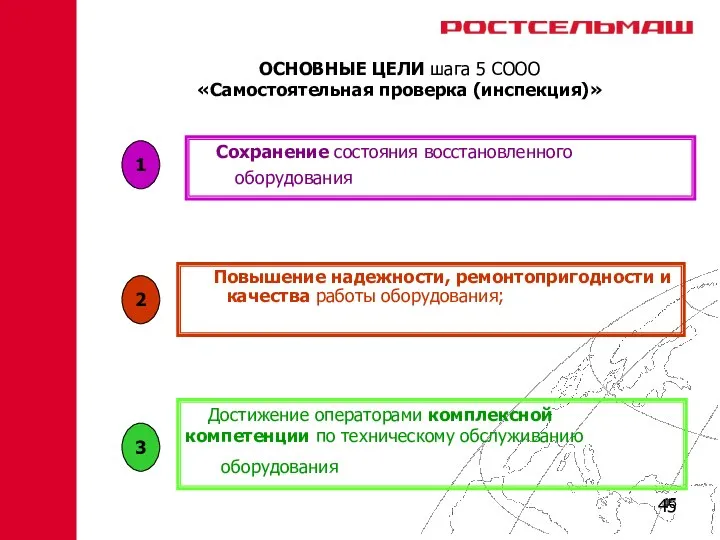
- 45. Сохранение состояния восстановленного оборудования Повышение надежности, ремонтопригодности и качества работы оборудования; 1 3 Достижение операторами комплексной
- 46. Алгоритм реализации шага 5 СООО «Самостоятельная проверка (инспекция)»
- 47. СООПП Шаг 5 СООПП «Самостоятельная проверка (инспекция)» Основные действия на шаге 5 АНАЛИЗ Достаточности точек проверки
- 48. СООПП Шаг 5 СООПП «Самостоятельная проверка (инспекция)» Содержание работ на шаге 5 СООПП Шаг 4 Шаг
- 49. СООПП Алгоритм реализации шага 5 СООПП «Самостоятельная проверка (инспекция)»
- 50. Консультационное сообщество «ТАИР»: Куприянова Т.М., Растимешин В.Е. Шаги 6 и 7 СООО – «Стандартизация», «Самоуправление и
- 51. Консультационное сообщество «ТАИР»: Куприянова Т.М., Растимешин В.Е. Общий итог внедрения ТРМ Источник: 6
- 52. СООПП
- 53. Содержание 1. Определение понятия ТРМ…………………………………..……………………………2-5 2. Модель системы TPM. Структура 16 основных видов потерь. КОЕ/ОЕЕ…..6-12 3.
- 54. SMED (Быстрая переналадка) Лоскутов А.А. Руководитель проекта, Департамент развития производственной системы
- 55. Управление качеством, зависящим от оборудования ТРМ на стадии проектирования оборудования Обучение и развитие Отдельные улучшения Самостоятельное
- 56. Структура 16 основных видов потерь (для предприятий обрабатывающей промышленности – по материалам Японского института производительного обслуживания
- 57. Что такое SMED Долгое время считалось, что эффективная работа предприятия предполагает максимально возможную загрузку оборудования, т.е.
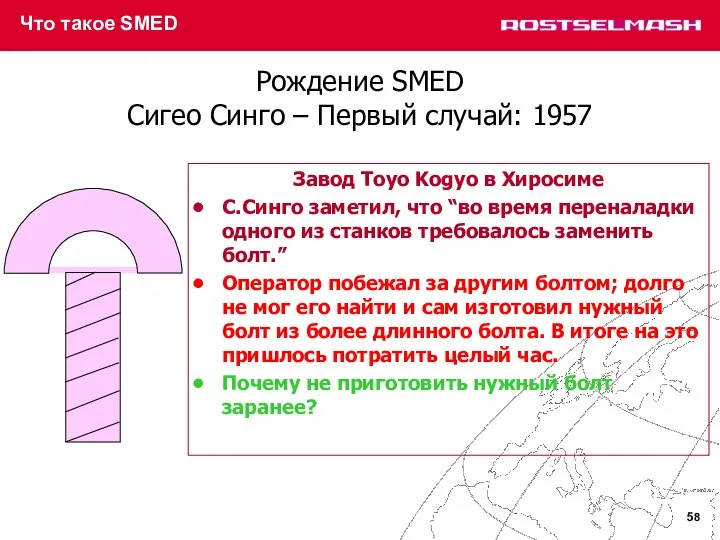
- 58. Что такое SMED Завод Toyo Kogyo в Хиросиме С.Синго заметил, что “во время переналадки одного из
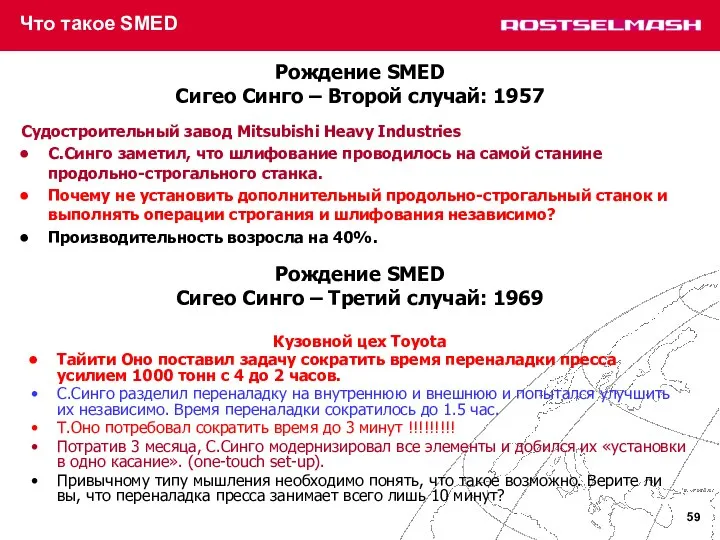
- 59. Что такое SMED Рождение SMED Сигео Синго – Второй случай: 1957 Судостроительный завод Mitsubishi Heavy Industries
- 60. Выгоды SMED Рассмотрим выгоды, которые можно извлечь, уменьшая время переналадки оборудования: 1. Уменьшение товароматериальных запасов. При
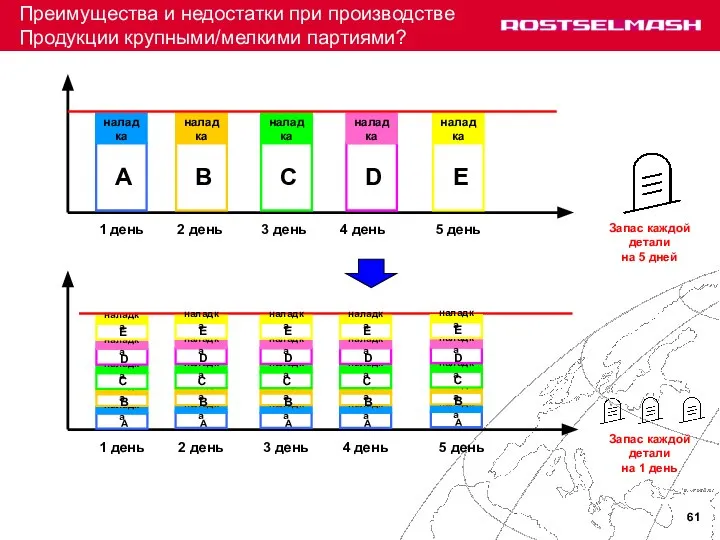
- 61. 1 день 2 день 3 день 4 день 5 день Запас каждой детали на 5 дней
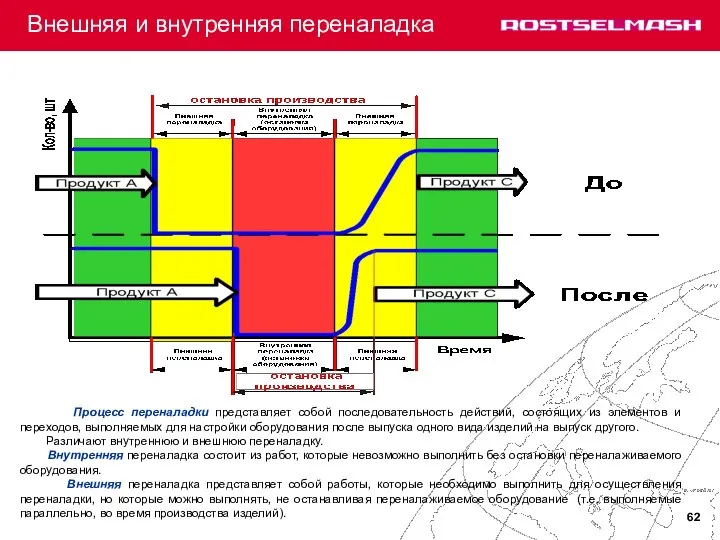
- 62. Внешняя и внутренняя переналадка Процесс переналадки представляет собой последовательность действий, состоящих из элементов и переходов, выполняемых
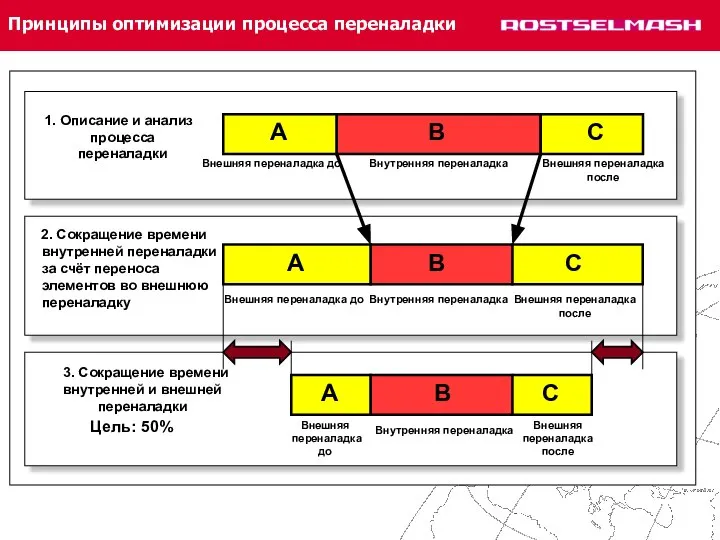
- 63. Принципы оптимизации процесса переналадки 1. Описание и анализ процесса переналадки Внешняя переналадка до Внутренняя переналадка Внешняя
- 64. 5 шагов SMED
- 65. Как этого достичь: 5 шагов
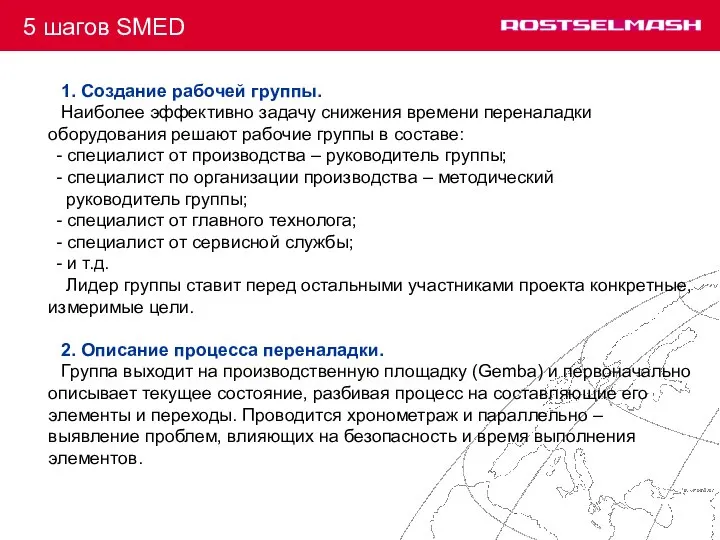
- 66. 5 шагов SMED 1. Создание рабочей группы. Наиболее эффективно задачу снижения времени переналадки оборудования решают рабочие
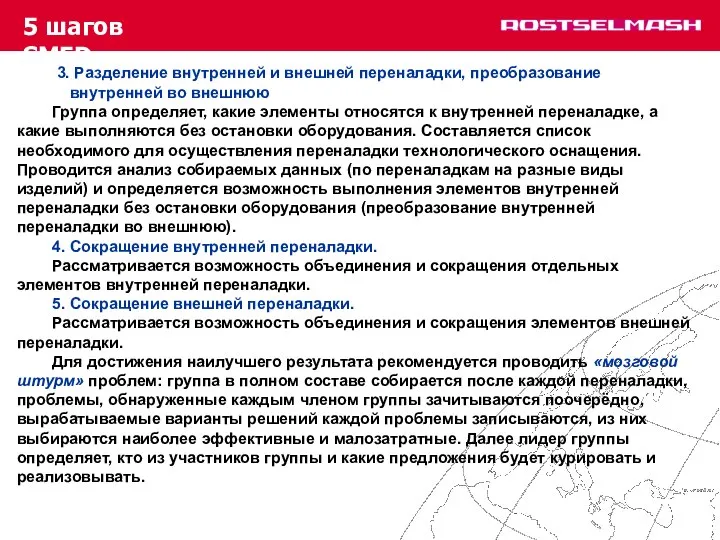
- 67. 5 шагов SMED 3. Разделение внутренней и внешней переналадки, преобразование внутренней во внешнюю Группа определяет, какие
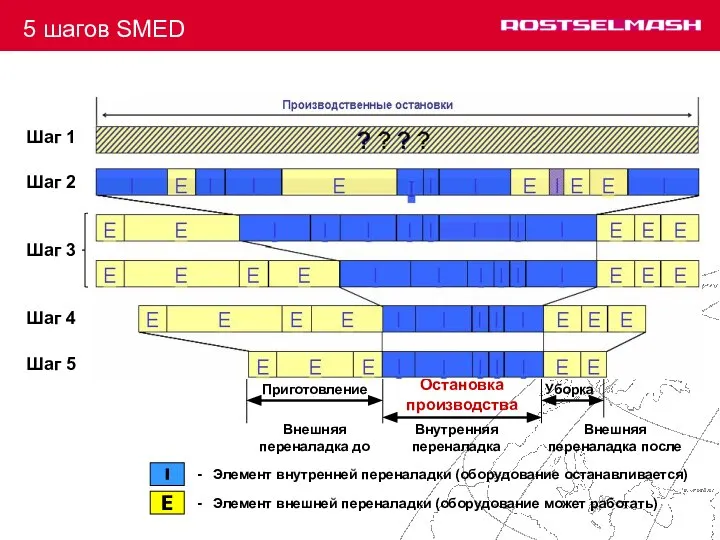
- 68. 5 шагов SMED Приготовление Остановка производства Уборка Внешняя переналадка до Внутренняя переналадка Внешняя переналадка после Остановка
- 69. Шаг 1
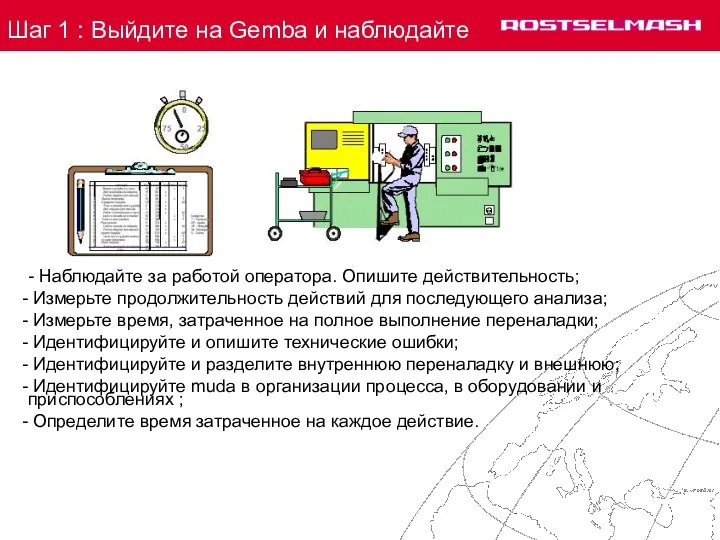
- 70. Шаг 1 : Выйдите на Gemba и наблюдайте - Наблюдайте за работой оператора. Опишите действительность; Измерьте
- 71. Объекты ВНИМАНИЯ при наблюдении за переналадкой 1.ФИКСИРУЙТЕ все действия (шаги) процесса переналадки и их продолжительность 2.ОТМЕЧАЙТЕ
- 72. Что такое ПОТЕРИ и ЦЕННОСТИ в процессе переналадки ПОТЕРИ – это затраты ресурсов без создания ценности
- 73. Шаг 1 : Выйдите на Gemba и наблюдайте Опишите каждый элемент и его продолжительность
- 74. 1. Перепроизводство – избыточное количество переналадок из-за проблем в планировании запасов и/или резких колебаний спроса 2.
- 75. 5. Излишняя обработка – излишние операции по переналадке из-за неэффективной конструкции сменных деталей, отсутствия их унификации,
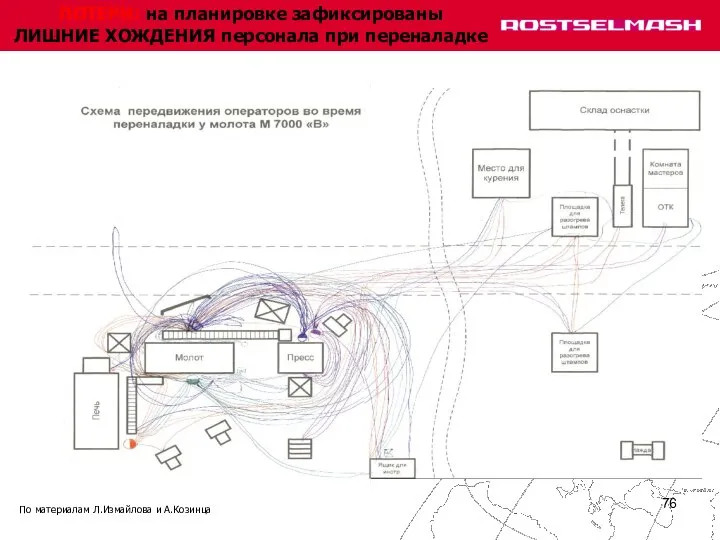
- 76. ПОТЕРИ: на планировке зафиксированы ЛИШНИЕ ХОЖДЕНИЯ персонала при переналадке По материалам Л.Измайлова и А.Козинца
- 77. ПОТЕРИ: перенос при переналадке тяжелых деталей на 3 - 5 метров
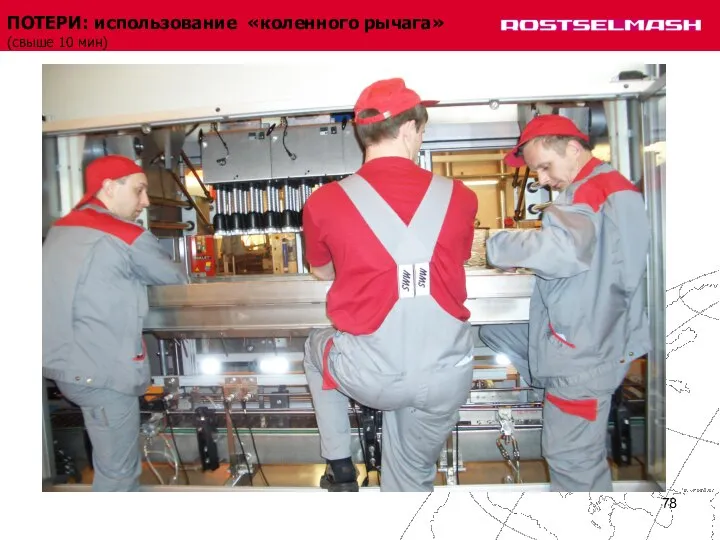
- 78. ПОТЕРИ: использование «коленного рычага» (свыше 10 мин)
- 79. ПОТЕРИ из-за неудобства рабочей позы
- 80. ПОТЕРИ: ЛИШНИЕ ХОЖДЕНИЯ, ПОИСК из-за хаотичного и неудобного размещения сменных деталей
- 81. ПОТЕРИ: хранение инструмента на удаленном расстоянии и бессистемно
- 82. ПОТЕРИ: ПОИСК нужной детали затруднен из-за нерационального хранения крепежа
- 83. ПОТЕРИ: ПОИСК нужного инструмента и оснастки на стеллаже и рабочем столе наладчика
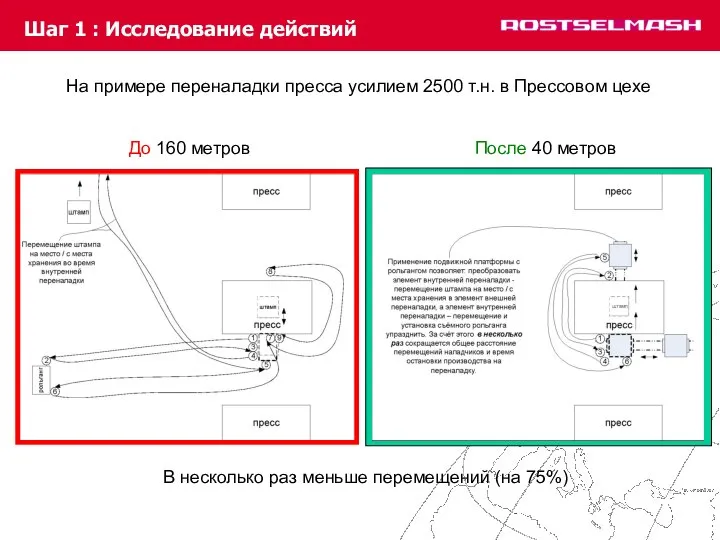
- 84. Шаг 1 : Исследование действий До 160 метров После 40 метров В несколько раз меньше перемещений
- 85. Шаг 1 : Исследование действий
- 86. Шаг 2
- 87. Содержание шага 2 Разделение работ на: внутренние, которые могут выполняться только при остановленном оборудовании внешние, которые
- 88. Шаг 2: Различие внутренних и внешних задач 1.Составление Контрольного списка: перечень всех операций переналадки с разделением
- 89. Шаг 2: Различие внутренних и внешних задач 3. Проверка исправности, работоспособности всех сменных деталей и оснастки
- 90. Шаг 3
- 91. ВИДЫ работ (действий) при переналадке оборудования
- 92. ПРЕОБРАЗОВАНИЕ ВНУТРЕННИХ ОПЕРАЦИЙ ВО ВНЕШНИЕ 1.Тщательная проверка всех внутренних операций на предмет возможности их передачи во
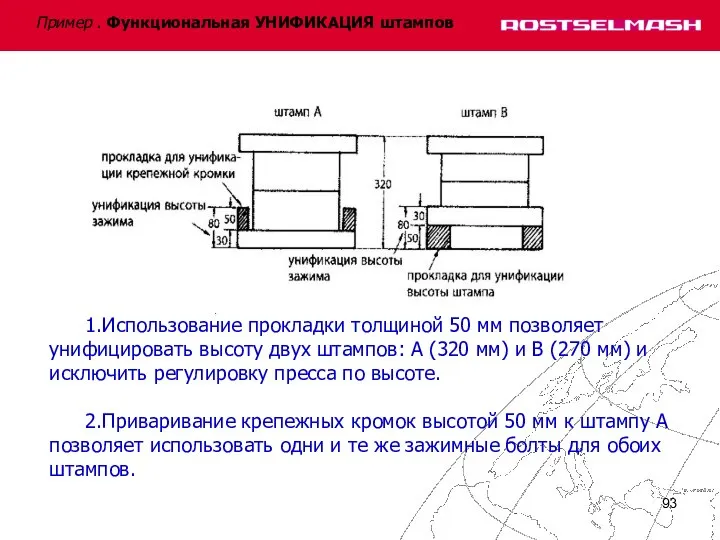
- 93. Пример . Функциональная УНИФИКАЦИЯ штампов 1.Использование прокладки толщиной 50 мм позволяет унифицировать высоту двух штампов: А
- 94. УПРОЩЕНИЕ ВСЕХ АСПЕКТОВ ПЕРЕНАЛАДКИ, т.е. целенаправленное сокращение или ликвидация ВСЕХ внутренних и внешних операций ВТОРОЕ направление
- 95. Шаг 4
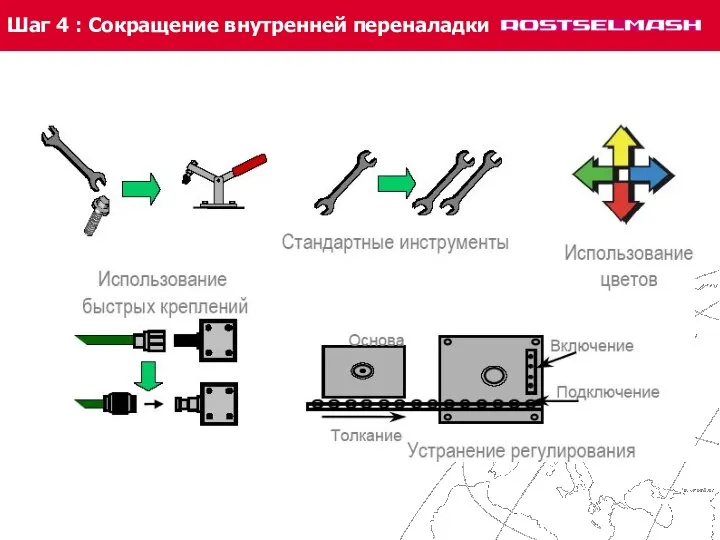
- 96. Шаг 4: Сокращение времени внутренней переналадки
- 97. Шаг 4 : Сокращение внутренней переналадки На примере переналадки пресса усилием 2500 т.н. в Прессовом цехе
- 98. Шаг 4 : Сокращение внутренней переналадки На примере переналадки молота М12000А в Кузнечном цехе Применение подвижной
- 99. Шаг 4 : Сокращение внутренней переналадки На примере переналадки прессов на участках №82 и №84 в
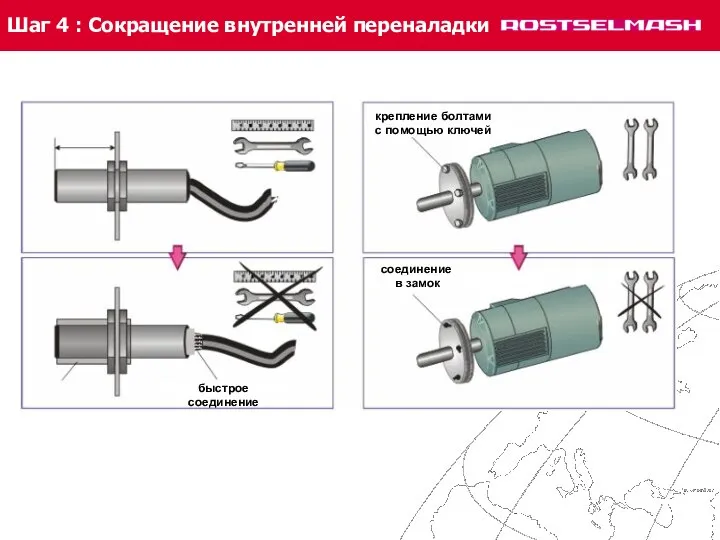
- 100. Шаг 4 : Сокращение внутренней переналадки
- 101. Шаг 4 : Сокращение внутренней переналадки крепление болтами с помощью ключей соединение в замок быстрое соединение
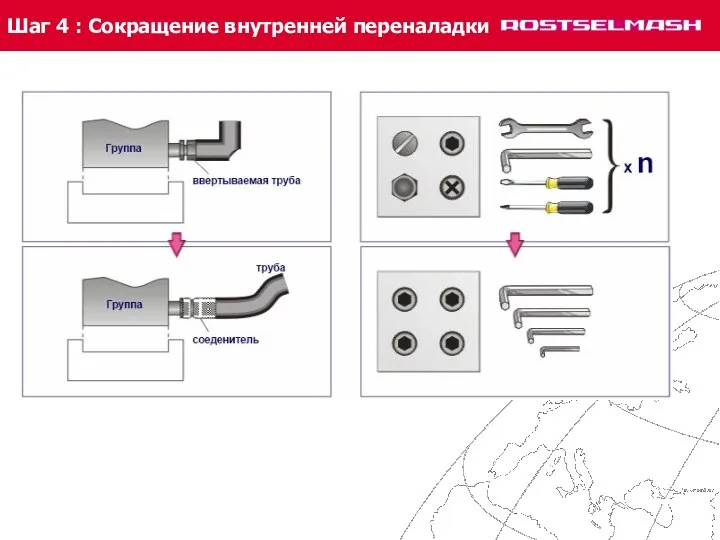
- 102. Шаг 4 : Сокращение внутренней переналадки
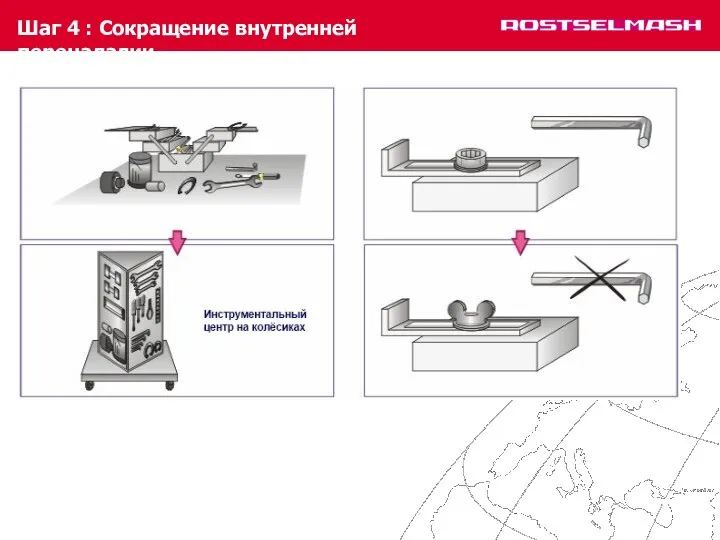
- 103. Шаг 4 : Сокращение внутренней переналадки
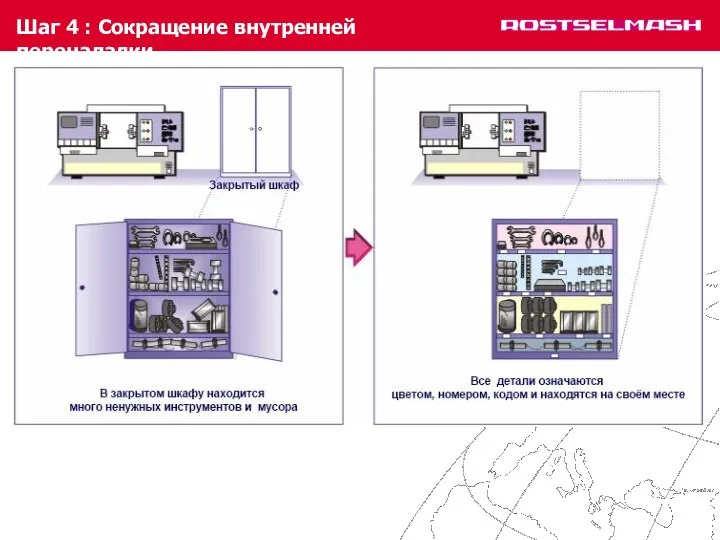
- 104. Шаг 4 : Сокращение внутренней переналадки
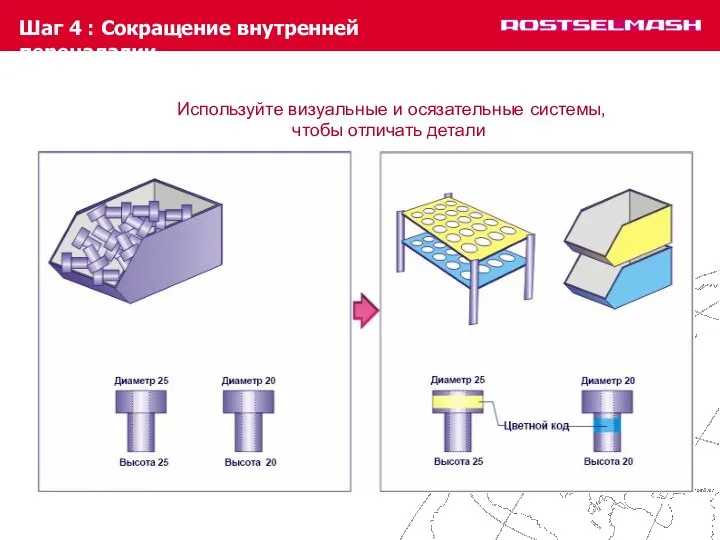
- 105. Шаг 4 : Сокращение внутренней переналадки Используйте визуальные и осязательные системы, чтобы отличать детали
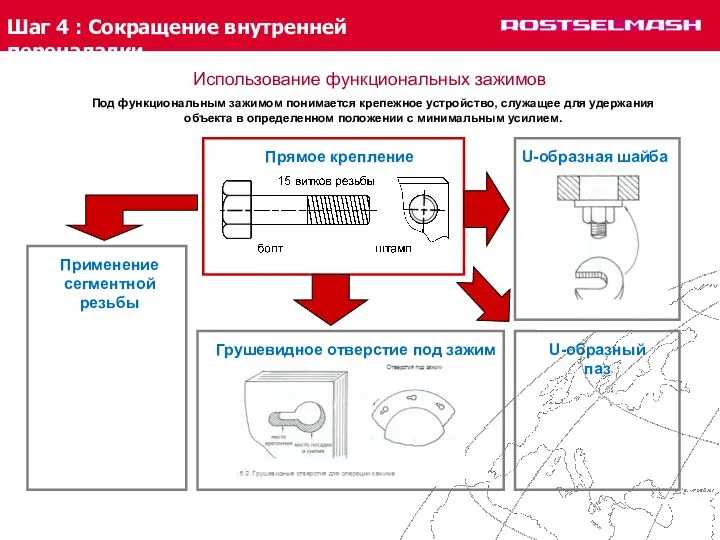
- 106. Шаг 4 : Сокращение внутренней переналадки Под функциональным зажимом понимается крепежное устройство, служащее для удержания объекта
- 107. Шаг 4 : Сокращение внутренней переналадки Механическое замыкание Для закрепления объекта не всегда обязателен какой-нибудь крепеж,
- 108. Шаг 4 : Сокращение внутренней переналадки Исключение регулировок Регулировки и пробные прогоны обычно занимают 50% времени
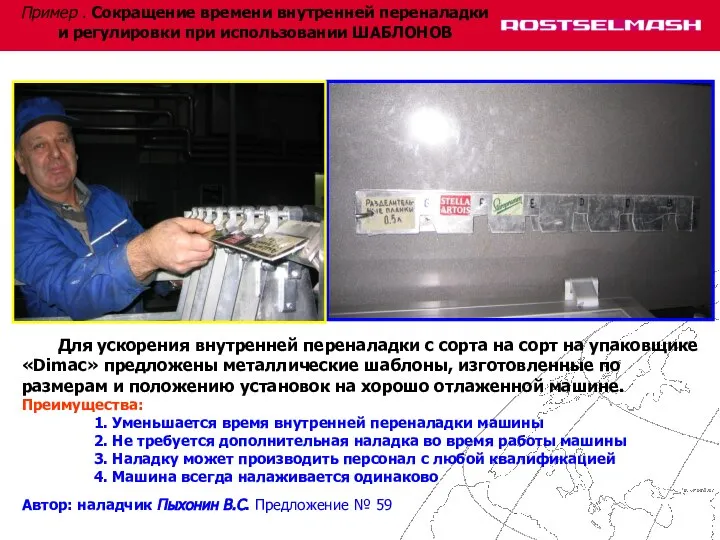
- 109. Пример . Сокращение времени внутренней переналадки и регулировки при использовании ШАБЛОНОВ Для ускорения внутренней переналадки с
- 110. Пример . Сокращение времени внутренней переналадки и регулировки при использовании МАРКИРОВКИ Маркировка положения упорных болтов входного
- 111. Шаг 5
- 112. СРЕДСТВА сокращения времени ВНЕШНЕЙ переналадки Используйте принципы 5С
- 113. Установлен рольганг для подачи штампов на прессе Используется тележка для подачи расходных материалов для пробных прогонов
- 114. Пример . Сокращение времени переналадки за счет организации МОБИЛЬНОГО рабочего места слесаря-наладчика Передвижной технический пост (ПТП)
- 115. Пример . ВИЗУАЛИЗАЦИЯ в Быстрой переналадке: сокращение потерь на поиск и исключение ошибок
- 116. Шаг 5 : Сокращение внешней переналадки
- 117. Визуальный контроль С целью визуализации и прослеживаемости проводимой работы группа разрабатывает и оформляет: 1. График, отражающий
- 118. Стандартизация действий наладчика (пример)
- 119. 1.Руководитель подразделения, службы – контроль правильности действий персонала, соблюдения норм времени, взаимодействия персонала 2.Наладчики – для
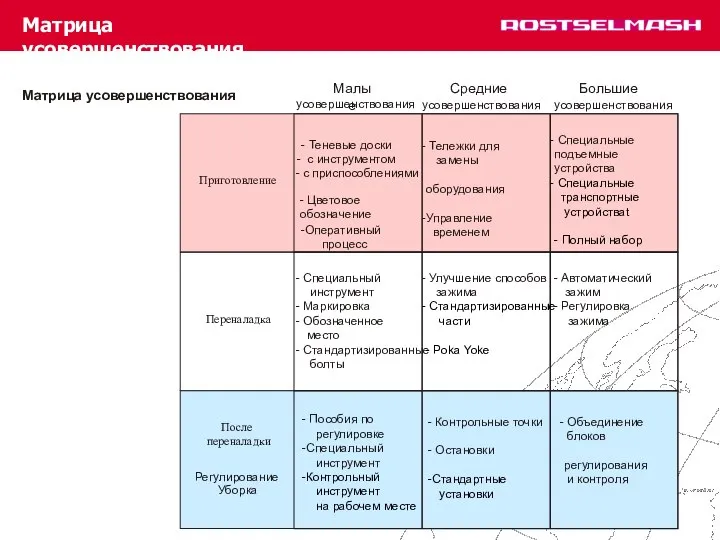
- 120. Матрица усовершенствования Приготовление Переналадка После переналадки Регулирование Уборка Малые усовершенствования Средние усовершенствования Большие усовершенствования - Теневые
- 121. Рекомендуемая литература по TPM 1.Гото Ф., Тадзири М. Семь шагов самообслуживания оборудования/ Пер. с японского (рабочий
- 123. Скачать презентацию
Слайд 2Содержание
1. Определение понятия ТРМ…………………………………..……………………………2-5
2. Модель системы TPM. Структура 16 основных видов потерь.
Содержание
1. Определение понятия ТРМ…………………………………..……………………………2-5
2. Модель системы TPM. Структура 16 основных видов потерь.
Слайд 3Определение понятия ТРМ
ТРМ (Total Productive Maintenance) –
1.ОБЩЕЕ ПРОИЗВОДИТЕЛЬНОЕ ОБСЛУЖИВАНИЕ ОБОРУДОВАНИЯ
2.Всеобщий уход
Определение понятия ТРМ
ТРМ (Total Productive Maintenance) –
1.ОБЩЕЕ ПРОИЗВОДИТЕЛЬНОЕ ОБСЛУЖИВАНИЕ ОБОРУДОВАНИЯ
2.Всеобщий уход
Слайд 4Определение понятия ТРМ
Определение понятия ТРМ, его цели и сути
ТРМ (Total Productive Maintenance)
Определение понятия ТРМ
Определение понятия ТРМ, его цели и сути
ТРМ (Total Productive Maintenance)
Слайд 5Определение понятия ТРМ
Эффективная эксплуатация и высокий уровень обслуживания оборудования (в пределе
Определение понятия ТРМ
Эффективная эксплуатация и высокий уровень обслуживания оборудования (в пределе
Слайд 6Содержание
1. Определение понятия ТРМ…………………………………..……………………………2-5
2. Модель системы TPM. Структура 16 основных видов потерь.
Содержание
1. Определение понятия ТРМ…………………………………..……………………………2-5
2. Модель системы TPM. Структура 16 основных видов потерь.
Слайд 7Управление качеством, зависящим от оборудования
ТРМ на стадии проектирования
оборудования
Обучение и развитие
Отдельные улучшения
Самостоятельное обслуживание
Управление качеством, зависящим от оборудования
ТРМ на стадии проектирования
оборудования
Обучение и развитие
Отдельные улучшения
Самостоятельное обслуживание
Слайд 8Структура 16 основных видов потерь
(для предприятий обрабатывающей промышленности –
по материалам
Структура 16 основных видов потерь
(для предприятий обрабатывающей промышленности –
по материалам
Слайд 9Основные элементы OEE
Оборудование НЕДОСТУПНО ?
мы не можем производить продукцию
Оборудование работает МЕДЛЕННЕЕ
Основные элементы OEE
Оборудование НЕДОСТУПНО ?
мы не можем производить продукцию
Оборудование работает МЕДЛЕННЕЕ
Слайд 10Расчет OEE
Расчет OEE
Слайд 11Направления повышения КОЭ/OEE
1.Совершенствование должно обеспечивать выполнение производственного задания в требуемой НОМЕНКЛАТУРЕ.
Например,
Направления повышения КОЭ/OEE
1.Совершенствование должно обеспечивать выполнение производственного задания в требуемой НОМЕНКЛАТУРЕ.
Например,
Слайд 12Направления повышения КОЭ/OEE
Пример выбора объекта для повышения КОЭ
Станок 1
Станок 2
Станок 3
Время работы
Потери
Время
Направления повышения КОЭ/OEE
Пример выбора объекта для повышения КОЭ
Станок 1
Станок 2
Станок 3
Время работы
Потери
Время
Слайд 13Содержание
1. Определение понятия ТРМ…………………………………..……………………………2-5
2. Модель системы TPM. Структура 16 основных видов потерь.
Содержание
1. Определение понятия ТРМ…………………………………..……………………………2-5
2. Модель системы TPM. Структура 16 основных видов потерь.
Слайд 14Самостоятельное обслуживание оборудования производственным
персоналом (СООПП)
Лоскутов Алексей Александрович
Руководитель проекта,
Департамент развития производственной
Самостоятельное обслуживание оборудования производственным
персоналом (СООПП)
Лоскутов Алексей Александрович
Руководитель проекта,
Департамент развития производственной
Слайд 15СООПП
Цели Самостоятельного обслуживания оборудования производственным
персоналом (СООПП) в системе ТРМ
Комплексное восстановление износа
СООПП
Цели Самостоятельного обслуживания оборудования производственным
персоналом (СООПП) в системе ТРМ
Комплексное восстановление износа
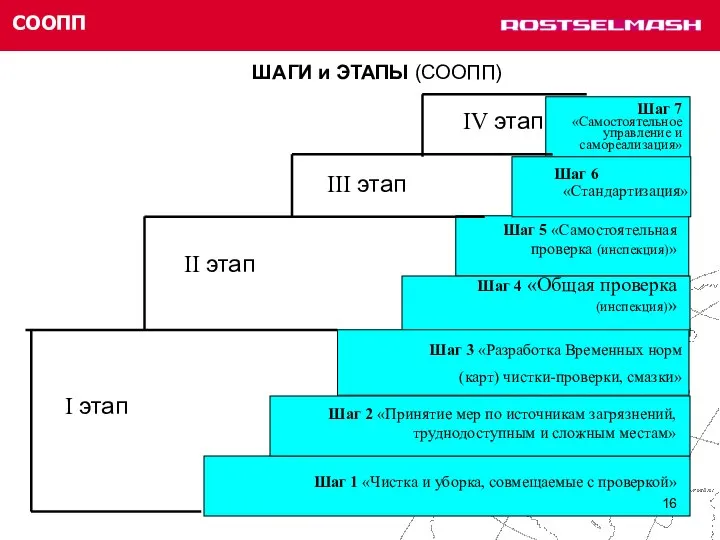
Слайд 16СООПП
Шаг 2 «Принятие мер по источникам загрязнений, труднодоступным и сложным местам»
Шаг 1
СООПП
Шаг 2 «Принятие мер по источникам загрязнений, труднодоступным и сложным местам»
Шаг 1
Слайд 17СООПП
1.Освоение (теоретическое) Контрольных листков и Бланков предложений по отдельным улучшениям.
2. Проведение чисток
СООПП
1.Освоение (теоретическое) Контрольных листков и Бланков предложений по отдельным улучшениям.
2. Проведение чисток

Слайд 18СООПП
Результат проведения первоначальной чистки
СООПП
Результат проведения первоначальной чистки

Слайд 19СООПП
Обозначение неисправностей красными ярлыками (метками)
СООПП
Обозначение неисправностей красными ярлыками (метками)

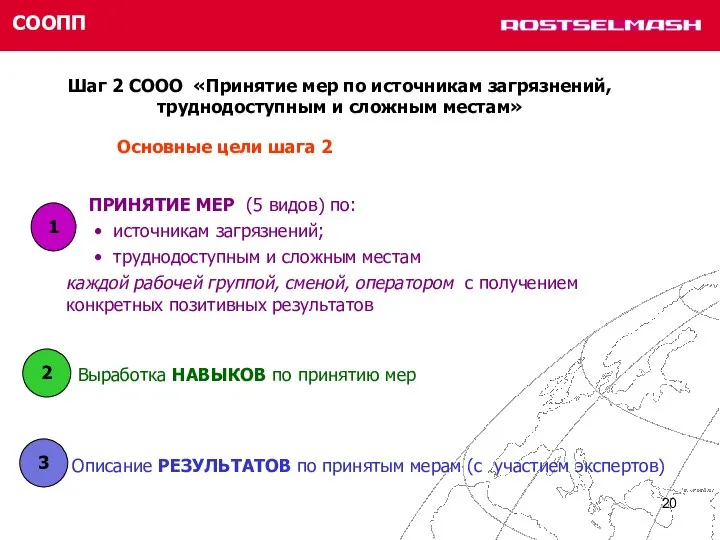
Слайд 20СООПП
Шаг 2 СООО «Принятие мер по источникам загрязнений, труднодоступным и сложным местам»
СООПП
Шаг 2 СООО «Принятие мер по источникам загрязнений, труднодоступным и сложным местам»
Слайд 21СООПП
….n
2
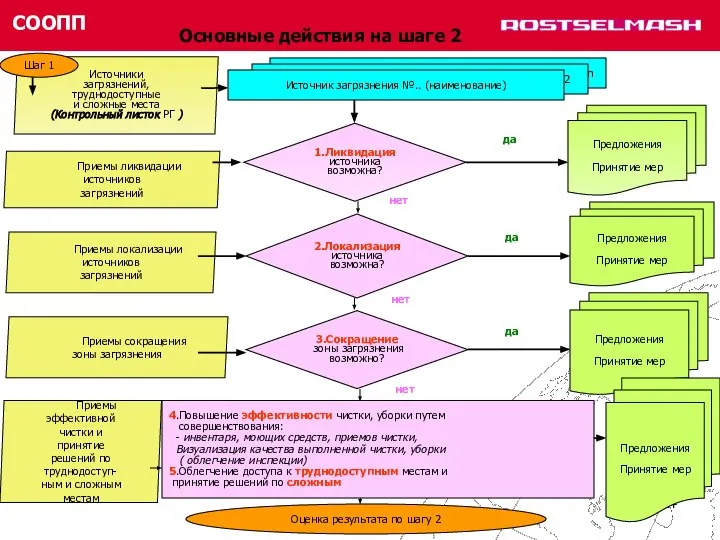
Основные действия на шаге 2
1.Ликвидация
источника
возможна?
Источник загрязнения №.. (наименование)
2.Локализация
СООПП
….n
2
Основные действия на шаге 2
1.Ликвидация
источника
возможна?
Источник загрязнения №.. (наименование)
2.Локализация
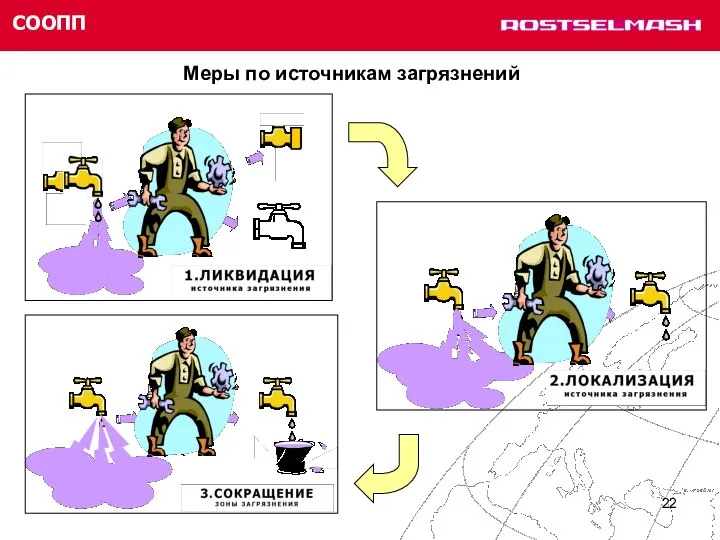
Слайд 22СООПП
Меры по источникам загрязнений
СООПП
Меры по источникам загрязнений
Слайд 23Меры по источникам загрязнений,
труднодоступным и сложным местам(продолжение)
4.Повышение эффективности чистки
5.Принятие мер по труднодоступным
Меры по источникам загрязнений,
труднодоступным и сложным местам(продолжение)
4.Повышение эффективности чистки
5.Принятие мер по труднодоступным

Слайд 24Пример устранения неисправности на станке
NDM - -16-4 №5003441 уч-к Обрабатывающих станков
Пример устранения неисправности на станке
NDM - -16-4 №5003441 уч-к Обрабатывающих станков

Слайд 25СООПП
1. Ограничили зону выходных фланцев направляющих труб
2. Приобрели удобный инвентарь – повысили
СООПП
1. Ограничили зону выходных фланцев направляющих труб
2. Приобрели удобный инвентарь – повысили

Слайд 26СООПП
Меры по ТРУДНОДОСТУПНЫМ местам
Кабели на полу:
затрудняют уборку
могут быть повреждены
Кабели
СООПП
Меры по ТРУДНОДОСТУПНЫМ местам
Кабели на полу:
затрудняют уборку
могут быть повреждены
Кабели

Слайд 27СООПП
Выявленная проблема: щиты столов разгрузчика имеют неудобную конструкцию (тяжелые, много времени на
СООПП
Выявленная проблема: щиты столов разгрузчика имеют неудобную конструкцию (тяжелые, много времени на

Слайд 28СООПП
Приварены ручки для удобства снятия
Щиты теперь крепятся без
болтов: подвешиваются на крюки
Исключены
СООПП
Приварены ручки для удобства снятия
Щиты теперь крепятся без
болтов: подвешиваются на крюки
Исключены

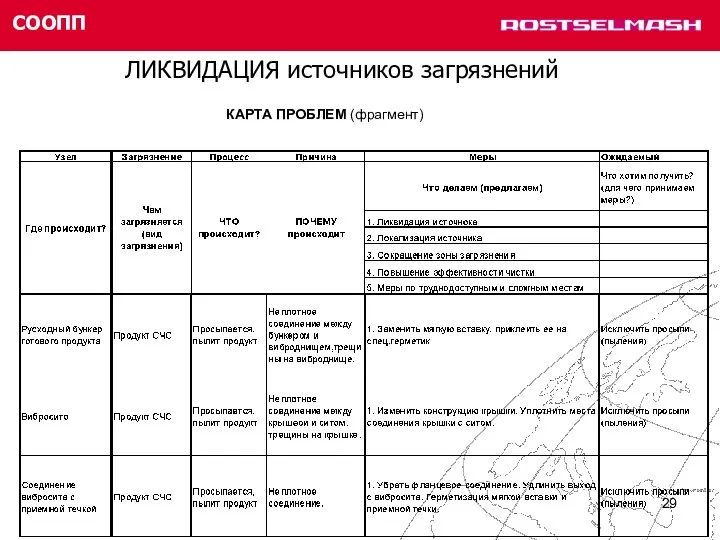
Слайд 29СООПП
КАРТА ПРОБЛЕМ (фрагмент)
ЛИКВИДАЦИЯ источников загрязнений
СООПП
КАРТА ПРОБЛЕМ (фрагмент)
ЛИКВИДАЦИЯ источников загрязнений
Слайд 30СООПП
ЛИКВИДАЦИЯ источников загрязнений
Неплотное соединение
Пыль, просыпи на фасовочное оборудование
Мероприятия: реконструкция, герметизация
СООПП
ЛИКВИДАЦИЯ источников загрязнений
Неплотное соединение
Пыль, просыпи на фасовочное оборудование
Мероприятия: реконструкция, герметизация

Слайд 31СООПП
ПРОБЛЕМЫ, выявленные при чистке-проверке и
смазке модельного оборудования
СООПП
ПРОБЛЕМЫ, выявленные при чистке-проверке и
смазке модельного оборудования

Слайд 32СООПП
Мероприятия по ОТДЕЛЬНЫМ УЛУЧШЕНИЯМ
на модельном оборудовании
1. Кабели подняты и закрыты защитным
СООПП
Мероприятия по ОТДЕЛЬНЫМ УЛУЧШЕНИЯМ
на модельном оборудовании
1. Кабели подняты и закрыты защитным

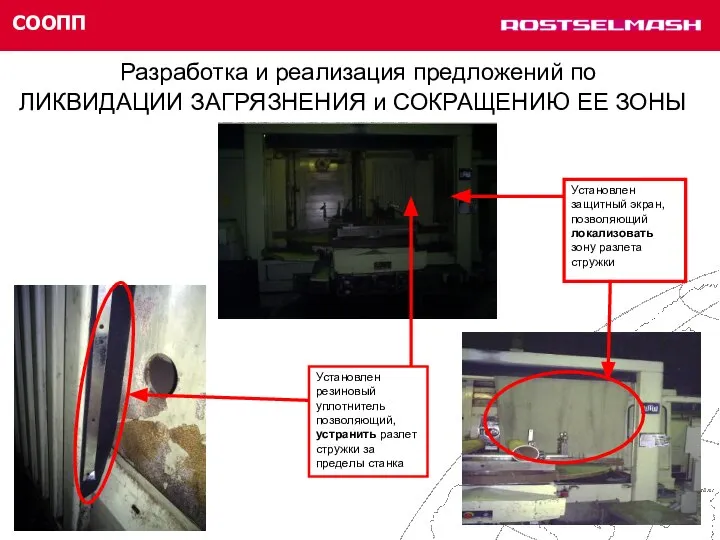
Слайд 33СООПП
Разработка и реализация предложений по
ЛИКВИДАЦИИ ЗАГРЯЗНЕНИЯ и СОКРАЩЕНИЮ ЕЕ ЗОНЫ
Установлен
СООПП
Разработка и реализация предложений по
ЛИКВИДАЦИИ ЗАГРЯЗНЕНИЯ и СОКРАЩЕНИЮ ЕЕ ЗОНЫ
Установлен
Слайд 34СООПП
Разработка и реализация предложений по ЛИКВИДАЦИИ ЗАГРЯЗНЕНИЯ
СООПП
Разработка и реализация предложений по ЛИКВИДАЦИИ ЗАГРЯЗНЕНИЯ

Слайд 35 Совершенствование рабочими группами ТРМ чистки-проверки, смазки, т.е. обеспечение БАЗОВЫХ условий для
Совершенствование рабочими группами ТРМ чистки-проверки, смазки, т.е. обеспечение БАЗОВЫХ условий для
Слайд 36Шаг 3 СООО «Разработка Временных норм чистки- проверки, смазки»
Основные действия на шаге
Шаг 3 СООО «Разработка Временных норм чистки- проверки, смазки»
Основные действия на шаге
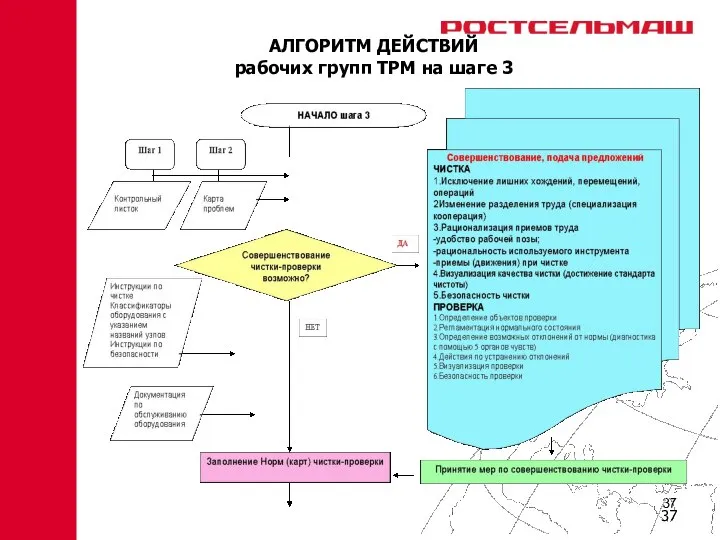
Слайд 37АЛГОРИТМ ДЕЙСТВИЙ
рабочих групп ТРМ на шаге 3
АЛГОРИТМ ДЕЙСТВИЙ
рабочих групп ТРМ на шаге 3
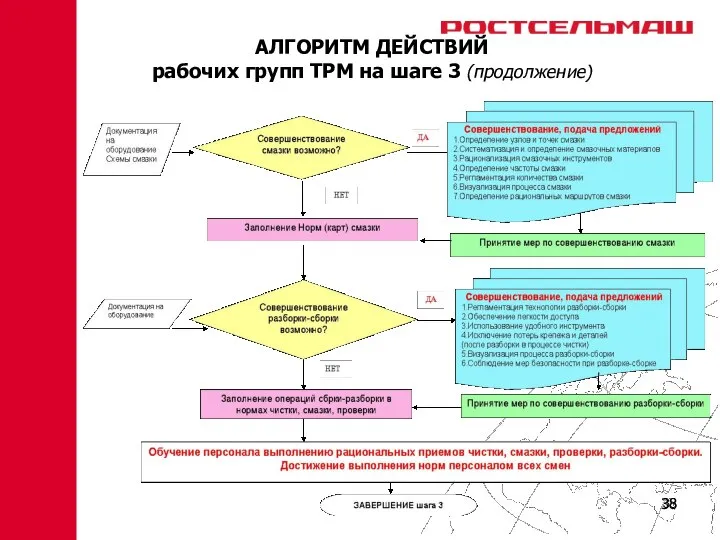
Слайд 38АЛГОРИТМ ДЕЙСТВИЙ
рабочих групп ТРМ на шаге 3 (продолжение)
АЛГОРИТМ ДЕЙСТВИЙ
рабочих групп ТРМ на шаге 3 (продолжение)
Слайд 39СООПП
Карта чистки-проверки, смазки (Карта ЧПС)
СООПП
Карта чистки-проверки, смазки (Карта ЧПС)
Слайд 40СООПП
Карта чистки-проверки, смазки (Карта ЧПС)
СООПП
Карта чистки-проверки, смазки (Карта ЧПС)
Слайд 41СООПП
Карта чистки-проверки, смазки (Карта ЧПС)
СООПП
Карта чистки-проверки, смазки (Карта ЧПС)

Слайд 42КЛЮЧЕВЫЕ МОМЕНТЫ шага 4 «Общая проверка (инспекция)»
Источник: 6
КЛЮЧЕВЫЕ МОМЕНТЫ шага 4 «Общая проверка (инспекция)»
Источник: 6

Слайд 43 Изучение функций, конструкции оборудования, определение его идеального состояния
Проверка (инспекция)
Изучение функций, конструкции оборудования, определение его идеального состояния
Проверка (инспекция)

Слайд 44СООПП
ПРИНЦИПИАЛЬНАЯ схема прохождения
шага 4 СООПП «Общая проверка (инспекция)»
СООПП
ПРИНЦИПИАЛЬНАЯ схема прохождения
шага 4 СООПП «Общая проверка (инспекция)»
Слайд 45 Сохранение состояния восстановленного
оборудования
Повышение надежности, ремонтопригодности и
качества работы оборудования;
Сохранение состояния восстановленного
оборудования
Повышение надежности, ремонтопригодности и
качества работы оборудования;
Слайд 46Алгоритм реализации шага 5 СООО «Самостоятельная проверка (инспекция)»
Алгоритм реализации шага 5 СООО «Самостоятельная проверка (инспекция)»

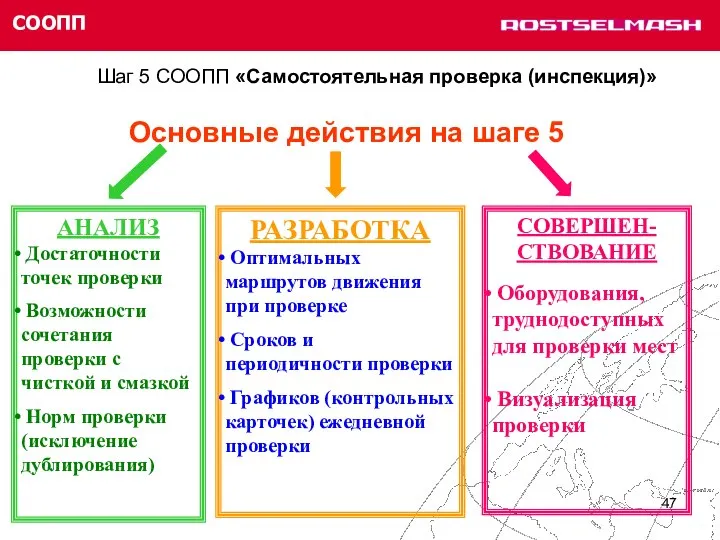
Слайд 47СООПП
Шаг 5 СООПП «Самостоятельная проверка (инспекция)»
Основные действия на шаге 5
АНАЛИЗ
Достаточности точек
СООПП
Шаг 5 СООПП «Самостоятельная проверка (инспекция)»
Основные действия на шаге 5
АНАЛИЗ
Достаточности точек
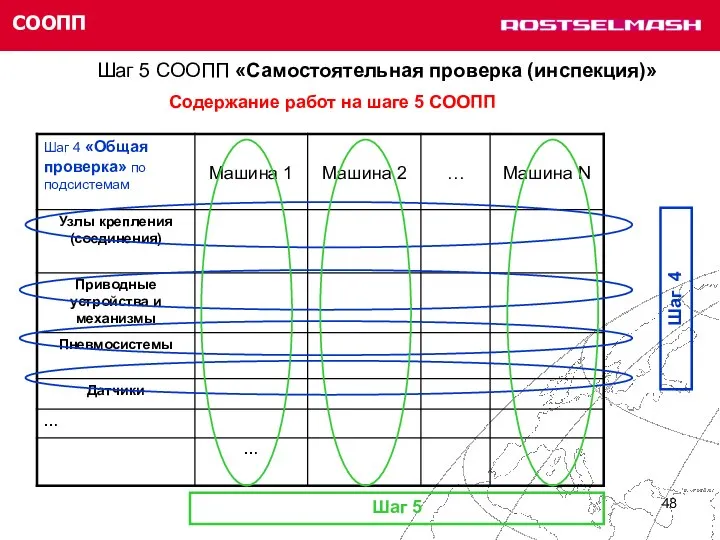
Слайд 48СООПП
Шаг 5 СООПП «Самостоятельная проверка (инспекция)»
Содержание работ на шаге 5 СООПП
Шаг 4
Шаг
СООПП
Шаг 5 СООПП «Самостоятельная проверка (инспекция)»
Содержание работ на шаге 5 СООПП
Шаг 4
Шаг
Слайд 49СООПП
Алгоритм реализации шага 5 СООПП «Самостоятельная проверка (инспекция)»
СООПП
Алгоритм реализации шага 5 СООПП «Самостоятельная проверка (инспекция)»

Слайд 50Консультационное сообщество «ТАИР»: Куприянова Т.М., Растимешин В.Е.
Шаги 6 и 7 СООО –
Консультационное сообщество «ТАИР»: Куприянова Т.М., Растимешин В.Е.
Шаги 6 и 7 СООО –
Слайд 51Консультационное сообщество «ТАИР»: Куприянова Т.М., Растимешин В.Е.
Общий итог внедрения ТРМ
Источник: 6
Консультационное сообщество «ТАИР»: Куприянова Т.М., Растимешин В.Е.
Общий итог внедрения ТРМ
Источник: 6

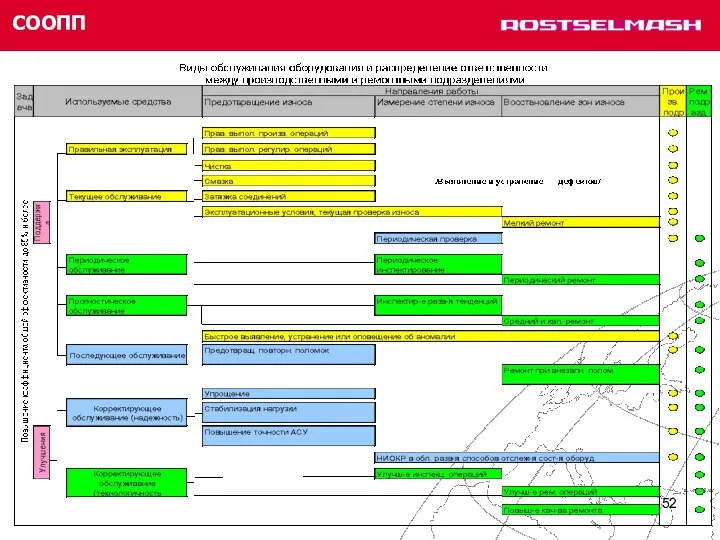
Слайд 52СООПП
СООПП
Слайд 53Содержание
1. Определение понятия ТРМ…………………………………..……………………………2-5
2. Модель системы TPM. Структура 16 основных видов потерь.
Содержание
1. Определение понятия ТРМ…………………………………..……………………………2-5
2. Модель системы TPM. Структура 16 основных видов потерь.
Слайд 54SMED (Быстрая переналадка)
Лоскутов А.А.
Руководитель проекта,
Департамент развития производственной системы
SMED (Быстрая переналадка)
Лоскутов А.А.
Руководитель проекта,
Департамент развития производственной системы

Слайд 55Управление качеством, зависящим от оборудования
ТРМ на стадии проектирования
оборудования
Обучение и развитие
Отдельные улучшения
Самостоятельное обслуживание
Управление качеством, зависящим от оборудования
ТРМ на стадии проектирования
оборудования
Обучение и развитие
Отдельные улучшения
Самостоятельное обслуживание
Слайд 56Структура 16 основных видов потерь
(для предприятий обрабатывающей промышленности –
по материалам
Структура 16 основных видов потерь
(для предприятий обрабатывающей промышленности –
по материалам
Слайд 57Что такое SMED
Долгое время считалось, что эффективная работа предприятия предполагает максимально
Что такое SMED
Долгое время считалось, что эффективная работа предприятия предполагает максимально
Слайд 58Что такое SMED
Завод Toyo Kogyo в Хиросиме
С.Синго заметил, что “во время переналадки
Что такое SMED
Завод Toyo Kogyo в Хиросиме
С.Синго заметил, что “во время переналадки
Слайд 59Что такое SMED
Рождение SMED
Сигео Синго – Второй случай: 1957
Судостроительный завод Mitsubishi Heavy
Что такое SMED
Рождение SMED
Сигео Синго – Второй случай: 1957
Судостроительный завод Mitsubishi Heavy
Слайд 60Выгоды SMED
Рассмотрим выгоды, которые можно извлечь, уменьшая время переналадки оборудования:
Выгоды SMED
Рассмотрим выгоды, которые можно извлечь, уменьшая время переналадки оборудования:
Слайд 611 день
2 день
3 день
4 день
5 день
Запас каждой детали
на 5 дней
1 день
2
1 день
2 день
3 день
4 день
5 день
Запас каждой детали
на 5 дней
1 день
2
Слайд 62Внешняя и внутренняя переналадка
Процесс переналадки представляет собой последовательность действий, состоящих
Внешняя и внутренняя переналадка
Процесс переналадки представляет собой последовательность действий, состоящих
Слайд 63Принципы оптимизации процесса переналадки
1. Описание и анализ процесса переналадки
Внешняя переналадка до
Внутренняя
Принципы оптимизации процесса переналадки
1. Описание и анализ процесса переналадки
Внешняя переналадка до
Внутренняя
Слайд 645 шагов SMED
5 шагов SMED

Слайд 65Как этого достичь: 5 шагов
Как этого достичь: 5 шагов
Слайд 665 шагов SMED
1. Создание рабочей группы.
Наиболее эффективно задачу снижения
5 шагов SMED
1. Создание рабочей группы.
Наиболее эффективно задачу снижения
Слайд 675 шагов SMED
3. Разделение внутренней и внешней переналадки, преобразование
внутренней
5 шагов SMED
3. Разделение внутренней и внешней переналадки, преобразование
внутренней
Слайд 685 шагов SMED
Приготовление
Остановка производства
Уборка
Внешняя переналадка до
Внутренняя переналадка
Внешняя переналадка после
Остановка производства на
5 шагов SMED
Приготовление
Остановка производства
Уборка
Внешняя переналадка до
Внутренняя переналадка
Внешняя переналадка после
Остановка производства на
Слайд 69Шаг 1
Шаг 1
Слайд 70Шаг 1 : Выйдите на Gemba и наблюдайте
- Наблюдайте за работой оператора.
Шаг 1 : Выйдите на Gemba и наблюдайте
- Наблюдайте за работой оператора.
Слайд 71Объекты ВНИМАНИЯ при наблюдении за переналадкой
1.ФИКСИРУЙТЕ все действия (шаги) процесса переналадки
и
Объекты ВНИМАНИЯ при наблюдении за переналадкой
1.ФИКСИРУЙТЕ все действия (шаги) процесса переналадки
и

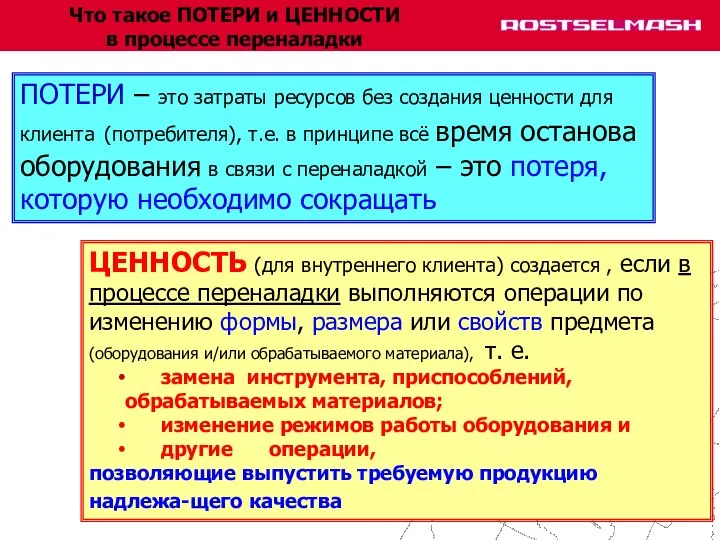
Слайд 72Что такое ПОТЕРИ и ЦЕННОСТИ
в процессе переналадки
ПОТЕРИ – это затраты ресурсов без
Что такое ПОТЕРИ и ЦЕННОСТИ
в процессе переналадки
ПОТЕРИ – это затраты ресурсов без
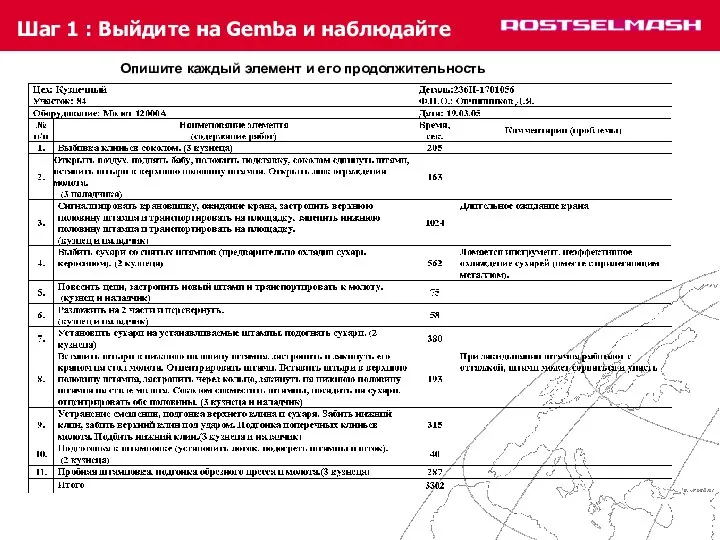
Слайд 73Шаг 1 : Выйдите на Gemba и наблюдайте
Опишите каждый элемент и его
Шаг 1 : Выйдите на Gemba и наблюдайте
Опишите каждый элемент и его
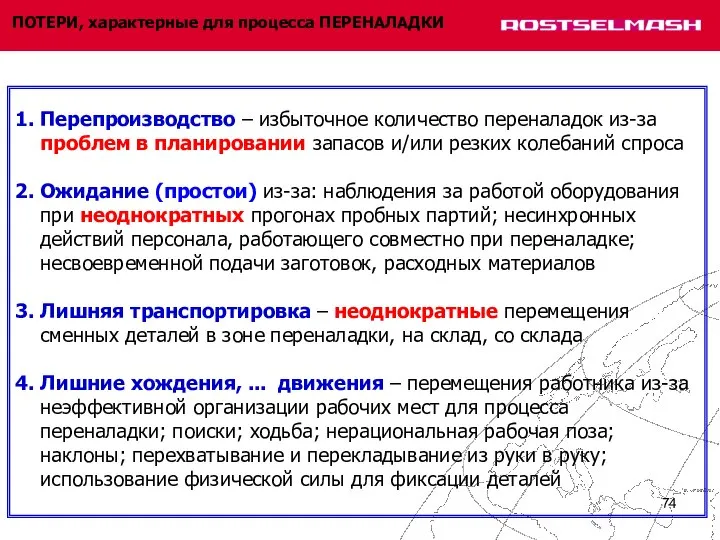
Слайд 741. Перепроизводство – избыточное количество переналадок из-за
проблем в планировании запасов и/или
проблем в планировании запасов и/или
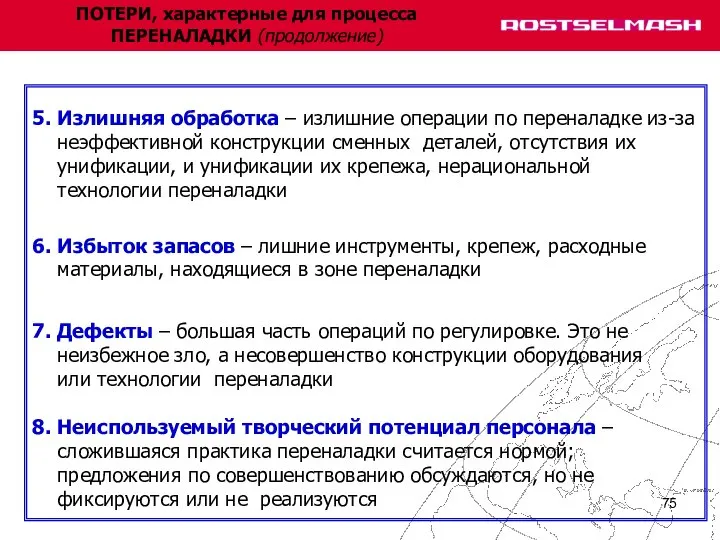
Слайд 755. Излишняя обработка – излишние операции по переналадке из-за
неэффективной конструкции сменных
неэффективной конструкции сменных
Слайд 76ПОТЕРИ: на планировке зафиксированы
ЛИШНИЕ ХОЖДЕНИЯ персонала при переналадке
По материалам Л.Измайлова и
ПОТЕРИ: на планировке зафиксированы
ЛИШНИЕ ХОЖДЕНИЯ персонала при переналадке
По материалам Л.Измайлова и
Слайд 77ПОТЕРИ: перенос при переналадке тяжелых деталей на 3 - 5 метров
ПОТЕРИ: перенос при переналадке тяжелых деталей на 3 - 5 метров

Слайд 78ПОТЕРИ: использование «коленного рычага» (свыше 10 мин)
ПОТЕРИ: использование «коленного рычага» (свыше 10 мин)
Слайд 79ПОТЕРИ из-за неудобства рабочей позы
ПОТЕРИ из-за неудобства рабочей позы

Слайд 80ПОТЕРИ: ЛИШНИЕ ХОЖДЕНИЯ, ПОИСК из-за хаотичного и неудобного размещения сменных деталей
ПОТЕРИ: ЛИШНИЕ ХОЖДЕНИЯ, ПОИСК из-за хаотичного и неудобного размещения сменных деталей

Слайд 81ПОТЕРИ: хранение инструмента
на удаленном расстоянии и бессистемно
ПОТЕРИ: хранение инструмента
на удаленном расстоянии и бессистемно

Слайд 82ПОТЕРИ: ПОИСК нужной детали затруднен из-за
нерационального хранения крепежа
ПОТЕРИ: ПОИСК нужной детали затруднен из-за
нерационального хранения крепежа

Слайд 83ПОТЕРИ: ПОИСК нужного инструмента и оснастки на стеллаже и рабочем столе наладчика
ПОТЕРИ: ПОИСК нужного инструмента и оснастки на стеллаже и рабочем столе наладчика

Слайд 84Шаг 1 : Исследование действий
До 160 метров
После 40 метров
В несколько раз
Шаг 1 : Исследование действий
До 160 метров
После 40 метров
В несколько раз
Слайд 85Шаг 1 : Исследование действий
Шаг 1 : Исследование действий

Слайд 86Шаг 2
Шаг 2
Слайд 87Содержание шага 2
Разделение работ на:
внутренние, которые могут выполняться только при остановленном
Содержание шага 2
Разделение работ на:
внутренние, которые могут выполняться только при остановленном
Слайд 88Шаг 2: Различие внутренних и внешних задач
1.Составление Контрольного списка:
перечень всех
Шаг 2: Различие внутренних и внешних задач
1.Составление Контрольного списка:
перечень всех
Слайд 89Шаг 2: Различие внутренних и внешних задач
3. Проверка исправности, работоспособности всех сменных
Шаг 2: Различие внутренних и внешних задач
3. Проверка исправности, работоспособности всех сменных
Слайд 90Шаг 3
Шаг 3

Слайд 91ВИДЫ работ (действий) при переналадке оборудования
ВИДЫ работ (действий) при переналадке оборудования

Слайд 92ПРЕОБРАЗОВАНИЕ ВНУТРЕННИХ ОПЕРАЦИЙ ВО ВНЕШНИЕ
1.Тщательная проверка всех внутренних операций на предмет
ПРЕОБРАЗОВАНИЕ ВНУТРЕННИХ ОПЕРАЦИЙ ВО ВНЕШНИЕ
1.Тщательная проверка всех внутренних операций на предмет
Слайд 93Пример . Функциональная УНИФИКАЦИЯ штампов
1.Использование прокладки толщиной 50 мм позволяет унифицировать высоту
Пример . Функциональная УНИФИКАЦИЯ штампов
1.Использование прокладки толщиной 50 мм позволяет унифицировать высоту
Слайд 94УПРОЩЕНИЕ ВСЕХ АСПЕКТОВ ПЕРЕНАЛАДКИ, т.е. целенаправленное сокращение или ликвидация ВСЕХ внутренних и
УПРОЩЕНИЕ ВСЕХ АСПЕКТОВ ПЕРЕНАЛАДКИ, т.е. целенаправленное сокращение или ликвидация ВСЕХ внутренних и
Слайд 95Шаг 4
Шаг 4
Слайд 96Шаг 4: Сокращение времени внутренней переналадки
Шаг 4: Сокращение времени внутренней переналадки

Слайд 97Шаг 4 : Сокращение внутренней переналадки
На примере переналадки пресса усилием 2500
Шаг 4 : Сокращение внутренней переналадки
На примере переналадки пресса усилием 2500

Слайд 98Шаг 4 : Сокращение внутренней переналадки
На примере переналадки молота М12000А в Кузнечном
Шаг 4 : Сокращение внутренней переналадки
На примере переналадки молота М12000А в Кузнечном

Слайд 99Шаг 4 : Сокращение внутренней переналадки
На примере переналадки прессов на участках №82
Шаг 4 : Сокращение внутренней переналадки
На примере переналадки прессов на участках №82

Слайд 100Шаг 4 : Сокращение внутренней переналадки
Шаг 4 : Сокращение внутренней переналадки
Слайд 101Шаг 4 : Сокращение внутренней переналадки
крепление болтами с помощью ключей
соединение
в замок
быстрое
Шаг 4 : Сокращение внутренней переналадки
крепление болтами с помощью ключей
соединение
в замок
быстрое
Слайд 102Шаг 4 : Сокращение внутренней переналадки
Шаг 4 : Сокращение внутренней переналадки
Слайд 103Шаг 4 : Сокращение внутренней переналадки
Шаг 4 : Сокращение внутренней переналадки
Слайд 104Шаг 4 : Сокращение внутренней переналадки
Шаг 4 : Сокращение внутренней переналадки
Слайд 105Шаг 4 : Сокращение внутренней переналадки
Используйте визуальные и осязательные системы, чтобы отличать
Шаг 4 : Сокращение внутренней переналадки
Используйте визуальные и осязательные системы, чтобы отличать
Слайд 106Шаг 4 : Сокращение внутренней переналадки
Под функциональным зажимом понимается крепежное устройство, служащее
Шаг 4 : Сокращение внутренней переналадки
Под функциональным зажимом понимается крепежное устройство, служащее
Слайд 107Шаг 4 : Сокращение внутренней переналадки
Механическое замыкание
Для закрепления объекта не всегда обязателен
Шаг 4 : Сокращение внутренней переналадки
Механическое замыкание
Для закрепления объекта не всегда обязателен

Слайд 108Шаг 4 : Сокращение внутренней переналадки
Исключение регулировок
Регулировки и пробные прогоны обычно
Шаг 4 : Сокращение внутренней переналадки
Исключение регулировок
Регулировки и пробные прогоны обычно

Слайд 109Пример . Сокращение времени внутренней переналадки и регулировки при использовании ШАБЛОНОВ
Для
Пример . Сокращение времени внутренней переналадки и регулировки при использовании ШАБЛОНОВ
Для
Слайд 110Пример . Сокращение времени внутренней переналадки и регулировки при использовании МАРКИРОВКИ
Маркировка
Пример . Сокращение времени внутренней переналадки и регулировки при использовании МАРКИРОВКИ
Маркировка

Слайд 111Шаг 5
Шаг 5

Слайд 112СРЕДСТВА сокращения времени ВНЕШНЕЙ переналадки
Используйте принципы 5С
СРЕДСТВА сокращения времени ВНЕШНЕЙ переналадки
Используйте принципы 5С

Слайд 113Установлен рольганг для подачи штампов на прессе
Используется тележка для подачи расходных материалов
Установлен рольганг для подачи штампов на прессе
Используется тележка для подачи расходных материалов

Слайд 114Пример . Сокращение времени переналадки за счет организации МОБИЛЬНОГО рабочего места слесаря-наладчика
Передвижной
Пример . Сокращение времени переналадки за счет организации МОБИЛЬНОГО рабочего места слесаря-наладчика
Передвижной

Слайд 115Пример . ВИЗУАЛИЗАЦИЯ в Быстрой переналадке:
сокращение потерь на поиск и исключение
Пример . ВИЗУАЛИЗАЦИЯ в Быстрой переналадке:
сокращение потерь на поиск и исключение

Слайд 116Шаг 5 : Сокращение внешней переналадки
Шаг 5 : Сокращение внешней переналадки
Слайд 117Визуальный контроль
С целью визуализации и прослеживаемости проводимой работы группа разрабатывает и
Визуальный контроль
С целью визуализации и прослеживаемости проводимой работы группа разрабатывает и

Слайд 118Стандартизация действий наладчика (пример)
Стандартизация действий наладчика (пример)

Слайд 119 1.Руководитель подразделения, службы – контроль правильности действий персонала, соблюдения норм времени, взаимодействия
1.Руководитель подразделения, службы – контроль правильности действий персонала, соблюдения норм времени, взаимодействия
Слайд 120Матрица усовершенствования
Приготовление
Переналадка
После
переналадки
Регулирование
Уборка
Малые
усовершенствования
Средние
усовершенствования
Большие
усовершенствования
- Теневые доски
- с инструментом
- с приспособлениями
-
Матрица усовершенствования
Приготовление
Переналадка
После
переналадки
Регулирование
Уборка
Малые
усовершенствования
Средние
усовершенствования
Большие
усовершенствования
- Теневые доски
- с инструментом
- с приспособлениями
-
Слайд 121Рекомендуемая литература по TPM
1.Гото Ф., Тадзири М. Семь шагов самообслуживания оборудования/ Пер.
Рекомендуемая литература по TPM
1.Гото Ф., Тадзири М. Семь шагов самообслуживания оборудования/ Пер.
 Эффективные маркетинговые коммуникации в менеджменте
Эффективные маркетинговые коммуникации в менеджменте  houston
houston Светлой памяти А. Миронова. Все главы
Светлой памяти А. Миронова. Все главы Топонимика – это
Топонимика – это Культура Шумера
Культура Шумера Программа развития ИВС СГТУ
Программа развития ИВС СГТУ Отряд Полужесткокрылых
Отряд Полужесткокрылых Общая и профессиональная культура педагога
Общая и профессиональная культура педагога Lola Rennt (1998)
Lola Rennt (1998) Антикризисные стратегии. Новые возможности и перспективы
Антикризисные стратегии. Новые возможности и перспективы Черный квадрат
Черный квадрат АИС Вывески, рекламные конструкции
АИС Вывески, рекламные конструкции Детали кроя изделий
Детали кроя изделий Наглядная геометрия
Наглядная геометрия условный оператор
условный оператор Презентация на тему Влажные экваториальные леса
Презентация на тему Влажные экваториальные леса Who helped Morse develop the code
Who helped Morse develop the code Click to edit Master title style Click to edit Master subtitle style
Click to edit Master title style Click to edit Master subtitle style  Наука в современном обществе
Наука в современном обществе Проблема наркомании
Проблема наркомании МОДЕЛЬ СОЦИАЛЬНО-ДЕМОГРАФИЧЕСКОГО РАЗВИТИЯ МУНИЦИПАЛЬНОГО ОБРАЗОВАНИЯ ГОРОД НОРИЛЬСК. Основные подходы. Проектные тезисы. Презе
МОДЕЛЬ СОЦИАЛЬНО-ДЕМОГРАФИЧЕСКОГО РАЗВИТИЯ МУНИЦИПАЛЬНОГО ОБРАЗОВАНИЯ ГОРОД НОРИЛЬСК. Основные подходы. Проектные тезисы. Презе Отчет о реализованных проектах 2019-2020 гг. Трубичинское поселение
Отчет о реализованных проектах 2019-2020 гг. Трубичинское поселение Детские игры
Детские игры Исследование разгонного потенциала современных процессоров
Исследование разгонного потенциала современных процессоров Презентация на тему Принцип разделения властей
Презентация на тему Принцип разделения властей Международная газета «Секретные материалы 20 века»
Международная газета «Секретные материалы 20 века» А.П.Чехов – несравненный художник жизни
А.П.Чехов – несравненный художник жизни Энергетические рынки
Энергетические рынки