- Тампонная печать

Содержание
- 2. Запечатываемые материалы пластмассы и другие виды полимеров, изделия покрытые красками, грунтами, эмалями или лаками, металлические материалы,
- 3. тара, упаковка, канистры, ящики; пробки для ПЭТ бутылок, крышки для банок; керамическая и стеклянная посуда (тарелки,
- 4. Общая технологическая схема получения оттисков тампонной печати включает допечатные, печатные и послепечатные процессы и состоит из
- 5. Способы получения фотоформ для тампопечати. В качестве фотоформ для изготовления печатных форм тампонной печати используют диапозитив
- 6. Фотоплёнка Фотопленка для получения фотоформ должна быть сверхконтрастной и иметь матовую поверхность. Оптическая плотность изображений должна
- 7. Способы изготовления фотоформ Первый способ является фотомеханическим. Подготовленный оригинал-макет фотографируется фоторепродукционным аппаратом, в результате чего получается
- 8. Второй способ предусматривает получение диапозитива на принтере с использованием прозрачной или матовой полиэтилентерефталевой пленки. Для получения
- 9. Третий способ наиболее распространен и предусматривает изготовление диапозитива через лазерное экспонирующее устройство. При этом обеспечивается стабильная
- 10. Печатные формы тампонной печати. Наибольшее применение в тампопечати получили формы на плоских пластинах с углубленными печатающими
- 11. Материалы для изготовления форм Для изготовления форм тампонной печати используются металлические ленты и пластины, а также
- 12. Требования к печатным формам печатная форма должна быть изготовлена на пластине, соответствующей формату воспроизводимого изображения с
- 13. Печатные формы на металлических пластинах и лентах применяют, прежде всего, там, где требуется высокая точность (шкалы,
- 14. Достаточно широкое распространение получили формы из стальных лент. На этом материале можно пробивать отверстия и использовать
- 15. Операции изготовления металлических форм изготовление заготовки для формной пластины, механическая обработка, термическая обработка, обезжиривание, декапирование, нанесение
- 16. Материалы для изготовления металлических форм Для изготовления металлических тампопечатных форм используют углеродистые стали Ст55, Ст60, Ст65,
- 17. Материалы для обезжиривания Меловая паста Венская известь Щелочной раствор
- 18. Способы нанесения копировального слоя Распыление Центрифугирование Погружение
- 19. Печатные формы на фотополимеризующихся пластинах могут быть использованы как для воспроизведения штриховых, так и растровых изображений
- 20. Фотополимеризующиеся пластины представляют собой металлическую или полиэфирную основу, адгезионный слой, светочувствительный фотополимеризующийся слой и защитную пленку.
- 21. Состав фотополимеризующегося слоя Плёнкообразующие полимеры Сшивающие агенты Фотоинициаторы Целевые добавки
- 22. Сшивающие агенты в фотополимеризующихся композициях образуют нерастворимую трехмерную структуру. Состав и строение сшивающих агентов определяют механизм
- 23. Фотоинициаторами, входящими в состав фотополимеризующейся композиции являются наполнители, красители, термоингибиторы и другие компоненты, гарантирующие формирование и
- 24. Защитная пленка предохраняет фотополимеризующийся слой от повреждений. Перед изготовлением печатной формы ее снимают.
- 25. Технологический процесс изготовления печатных форм на фотополимеризующихся пластинах при воспроизведении изображений включает следующие операции: экспонирование диапозитива
- 26. Требования к диапозитиву оптическая плотность печатающих элементов не ниже 3,0; плотность вуали на пробельных элементах не
- 28. Сетка-растр Сетка-растр — это растровый диапозитив с круглой прозрачной точкой, изготовленный на фотопленке с матовым эмульсионным
- 29. Экспонирующие установки Экспонирующие установки обеспечивают контакт диапозитива с копировальным слоем путем механического или вакуумного прижима.
- 30. Тампон – упругоэластичное звено, передающее изображение с печатной формы на запечатываемую поверхность.
- 31. Тампоны изготавливают из упругоэластичных материалов, способных восстанавливаться после сжатия без значительных остаточных деформаций. Тампон должен иметь
- 32. Свойства тампона эластичность твёрдость прочность и стабильность его механических характеристик восприятие и передача краски устойчивость к
- 33. Жесткость представляет собой способность тела сопротивляться образованию деформации. Жесткость тампона определяет значение давления между контактирующими поверхностями
- 34. Состав тампона Каучук Пластификатор Отвердитель
- 35. Эластичность – это способность материала противодействовать значительным упругим деформациям без разрушения при сравнительно небольших усилиях.
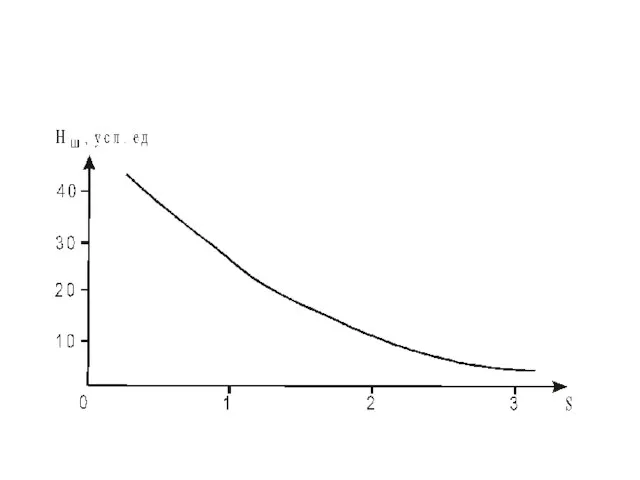
- 36. Снижение жесткости тампона связано с увеличением доли пластификатора в составе композиции. В качестве пластификатора при отливе
- 38. Значение твёрдости тампонов Синий 550 Розовый 500 Зелёный 450 Белый 350 Жёлтый 350
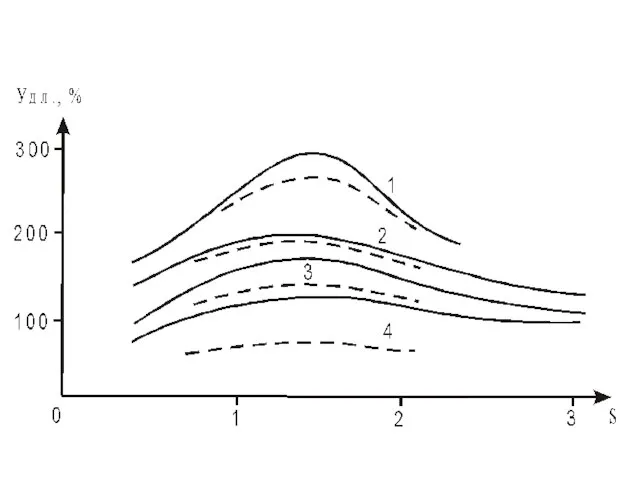
- 39. Относительное удлинение при разрыве также связано с соотношением компонентов в композиции. Повышенное количество отвердителя, введенного в
- 41. Тампоны изготавливаются из упругоэластичных материалов, восстанавливающих свою первоначальную форму без значительных остаточных деформаций. Структура материала должна
- 42. прочность на разрыв не менее 0,15 МПа, разрывное удлинение – не менее 100%, набухание не более
- 43. Выбор размеров тампона Ширина и длина тампона определяются, прежде всего, размерами переносимого изображения. При выборе размеров
- 44. Увеличение высоты тампона позволяет повысить равномерность рабочих давлений и прочностные характеристики, уменьшить вклад механики деформирования тампона
- 45. Качество оттиска определяется рабочими давлениями при контакте тампона с формой и тампона с запечатываемым материалом. От
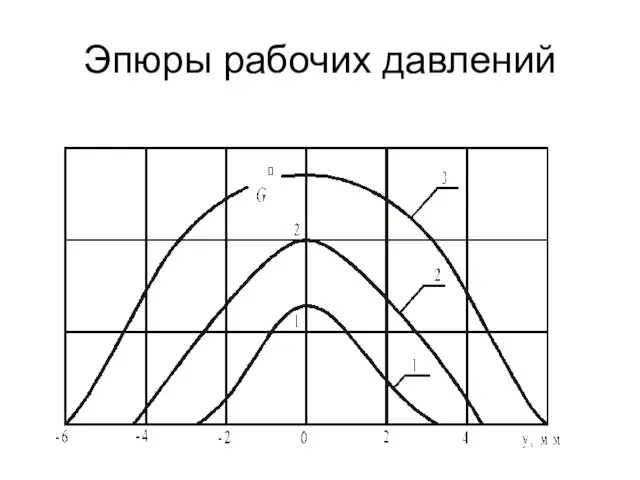
- 46. Эпюры рабочих давлений
- 47. Условия оптимального хода печатного процесса Аф ≥ Кк ≤ Ат – при переходе краски с печатной
- 48. Адгезия – величина, характеризующая прочность соединения двух разнородных тел, например величину прилипания краски. Когезия же характеризует
- 49. схема полуавтоматической печатной машины тампонной печати.
- 50. Печатные краски В практике тампонной печати могут применяться офсетные типографские краски с добавлением сиккатива, а также
- 51. Печатные краски Наилучшие результаты обеспечивают специальные краски тампонной печати, имеющие более мелкие пигменты, большую насыщенность, высокую
- 52. Состав красок для тампопечати Красящие вещества Связующие вещества Растворители
- 53. Механизмы закрепления на поверхности электрических и молекулярных сил; диффузии связующего печатной краски посредством растворителя в набухшую
- 54. Связующие Алкидная смола, акриловая смола, ацетобутилцеллюлоза, эпоксидная смола, полиэфир, полиуретановая смола, сополимеры винилхлорида и др.
- 55. Вспомогательные вещества Улучшают существующие или придают новые свойства печатной краски.
- 56. Растворители Растворители – это летучие низковязкие химические вещества, переводящие связующее в растворимую форму. Они, с одной
- 57. Способы закрепления краски 1. Окислительной полимеризацией, при которой закрепление краски происходит за счет взаимодействия с кислородом.
- 58. 3. Взаимодействие отвердителя со связующим краски (двух компонентная краска). При этом способе закрепление краски происходит в
- 59. 4. Воздействием ультрафиолетового излучения, при котором краски полностью отверждаются. Отверждаемые под действием ультрафиолета краски помимо красящего
- 60. 5. В результате воздействия тепла, при котором красочный слой полностью отверждается. Термоотверждаемые краски в качестве связующего
- 61. 6. В результате охлаждения на запечатываемой поверхности. Так называемые керамические или термопластические краски используются как в
- 62. Выбор и подготовка печатных красок. При выборе красок необходимо принимать во внимание, что каждому виду материала
- 63. Способы активации поверхности изделия дополнительная обработка открытым газовым пламенем или коронным разрядом.
- 64. Проверка смачиваемости Для проверки смачиваемости поверхности запечатываемых изделий и подбора соответствующей краски используют универсальный разбавитель и
- 65. Если капля растворителя немного растворила поверхность изделия, и от капли остался след, а тест-карондаш оставил четкий
- 66. Если разбавитель не оставил на поверхности следов, а тест-карандаш оставил четкий ровный след, то рекомендуется использовать
- 67. Если на поверхности изделия не осталось следа от разбавителя, а след тест-карандаша не смачивает поверхность (собирается
- 68. Вязкошпатель
- 69. При использовании двухкомпонентных красок их сначала смешивают с отвердителем в определенной пропорции, а затем вводят разбавитель
- 70. Последствия чрезмерного разбавления краски снижение прочности красочной пленки уменьшение кроющей способности изменение тона краски
- 71. При глубоких печатающих элементах краска должна быть относительно текучей, но не тиксотропной, а тампон крутым и
- 72. Синтетические материалы Термопласты Термореактивные пластмассы Синтетические каучуки или термоэласты
- 73. Термопласты Термопласты- макромолекулярные соединения с линейной структурой. Способны принимать любую форму под действием температуры, а также
- 74. Термореактивные пластмассы Термореактивные пластмассы имеют трехразмерную сетчатую структуру. Они не могут быть переформированы и физически не
- 75. Термоэласты Свойства термоэластов, называемых также эластомерами, являются промежуточными между термопластами и реактивными пластмассами.
- 76. Термопласты нитрат целлюлозы (CN), ацетат целлюлозы (CA), бутилацетат целлюлозы (CAB), прорионат целлюлозы (СР), этилцеллюлоза (ЕС), поливинилхлорид
- 77. Термореактивные пластмассы фенолформальдегид (PF), мочевиноформальдегидная смола (VF), меламиноформальдегид (MF), полиэфир (UP), эпоксидные смолы (ЕР), полиуретан (PUR).
- 78. Синтетические каучуки (термоэласты) стиренбутадиеновый каучук (SBR), нитриловый каучук (NBR), бутиловый каучук (BS), силикон (SI), изопреновый каучук
- 79. Преимущества синтетических композиций Стабильность Водостойкость Гибкость Многие имеют повышенную твердость.
- 80. Факторы затрудняющие применение синтетических композиций статическое электричество миграция пластификатора пониженное красковосприятие высокая эластичность
- 81. Наиболее часто применяемые синтетические материалы Производные целлюлозы Полиолефины Виниловые полимеры Полистирол Акриловые полимеры Полиамид Полиэфир Фено-
- 82. Производные целлюлозы Для тампопечати имеют значение две производных целлюлозы: ацетат целлюлозы (СА) и бутилацетат целлюлозы (САВ).
- 83. Полиолефины Важнейшие из группы полиофинов – полиэтилен (РЕ) и полипропилен (РР). Исходный цвет его молочно-белый. Высокоплотный
- 84. Виниловые полимеры. Самым известным является поливинилхлорид (PVC). Различают два сорта PVC: твердый и мягкий. В мягком
- 85. Полистирол Полистирол(PS) – хрупкий блестящий материал. Обладает высокой прозрачностью и стойкостью к климатическим условиям. Отличительные признаки
- 86. Акриловые полимеры Плексиглас, - прозрачный как стекло материал (светопроницаемость 92%), обладает хорошими оптическими свойствами. Отличительные признаки
- 87. Полиамид (нейлон) очень прочен и стоек ко всем растворителям, применяемым в тампопечати. Его первоначальный цвет –
- 88. Полиэфир. Полиэфиры делятся на две группы – на алкидные смолы и насыщенный полиэфир. Алкидные смолы используются
- 89. Фено- и аминопласты. Самым известным фенопластом является бакелит. Его натуральный цвет желто-коричневый. Из аминопластов известны мочевиноформальдегидная
- 90. Эпоксидные смолы Обладают улучшенными механическими и электрическими свойствами и химически стойки. Отличительные признаки при пламенной пробе:
- 91. Полиуретаны Ракели из полиуретана стойки к ацетону, бензину, бензолу. Отличительные признаки при пламенной пробе: медленное возгорание,
- 92. Акрилглас – прозрачный материал, очень устойчив к изменению климатических условий, деформирующийся под действием тепла, стоек к
- 93. Бакелит и меламиновая смола вызывают трудности для запечатывания. Для этого рекомендуется применять двухкомпонентные краски. Обработки пламенем
- 94. Металл, стекло, фарфор, хромированная сталь. Для этих материалов требуется последующая термическая обработка. Для стекла применяются специальные
- 95. Полиацетат, известен под торговыми названиями «дерлин» или «хостаформ С» применяется для изготовления корпусов бытовых изделий и
- 96. Поликарбонат используется для изготовления прозрачных футляров розеток, клемм. изоляционных частей, корпусов приборов, бытовых устройств и т.п.
- 97. Полиэфир – твердый и стабильный по размеру материал, стойкий к органическим растворителя и температурам до 180
- 98. Полиэтилен и полипропилен. Эти материалы особенно стойки к кислотам, щелочам, воде и растворителям. С необработанной поверхностью
- 99. Полистирол стоек к кислотам, щелочам, воде, маслам и жирам, но не стоек к органическим растворителям. Он
- 100. Поверхность запечатываемого изделия не должна содержать жира, смазки и других загрязнений. Печатание должно производиться при условии
- 101. Факторы мешающие качественной печати статическое электричество и очень инертная поверхность запечатываемого изделия.
- 102. Способы устранения использование антистатиков для синтетических материалов и краски; использование установок ионизированной обработки.
- 103. Для снятия заряда с тампона используется ионизационный стержень, устанавливаемый между приемом краски и ее отдачей.
- 104. Для снятия заряда с поверхности запечатываемого изделия применяется ионизационный генератор с подачей воздуха под давлением. Сильный
- 105. Смысл активации поверхности запечатываемого изделия заключается в обработке, повышающей поверхностное натяжение до 38 дин/см, необходимое для
- 106. Виды предварительной обработки Химическая Открытым газовым пламенем Коронным разрядом
- 107. Химическая обработка Химическая обработка производится веществом, повышающим адгезию. Химический процесс вызывает повышение поверхностного натяжения. Этот способ
- 108. Обработка открытым газовым пламенем Предварительная обработка открытым газовым пламенем изделий из синтетических материалов является эффективным и
- 109. Обработка коронным разрядом Установка обработки коронным разрядом состоит из генератора переменного тока и электрода подающего высокое
- 110. Штриховые изображения имеют только две яркости – яркость элементов изображения и яркость подложки. Полутоновые изображения содержат
- 111. Отличия полутоновых изображений интервал количество тоновых переходов (количество оптических плотностей), характер изображения – контрастность, количество мелких
- 112. При одном и том же интервале изображение будет тем контрастней, чем меньше тоновых переходов оно содержит,
- 113. Для передачи тоновых переходов изображение расчленяют на отдельные микроштриховые элементы – точки. При этом участки изображения,
- 114. Элементы одноцветного изображения отражают свет одинакового спектрального состава. Элементы многоцветного изображения отражают лучи различные по спектральному
- 115. Многоцветные изображения штриховые полутоновые комбинированные
- 116. Все участки одного цвета (одной краски) на штриховом многоцветном изображении имеют одинаковую оптическую плотность.
- 117. Для полутоновых многоцветных изображений характерно содержание различными участками не одинакового количества каждой краски. Наложение красок друг
- 118. Особенности печатных форм тампонной печати печатающие элементы углублены пробельные располагаются в одной плоскости и служат опорой
- 119. Растровое изображение имеет ограничение в воспроизведении высоких светов и глубоких теней. Иначе на участках изображения с
- 120. Линиатуру растра при воспроизведении изображений необходимо выбирать в зависимости от наличия мелких деталей и характера запечатываемой
- 121. Растровые цветоделенные диапозитивы для изготовления форм должны иметь следующий интервал относительных площадей растровых точек: при линиатуре
- 122. При выборе фотополимеризующихся пластин целесообразно использовать пластины с фиксированной глубиной печатающих элементов. При многокрасочной печати необходимо
- 123. Классификация машин тампонной печати По виду привода По типу движения тампона, Настольного или напольного исполнения По
- 124. Классификация по характеристике привода ручные электромеханические гидравлические пневматические электропневматические
- 126. Достоинства удобство регулировки хороший обзор безопасная работа
- 127. Недостатки Раскачивание мягких тампонов при высоких скоростях работы машины.
- 129. Достоинства Возможность печатания с высокими скоростями.
- 130. Недостатки повышенная травмоопасность менее удобная регулировка и наклад
- 131. Степень автоматизации ручные полуавтоматические автоматические
- 132. По красочности применяемое оборудование тампонной печати может быть одно-, двух-, трех-, четырех-, пяти- и шестикрасочными.
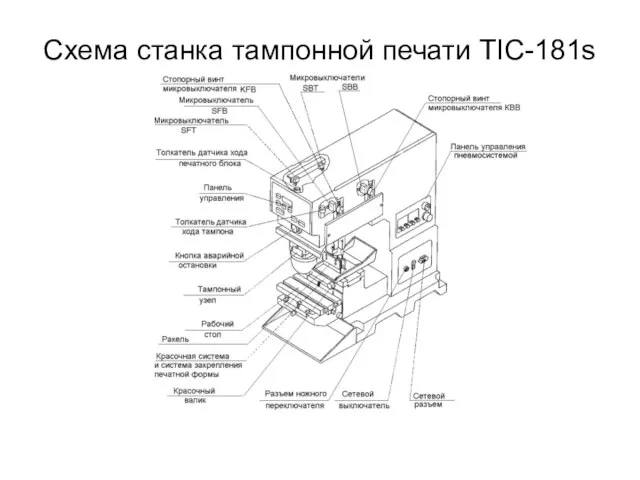
- 133. Схема станка тампонной печати TIC-181s
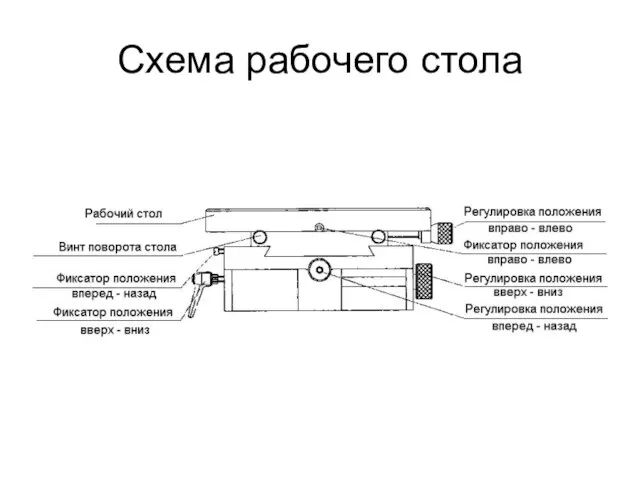
- 134. Схема рабочего стола
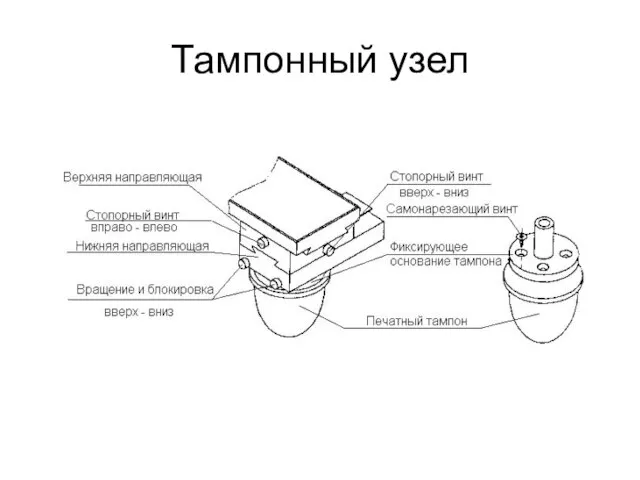
- 135. Тампонный узел
- 136. Красочная ванна и система закрепления печатной формы
- 137. Ракельная система
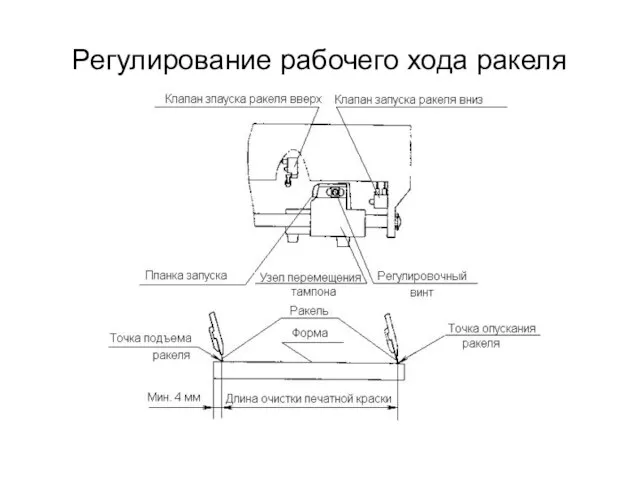
- 138. Регулирование рабочего хода ракеля
- 139. Регулятор давления воздуха и фильтр
- 140. Схема блока управления пневмосистемой
- 141. Дефекты тампонной печати недостаточная плотность красочного слоя; искажения графической точности изображения; недостаточная адгезия красочной пленки к
- 142. Анализ причин возникновения дефектов 1. Недостаточная плотность красочного слоя приводит к серому печатному оттиску с разрывами
- 143. 2. Причиной графического искажения в тампопечати могут быть перетравленная печатная форма, несоответствие геометрического профиля тампона воспроизводимому
- 144. 3. Недостаточная адгезия красочной пленки к изделиям вызывается несоответствием физико-химических свойств запечатываемой поверхности к свойствам краски.
- 146. Скачать презентацию
Слайд 2Запечатываемые материалы
пластмассы и другие виды полимеров, изделия покрытые красками, грунтами, эмалями или
Запечатываемые материалы
пластмассы и другие виды полимеров, изделия покрытые красками, грунтами, эмалями или
Слайд 3тара, упаковка, канистры, ящики;
пробки для ПЭТ бутылок, крышки для банок;
керамическая и стеклянная
тара, упаковка, канистры, ящики;
пробки для ПЭТ бутылок, крышки для банок;
керамическая и стеклянная
Слайд 4Общая технологическая схема получения оттисков тампонной печати включает допечатные, печатные и послепечатные
Общая технологическая схема получения оттисков тампонной печати включает допечатные, печатные и послепечатные
Слайд 5Способы получения фотоформ для тампопечати.
В качестве фотоформ для изготовления печатных форм
Способы получения фотоформ для тампопечати.
В качестве фотоформ для изготовления печатных форм
Слайд 6Фотоплёнка
Фотопленка для получения фотоформ должна быть сверхконтрастной и иметь матовую поверхность. Оптическая
Фотоплёнка
Фотопленка для получения фотоформ должна быть сверхконтрастной и иметь матовую поверхность. Оптическая
Слайд 7Способы изготовления фотоформ
Первый способ является фотомеханическим. Подготовленный оригинал-макет фотографируется фоторепродукционным аппаратом, в
Способы изготовления фотоформ
Первый способ является фотомеханическим. Подготовленный оригинал-макет фотографируется фоторепродукционным аппаратом, в
Слайд 8Второй способ предусматривает получение диапозитива на принтере с использованием прозрачной или матовой
Второй способ предусматривает получение диапозитива на принтере с использованием прозрачной или матовой
Слайд 9Третий способ наиболее распространен и предусматривает изготовление диапозитива через лазерное экспонирующее устройство.
Третий способ наиболее распространен и предусматривает изготовление диапозитива через лазерное экспонирующее устройство.
Слайд 10Печатные формы тампонной печати.
Наибольшее применение в тампопечати получили формы на плоских
Печатные формы тампонной печати.
Наибольшее применение в тампопечати получили формы на плоских
Слайд 11Материалы для изготовления форм
Для изготовления форм тампонной печати используются металлические ленты и
Материалы для изготовления форм
Для изготовления форм тампонной печати используются металлические ленты и
Слайд 12Требования к печатным формам
печатная форма должна быть изготовлена на пластине, соответствующей формату
Требования к печатным формам
печатная форма должна быть изготовлена на пластине, соответствующей формату
Слайд 13Печатные формы на металлических пластинах и лентах применяют, прежде всего, там, где
Печатные формы на металлических пластинах и лентах применяют, прежде всего, там, где
Слайд 14Достаточно широкое распространение получили формы из стальных лент. На этом материале можно
Достаточно широкое распространение получили формы из стальных лент. На этом материале можно
Слайд 15Операции изготовления металлических форм
изготовление заготовки для формной пластины, механическая обработка, термическая
Операции изготовления металлических форм
изготовление заготовки для формной пластины, механическая обработка, термическая
Слайд 16Материалы для изготовления металлических форм
Для изготовления металлических тампопечатных форм используют углеродистые стали
Материалы для изготовления металлических форм
Для изготовления металлических тампопечатных форм используют углеродистые стали
Слайд 17Материалы для обезжиривания
Меловая паста
Венская известь
Щелочной раствор
Материалы для обезжиривания
Меловая паста
Венская известь
Щелочной раствор
Слайд 18Способы нанесения копировального слоя
Распыление
Центрифугирование
Погружение
Способы нанесения копировального слоя
Распыление
Центрифугирование
Погружение
Слайд 19Печатные формы на фотополимеризующихся пластинах могут быть использованы как для воспроизведения штриховых,
Печатные формы на фотополимеризующихся пластинах могут быть использованы как для воспроизведения штриховых,
Слайд 20Фотополимеризующиеся пластины
представляют собой металлическую или полиэфирную основу, адгезионный слой, светочувствительный фотополимеризующийся
Фотополимеризующиеся пластины
представляют собой металлическую или полиэфирную основу, адгезионный слой, светочувствительный фотополимеризующийся
Слайд 21Состав фотополимеризующегося слоя
Плёнкообразующие полимеры
Сшивающие агенты
Фотоинициаторы
Целевые добавки
Состав фотополимеризующегося слоя
Плёнкообразующие полимеры
Сшивающие агенты
Фотоинициаторы
Целевые добавки

Слайд 22Сшивающие агенты в фотополимеризующихся композициях образуют нерастворимую трехмерную структуру. Состав и строение
Сшивающие агенты в фотополимеризующихся композициях образуют нерастворимую трехмерную структуру. Состав и строение
Слайд 23Фотоинициаторами, входящими в состав фотополимеризующейся композиции являются наполнители, красители, термоингибиторы и другие
Фотоинициаторами, входящими в состав фотополимеризующейся композиции являются наполнители, красители, термоингибиторы и другие
Слайд 24Защитная пленка предохраняет фотополимеризующийся слой от повреждений. Перед изготовлением печатной формы ее
Защитная пленка предохраняет фотополимеризующийся слой от повреждений. Перед изготовлением печатной формы ее
Слайд 25Технологический процесс изготовления печатных форм на фотополимеризующихся пластинах при воспроизведении изображений включает
Технологический процесс изготовления печатных форм на фотополимеризующихся пластинах при воспроизведении изображений включает
Слайд 26Требования к диапозитиву
оптическая плотность печатающих элементов не ниже 3,0;
плотность вуали на пробельных
Требования к диапозитиву
оптическая плотность печатающих элементов не ниже 3,0;
плотность вуали на пробельных

Слайд 28Сетка-растр
Сетка-растр — это растровый диапозитив с круглой прозрачной точкой, изготовленный на фотопленке
Сетка-растр
Сетка-растр — это растровый диапозитив с круглой прозрачной точкой, изготовленный на фотопленке
Слайд 29Экспонирующие установки
Экспонирующие установки обеспечивают контакт диапозитива с копировальным слоем путем механического или
Экспонирующие установки
Экспонирующие установки обеспечивают контакт диапозитива с копировальным слоем путем механического или
Слайд 30 Тампон – упругоэластичное звено, передающее изображение с печатной формы на запечатываемую
Тампон – упругоэластичное звено, передающее изображение с печатной формы на запечатываемую
Слайд 31Тампоны изготавливают из упругоэластичных материалов, способных восстанавливаться после сжатия без значительных остаточных
Тампоны изготавливают из упругоэластичных материалов, способных восстанавливаться после сжатия без значительных остаточных
Слайд 32Свойства тампона
эластичность
твёрдость
прочность и стабильность его механических характеристик
восприятие и передача краски
устойчивость
Свойства тампона
эластичность
твёрдость
прочность и стабильность его механических характеристик
восприятие и передача краски
устойчивость
Слайд 33Жесткость представляет собой способность тела сопротивляться образованию деформации. Жесткость тампона определяет значение
Жесткость представляет собой способность тела сопротивляться образованию деформации. Жесткость тампона определяет значение
Слайд 34Состав тампона
Каучук
Пластификатор
Отвердитель
Состав тампона
Каучук
Пластификатор
Отвердитель
Слайд 35 Эластичность – это способность материала противодействовать значительным упругим деформациям без разрушения
Эластичность – это способность материала противодействовать значительным упругим деформациям без разрушения
Слайд 36Снижение жесткости тампона связано с увеличением доли пластификатора в составе композиции. В
Снижение жесткости тампона связано с увеличением доли пластификатора в составе композиции. В
Слайд 38Значение твёрдости тампонов
Синий 550
Розовый 500
Зелёный 450
Белый 350
Жёлтый 350
Значение твёрдости тампонов
Синий 550
Розовый 500
Зелёный 450
Белый 350
Жёлтый 350
Слайд 39Относительное удлинение при разрыве также связано с соотношением компонентов в композиции. Повышенное
Относительное удлинение при разрыве также связано с соотношением компонентов в композиции. Повышенное
Слайд 41 Тампоны изготавливаются из упругоэластичных материалов, восстанавливающих свою первоначальную форму без значительных
Тампоны изготавливаются из упругоэластичных материалов, восстанавливающих свою первоначальную форму без значительных
Слайд 42 прочность на разрыв не менее 0,15 МПа, разрывное удлинение – не
прочность на разрыв не менее 0,15 МПа, разрывное удлинение – не
Слайд 43Выбор размеров тампона
Ширина и длина тампона определяются, прежде всего, размерами переносимого изображения.
Выбор размеров тампона
Ширина и длина тампона определяются, прежде всего, размерами переносимого изображения.
Слайд 44Увеличение высоты тампона позволяет повысить равномерность рабочих давлений и прочностные характеристики, уменьшить
Увеличение высоты тампона позволяет повысить равномерность рабочих давлений и прочностные характеристики, уменьшить
Слайд 45Качество оттиска определяется рабочими давлениями при контакте тампона с формой и тампона
Качество оттиска определяется рабочими давлениями при контакте тампона с формой и тампона
Слайд 46Эпюры рабочих давлений
Эпюры рабочих давлений
Слайд 47Условия оптимального хода печатного процесса
Аф ≥ Кк ≤ Ат – при переходе
Условия оптимального хода печатного процесса
Аф ≥ Кк ≤ Ат – при переходе
Слайд 48Адгезия – величина, характеризующая прочность соединения двух разнородных тел, например величину прилипания
Адгезия – величина, характеризующая прочность соединения двух разнородных тел, например величину прилипания
Слайд 49схема полуавтоматической печатной машины тампонной печати.
схема полуавтоматической печатной машины тампонной печати.

Слайд 50Печатные краски
В практике тампонной печати могут применяться офсетные типографские краски с добавлением
Печатные краски
В практике тампонной печати могут применяться офсетные типографские краски с добавлением
Слайд 51Печатные краски
Наилучшие результаты обеспечивают специальные краски тампонной печати, имеющие более мелкие пигменты,
Печатные краски
Наилучшие результаты обеспечивают специальные краски тампонной печати, имеющие более мелкие пигменты,
Слайд 52Состав красок для тампопечати
Красящие вещества
Связующие вещества
Растворители
Состав красок для тампопечати
Красящие вещества
Связующие вещества
Растворители
Слайд 53Механизмы закрепления на поверхности
электрических и молекулярных сил;
диффузии связующего печатной краски посредством растворителя
Механизмы закрепления на поверхности
электрических и молекулярных сил;
диффузии связующего печатной краски посредством растворителя
Слайд 54Связующие
Алкидная смола, акриловая смола, ацетобутилцеллюлоза, эпоксидная смола, полиэфир, полиуретановая смола, сополимеры винилхлорида
Связующие
Алкидная смола, акриловая смола, ацетобутилцеллюлоза, эпоксидная смола, полиэфир, полиуретановая смола, сополимеры винилхлорида
Слайд 55Вспомогательные вещества
Улучшают существующие или придают новые свойства печатной краски.
Вспомогательные вещества
Улучшают существующие или придают новые свойства печатной краски.
Слайд 56Растворители
Растворители – это летучие низковязкие химические вещества, переводящие связующее в растворимую форму.
Растворители
Растворители – это летучие низковязкие химические вещества, переводящие связующее в растворимую форму.
Слайд 57Способы закрепления краски
1. Окислительной полимеризацией, при которой закрепление краски происходит за счет
Способы закрепления краски
1. Окислительной полимеризацией, при которой закрепление краски происходит за счет
Слайд 583. Взаимодействие отвердителя со связующим краски (двух компонентная краска). При этом способе
3. Взаимодействие отвердителя со связующим краски (двух компонентная краска). При этом способе
Слайд 594. Воздействием ультрафиолетового излучения, при котором краски полностью отверждаются. Отверждаемые под действием
4. Воздействием ультрафиолетового излучения, при котором краски полностью отверждаются. Отверждаемые под действием
Слайд 605. В результате воздействия тепла, при котором красочный слой полностью отверждается. Термоотверждаемые
5. В результате воздействия тепла, при котором красочный слой полностью отверждается. Термоотверждаемые
Слайд 616. В результате охлаждения на запечатываемой поверхности. Так называемые керамические или термопластические
6. В результате охлаждения на запечатываемой поверхности. Так называемые керамические или термопластические
Слайд 62Выбор и подготовка печатных красок.
При выборе красок необходимо принимать во внимание,
Выбор и подготовка печатных красок.
При выборе красок необходимо принимать во внимание,
Слайд 63Способы активации поверхности изделия
дополнительная обработка открытым газовым пламенем или коронным разрядом.
Способы активации поверхности изделия
дополнительная обработка открытым газовым пламенем или коронным разрядом.
Слайд 64Проверка смачиваемости
Для проверки смачиваемости поверхности запечатываемых изделий и подбора соответствующей краски используют
Проверка смачиваемости
Для проверки смачиваемости поверхности запечатываемых изделий и подбора соответствующей краски используют
Слайд 65 Если капля растворителя немного растворила поверхность изделия, и от капли остался
Если капля растворителя немного растворила поверхность изделия, и от капли остался
Слайд 66Если разбавитель не оставил на поверхности следов, а тест-карандаш оставил четкий ровный
Если разбавитель не оставил на поверхности следов, а тест-карандаш оставил четкий ровный
Слайд 67 Если на поверхности изделия не осталось следа от разбавителя, а след
Если на поверхности изделия не осталось следа от разбавителя, а след
Слайд 68Вязкошпатель
Вязкошпатель

Слайд 69При использовании двухкомпонентных красок их сначала смешивают с отвердителем в определенной пропорции,
При использовании двухкомпонентных красок их сначала смешивают с отвердителем в определенной пропорции,
Слайд 70Последствия чрезмерного разбавления краски
снижение прочности красочной пленки
уменьшение кроющей способности
изменение тона
Последствия чрезмерного разбавления краски
снижение прочности красочной пленки
уменьшение кроющей способности
изменение тона
Слайд 71При глубоких печатающих элементах краска должна быть относительно текучей, но не тиксотропной,
При глубоких печатающих элементах краска должна быть относительно текучей, но не тиксотропной,
Слайд 72Синтетические материалы
Термопласты
Термореактивные пластмассы
Синтетические каучуки или термоэласты
Синтетические материалы
Термопласты
Термореактивные пластмассы
Синтетические каучуки или термоэласты
Слайд 73Термопласты
Термопласты- макромолекулярные соединения с линейной структурой.
Способны принимать любую форму под действием
Термопласты
Термопласты- макромолекулярные соединения с линейной структурой.
Способны принимать любую форму под действием
Слайд 74Термореактивные пластмассы
Термореактивные пластмассы имеют трехразмерную сетчатую структуру. Они не могут быть переформированы
Термореактивные пластмассы
Термореактивные пластмассы имеют трехразмерную сетчатую структуру. Они не могут быть переформированы
Слайд 75Термоэласты
Свойства термоэластов, называемых также эластомерами, являются промежуточными между термопластами и реактивными пластмассами.
Термоэласты
Свойства термоэластов, называемых также эластомерами, являются промежуточными между термопластами и реактивными пластмассами.
Слайд 76Термопласты
нитрат целлюлозы (CN), ацетат целлюлозы (CA), бутилацетат целлюлозы (CAB), прорионат целлюлозы (СР),
Термопласты
нитрат целлюлозы (CN), ацетат целлюлозы (CA), бутилацетат целлюлозы (CAB), прорионат целлюлозы (СР),
Слайд 77 Термореактивные пластмассы
фенолформальдегид (PF), мочевиноформальдегидная смола (VF), меламиноформальдегид (MF), полиэфир (UP),
Термореактивные пластмассы
фенолформальдегид (PF), мочевиноформальдегидная смола (VF), меламиноформальдегид (MF), полиэфир (UP),
Слайд 78Синтетические каучуки (термоэласты)
стиренбутадиеновый каучук (SBR), нитриловый каучук (NBR), бутиловый каучук (BS), силикон
Синтетические каучуки (термоэласты)
стиренбутадиеновый каучук (SBR), нитриловый каучук (NBR), бутиловый каучук (BS), силикон
Слайд 79Преимущества синтетических композиций
Стабильность
Водостойкость
Гибкость
Многие имеют повышенную твердость.
Преимущества синтетических композиций
Стабильность
Водостойкость
Гибкость
Многие имеют повышенную твердость.
Слайд 80Факторы затрудняющие применение синтетических композиций
статическое электричество
миграция пластификатора
пониженное красковосприятие
высокая эластичность
Факторы затрудняющие применение синтетических композиций
статическое электричество
миграция пластификатора
пониженное красковосприятие
высокая эластичность
Слайд 81Наиболее часто применяемые синтетические материалы
Производные целлюлозы
Полиолефины
Виниловые полимеры
Полистирол
Акриловые полимеры
Наиболее часто применяемые синтетические материалы
Производные целлюлозы
Полиолефины
Виниловые полимеры
Полистирол
Акриловые полимеры
Слайд 82Производные целлюлозы
Для тампопечати имеют значение две производных целлюлозы: ацетат целлюлозы (СА) и
Производные целлюлозы
Для тампопечати имеют значение две производных целлюлозы: ацетат целлюлозы (СА) и
Слайд 83Полиолефины
Важнейшие из группы полиофинов – полиэтилен (РЕ) и полипропилен (РР).
Исходный
Полиолефины
Важнейшие из группы полиофинов – полиэтилен (РЕ) и полипропилен (РР).
Исходный
Слайд 84Виниловые полимеры.
Самым известным является поливинилхлорид (PVC). Различают два сорта PVC: твердый и
Виниловые полимеры.
Самым известным является поливинилхлорид (PVC). Различают два сорта PVC: твердый и
Слайд 85Полистирол
Полистирол(PS) – хрупкий блестящий материал. Обладает высокой прозрачностью и стойкостью к
Полистирол
Полистирол(PS) – хрупкий блестящий материал. Обладает высокой прозрачностью и стойкостью к
Слайд 86Акриловые полимеры
Плексиглас, - прозрачный как стекло материал (светопроницаемость 92%), обладает хорошими
Акриловые полимеры
Плексиглас, - прозрачный как стекло материал (светопроницаемость 92%), обладает хорошими
Слайд 87Полиамид (нейлон)
очень прочен и стоек ко всем растворителям, применяемым в тампопечати. Его
Полиамид (нейлон)
очень прочен и стоек ко всем растворителям, применяемым в тампопечати. Его
Слайд 88Полиэфир.
Полиэфиры делятся на две группы – на алкидные смолы и насыщенный полиэфир.
Полиэфир.
Полиэфиры делятся на две группы – на алкидные смолы и насыщенный полиэфир.
Слайд 89Фено- и аминопласты.
Самым известным фенопластом является бакелит. Его натуральный цвет желто-коричневый.
Из аминопластов
Фено- и аминопласты.
Самым известным фенопластом является бакелит. Его натуральный цвет желто-коричневый.
Из аминопластов
Слайд 90Эпоксидные смолы
Обладают улучшенными механическими и электрическими свойствами и химически стойки.
Отличительные признаки при
Эпоксидные смолы
Обладают улучшенными механическими и электрическими свойствами и химически стойки.
Отличительные признаки при
Слайд 91Полиуретаны
Ракели из полиуретана стойки к ацетону, бензину, бензолу.
Отличительные признаки при
Полиуретаны
Ракели из полиуретана стойки к ацетону, бензину, бензолу.
Отличительные признаки при
Слайд 92Акрилглас – прозрачный материал, очень устойчив к изменению климатических условий, деформирующийся под
Акрилглас – прозрачный материал, очень устойчив к изменению климатических условий, деформирующийся под
Слайд 93Бакелит и меламиновая смола вызывают трудности для запечатывания. Для этого рекомендуется применять
Бакелит и меламиновая смола вызывают трудности для запечатывания. Для этого рекомендуется применять
Слайд 94Металл, стекло, фарфор, хромированная сталь. Для этих материалов требуется последующая термическая обработка.
Металл, стекло, фарфор, хромированная сталь. Для этих материалов требуется последующая термическая обработка.
Слайд 95Полиацетат, известен под торговыми названиями «дерлин» или «хостаформ С» применяется для изготовления
Полиацетат, известен под торговыми названиями «дерлин» или «хостаформ С» применяется для изготовления
Слайд 96Поликарбонат используется для изготовления прозрачных футляров розеток, клемм. изоляционных частей, корпусов приборов,
Поликарбонат используется для изготовления прозрачных футляров розеток, клемм. изоляционных частей, корпусов приборов,
Слайд 97Полиэфир – твердый и стабильный по размеру материал, стойкий к органическим растворителя
Полиэфир – твердый и стабильный по размеру материал, стойкий к органическим растворителя
Слайд 98Полиэтилен и полипропилен. Эти материалы особенно стойки к кислотам, щелочам, воде и
Полиэтилен и полипропилен. Эти материалы особенно стойки к кислотам, щелочам, воде и
Слайд 99Полистирол стоек к кислотам, щелочам, воде, маслам и жирам, но не стоек
Полистирол стоек к кислотам, щелочам, воде, маслам и жирам, но не стоек
Слайд 100Поверхность запечатываемого изделия не должна содержать жира, смазки и других загрязнений. Печатание
Поверхность запечатываемого изделия не должна содержать жира, смазки и других загрязнений. Печатание
Слайд 101Факторы мешающие качественной печати
статическое электричество и очень инертная поверхность запечатываемого изделия.
Факторы мешающие качественной печати
статическое электричество и очень инертная поверхность запечатываемого изделия.
Слайд 102Способы устранения
использование антистатиков для синтетических материалов и краски;
использование установок ионизированной обработки.
Способы устранения
использование антистатиков для синтетических материалов и краски;
использование установок ионизированной обработки.
Слайд 103Для снятия заряда с тампона используется ионизационный стержень, устанавливаемый между приемом краски
Для снятия заряда с тампона используется ионизационный стержень, устанавливаемый между приемом краски
Слайд 104Для снятия заряда с поверхности запечатываемого изделия применяется ионизационный генератор с подачей
Для снятия заряда с поверхности запечатываемого изделия применяется ионизационный генератор с подачей
Слайд 105Смысл активации поверхности запечатываемого изделия заключается в обработке, повышающей поверхностное натяжение до
Смысл активации поверхности запечатываемого изделия заключается в обработке, повышающей поверхностное натяжение до
Слайд 106Виды предварительной обработки
Химическая
Открытым газовым пламенем
Коронным разрядом
Виды предварительной обработки
Химическая
Открытым газовым пламенем
Коронным разрядом
Слайд 107Химическая обработка
Химическая обработка производится веществом, повышающим адгезию. Химический процесс вызывает повышение поверхностного
Химическая обработка
Химическая обработка производится веществом, повышающим адгезию. Химический процесс вызывает повышение поверхностного
Слайд 108Обработка открытым газовым пламенем
Предварительная обработка открытым газовым пламенем изделий из синтетических материалов
Обработка открытым газовым пламенем
Предварительная обработка открытым газовым пламенем изделий из синтетических материалов
Слайд 109Обработка коронным разрядом
Установка обработки коронным разрядом состоит из генератора переменного тока и
Обработка коронным разрядом
Установка обработки коронным разрядом состоит из генератора переменного тока и
Слайд 110Штриховые изображения имеют только две яркости – яркость элементов изображения и яркость
Штриховые изображения имеют только две яркости – яркость элементов изображения и яркость
Слайд 111 Отличия полутоновых изображений
интервал
количество тоновых переходов (количество оптических плотностей),
характер изображения – контрастность,
Отличия полутоновых изображений
интервал
количество тоновых переходов (количество оптических плотностей),
характер изображения – контрастность,
Слайд 112При одном и том же интервале изображение будет тем контрастней, чем меньше
При одном и том же интервале изображение будет тем контрастней, чем меньше
Слайд 113Для передачи тоновых переходов изображение расчленяют на отдельные микроштриховые элементы – точки.
Для передачи тоновых переходов изображение расчленяют на отдельные микроштриховые элементы – точки.
Слайд 114Элементы одноцветного изображения отражают свет одинакового спектрального состава. Элементы многоцветного изображения отражают
Элементы одноцветного изображения отражают свет одинакового спектрального состава. Элементы многоцветного изображения отражают
Слайд 115Многоцветные изображения
штриховые
полутоновые
комбинированные
Многоцветные изображения
штриховые
полутоновые
комбинированные
Слайд 116Все участки одного цвета (одной краски) на штриховом многоцветном изображении имеют одинаковую
Все участки одного цвета (одной краски) на штриховом многоцветном изображении имеют одинаковую
Слайд 117Для полутоновых многоцветных изображений характерно содержание различными участками не одинакового количества каждой
Для полутоновых многоцветных изображений характерно содержание различными участками не одинакового количества каждой
Слайд 118Особенности печатных форм тампонной печати
печатающие элементы углублены
пробельные располагаются в одной плоскости
Особенности печатных форм тампонной печати
печатающие элементы углублены
пробельные располагаются в одной плоскости
Слайд 119 Растровое изображение имеет ограничение в воспроизведении высоких светов и глубоких теней.
Растровое изображение имеет ограничение в воспроизведении высоких светов и глубоких теней.
Слайд 120Линиатуру растра при воспроизведении изображений необходимо выбирать в зависимости от наличия мелких
Линиатуру растра при воспроизведении изображений необходимо выбирать в зависимости от наличия мелких
Слайд 121Растровые цветоделенные диапозитивы для изготовления форм должны иметь следующий интервал относительных площадей
Растровые цветоделенные диапозитивы для изготовления форм должны иметь следующий интервал относительных площадей
Слайд 122При выборе фотополимеризующихся пластин целесообразно использовать пластины с фиксированной глубиной печатающих элементов.
При
При выборе фотополимеризующихся пластин целесообразно использовать пластины с фиксированной глубиной печатающих элементов.
При
Слайд 123Классификация машин тампонной печати
По виду привода
По типу движения тампона,
Настольного или
Классификация машин тампонной печати
По виду привода
По типу движения тампона,
Настольного или
Слайд 124Классификация по характеристике привода
ручные
электромеханические
гидравлические
пневматические
электропневматические
Классификация по характеристике привода
ручные
электромеханические
гидравлические
пневматические
электропневматические
Слайд 126Достоинства
удобство регулировки
хороший обзор
безопасная работа
Достоинства
удобство регулировки
хороший обзор
безопасная работа
Слайд 127Недостатки
Раскачивание мягких тампонов при высоких скоростях работы машины.
Недостатки
Раскачивание мягких тампонов при высоких скоростях работы машины.
Слайд 129Достоинства
Возможность печатания с высокими скоростями.
Достоинства
Возможность печатания с высокими скоростями.
Слайд 130Недостатки
повышенная травмоопасность
менее удобная регулировка и наклад
Недостатки
повышенная травмоопасность
менее удобная регулировка и наклад
Слайд 131Степень автоматизации
ручные
полуавтоматические
автоматические
Степень автоматизации
ручные
полуавтоматические
автоматические
Слайд 132По красочности применяемое оборудование тампонной печати может быть одно-, двух-, трех-, четырех-,
По красочности применяемое оборудование тампонной печати может быть одно-, двух-, трех-, четырех-,
Слайд 133Схема станка тампонной печати TIC-181s
Схема станка тампонной печати TIC-181s
Слайд 134Схема рабочего стола
Схема рабочего стола
Слайд 135Тампонный узел
Тампонный узел
Слайд 136Красочная ванна и система закрепления печатной формы
Красочная ванна и система закрепления печатной формы

Слайд 137Ракельная система
Ракельная система

Слайд 138Регулирование рабочего хода ракеля
Регулирование рабочего хода ракеля
Слайд 139Регулятор давления воздуха и фильтр
Регулятор давления воздуха и фильтр

Слайд 140Схема блока управления пневмосистемой
Схема блока управления пневмосистемой

Слайд 141Дефекты тампонной печати
недостаточная плотность красочного слоя;
искажения графической точности изображения;
недостаточная адгезия красочной пленки
Дефекты тампонной печати
недостаточная плотность красочного слоя;
искажения графической точности изображения;
недостаточная адгезия красочной пленки
Слайд 142Анализ причин возникновения дефектов
1. Недостаточная плотность красочного слоя приводит к серому
Анализ причин возникновения дефектов
1. Недостаточная плотность красочного слоя приводит к серому
Слайд 1432. Причиной графического искажения в тампопечати могут быть перетравленная печатная форма, несоответствие
2. Причиной графического искажения в тампопечати могут быть перетравленная печатная форма, несоответствие
Слайд 1443. Недостаточная адгезия красочной пленки к изделиям вызывается несоответствием физико-химических свойств запечатываемой
3. Недостаточная адгезия красочной пленки к изделиям вызывается несоответствием физико-химических свойств запечатываемой
 Дыши легко!
Дыши легко! Рисуем весенний пейзаж
Рисуем весенний пейзаж Педагогические технологии
Педагогические технологии Я-концепция как основа жизненного стиля
Я-концепция как основа жизненного стиля Формирование доходов работников организации
Формирование доходов работников организации Презентация на тему Великая Отечественная Война 1941-1945
Презентация на тему Великая Отечественная Война 1941-1945 Электролиз растворов
Электролиз растворов Набережночелнинское местное отделение Всероссийской политической партии «ЕДИНАЯ РОССИЯ»
Набережночелнинское местное отделение Всероссийской политической партии «ЕДИНАЯ РОССИЯ» Экстрасенсорное общение
Экстрасенсорное общение Аутизм
Аутизм SQL-01-1 (Литература и ресурсы)
SQL-01-1 (Литература и ресурсы) Геометрия вокруг нас 8 класс
Геометрия вокруг нас 8 класс Подготовила Нателла Ахвердиева ученица 6 класса школы № 27 город Гянджа 2012
Подготовила Нателла Ахвердиева ученица 6 класса школы № 27 город Гянджа 2012 Тактика подразделений войсковой ПВО. Организация и проведение занятий по тактической подготовке
Тактика подразделений войсковой ПВО. Организация и проведение занятий по тактической подготовке Язык как развивающеесяявление
Язык как развивающеесяявление Презентация на тему Анна Ахматова Реквием
Презентация на тему Анна Ахматова Реквием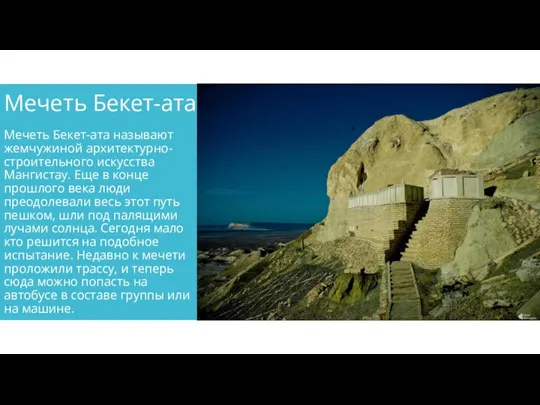 Мечеть Бекет-ата
Мечеть Бекет-ата Диагностические методы изучения личности учащегося
Диагностические методы изучения личности учащегося ФОРМИРУЕМЫЕ КОМПЕТЕНЦИИПЕРВЫЙ ГОД ПРОВЕДЕНИЯ ЭКСПЕРИМЕНТА
ФОРМИРУЕМЫЕ КОМПЕТЕНЦИИПЕРВЫЙ ГОД ПРОВЕДЕНИЯ ЭКСПЕРИМЕНТА 5 государственных услуг в сфере здравоохранения
5 государственных услуг в сфере здравоохранения Презентация на тему Экологическая экспертиза и ее значение в правовом механизме охраны окружающей среды
Презентация на тему Экологическая экспертиза и ее значение в правовом механизме охраны окружающей среды Архитектура
Архитектура Жизнь и творчество В.В. Маяковского
Жизнь и творчество В.В. Маяковского Сварка стыковых и угловых швов в нижнем положении
Сварка стыковых и угловых швов в нижнем положении ООО НПО Станкостроение, г. Стерлитамак. Приглашает на работу
ООО НПО Станкостроение, г. Стерлитамак. Приглашает на работу Методы исследования генетики человека
Методы исследования генетики человека Магистрально-модульный принцип построения компьютера
Магистрально-модульный принцип построения компьютера В царстве грибов
В царстве грибов