- Технологичность, припуски на обработку

Содержание
- 2. Припуск на обработку - Это слой металла, подлежащий удалению с поверхности заготовки в процессе обработки для
- 3. Размер припуска Определяют разностью между размером заготовки и размером детали по рабочему чертежу; Припуск задается на
- 4. Припуски подразделяют на ОБЩИЕ, т.е. удаляемые в течение всего процесса обработки данной поверхности МЕЖОПЕРАЦИОННЫЕ, удаляемые при
- 5. Общий припуск на обработку Равен сумме межоперационных припусков по всем техгологическим операциям – от заготовки до
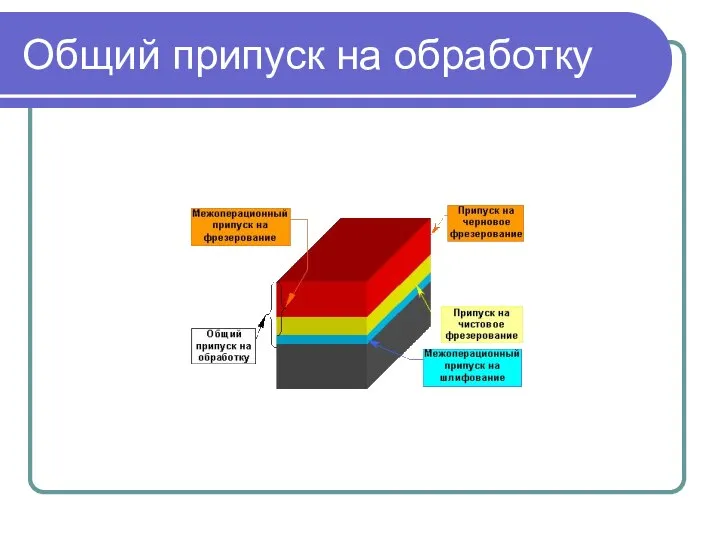
- 6. Общий припуск на обработку
- 7. Межоперационный припуск: Равен сумме припусков, отведенных на черновой, получистовой и чистовой проходы на данной операции
- 8. Межоперационный припуск:
- 9. При обработке поверхности вращения (внешних и внутренних) операционный припуск определяется: 2Z=δ+2(R+T)+2(ε+ρ) При обработке плоских и торцовых
- 10. Где: δ - допуск на размер; R – высота микронеровностей; T – глубина дефектного слоя; ε
- 11. δ, R, T, ρ - это дефекты, оставшиеся на поверхности детали от предыдущей обработки; ε -
- 12. Два метода определения припусков: Аналитический (расчетный); Статистический (табличный);
- 13. ТЕХНОЛОГИЧНОСТЬ И ПРИПУСКИ тЕ
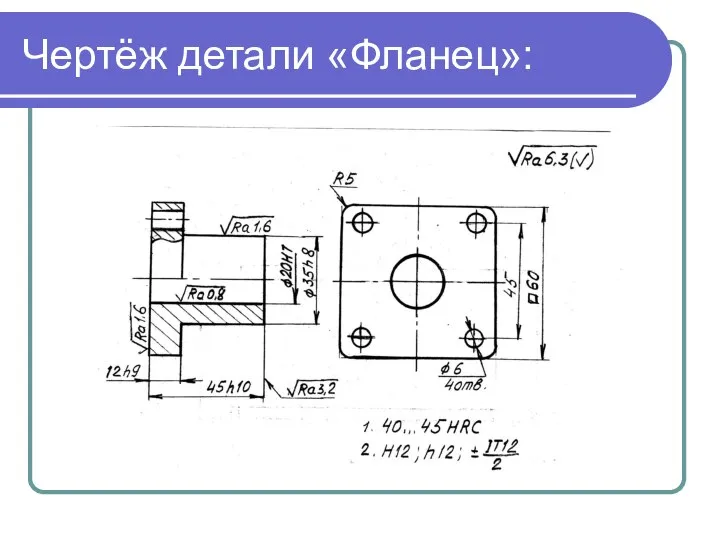
- 14. Чертёж детали «Фланец»:
- 15. Определение технологичности: 1.Определение коэффициента точности: Кт = 1- 1/ Аср; Аср.= ΣAn/n = 7+8+9+10+3х12/7=10 Кт =
- 16. 2. Определение коэффициента шероховатости: Кш = 1- 1/ Бср; Бср.= ΣБn / n = 0,8+1,6+1,6+3,2+6,3х3/7=3,73 Кш
- 17. Т.к. Кт= 0,9 > 0,8; а Кш=0,73 > 0,16 - деталь технологична и проста в изготовлении.
- 18. Статистический метод определения припусков: Пример: Необходимо назначить припуски на обработку Ø35 h8 (-0,039), Шероховатость Ra1,6; Твёрдость
- 19. Составляем План обработки поверхностиØ35 h8 (-0,039), 1. Заготовительная 2. Токарная(черновая) 3. Токарная (чистовая) 4. Термическая 5.
- 21. Скачать презентацию
Слайд 3Размер припуска
Определяют разностью между размером заготовки и размером детали по рабочему чертежу;
Припуск
Размер припуска
Определяют разностью между размером заготовки и размером детали по рабочему чертежу;
Припуск
Слайд 4Припуски подразделяют на
ОБЩИЕ, т.е. удаляемые в течение всего процесса обработки данной поверхности
МЕЖОПЕРАЦИОННЫЕ,
Припуски подразделяют на
ОБЩИЕ, т.е. удаляемые в течение всего процесса обработки данной поверхности
МЕЖОПЕРАЦИОННЫЕ,
Слайд 5Общий припуск на обработку
Равен сумме межоперационных припусков по всем техгологическим операциям –
Общий припуск на обработку
Равен сумме межоперационных припусков по всем техгологическим операциям –
Слайд 6Общий припуск на обработку
Общий припуск на обработку
Слайд 7Межоперационный припуск:
Равен сумме припусков, отведенных на черновой, получистовой и чистовой проходы на
Межоперационный припуск:
Равен сумме припусков, отведенных на черновой, получистовой и чистовой проходы на
Слайд 8Межоперационный припуск:
Межоперационный припуск:

Слайд 9При обработке поверхности вращения (внешних и внутренних) операционный припуск определяется:
2Z=δ+2(R+T)+2(ε+ρ)
При обработке плоских
При обработке поверхности вращения (внешних и внутренних) операционный припуск определяется:
2Z=δ+2(R+T)+2(ε+ρ)
При обработке плоских
Слайд 10
Где:
δ - допуск на размер;
R – высота микронеровностей;
T – глубина дефектного слоя;
ε
Где:
δ - допуск на размер;
R – высота микронеровностей;
T – глубина дефектного слоя;
ε
Слайд 11δ, R, T, ρ - это дефекты, оставшиеся на поверхности детали от
δ, R, T, ρ - это дефекты, оставшиеся на поверхности детали от
Слайд 12Два метода определения припусков:
Аналитический (расчетный);
Статистический (табличный);
Два метода определения припусков:
Аналитический (расчетный);
Статистический (табличный);
Слайд 13
ТЕХНОЛОГИЧНОСТЬ И ПРИПУСКИ
тЕ
ТЕХНОЛОГИЧНОСТЬ И ПРИПУСКИ
тЕ

Слайд 14Чертёж детали «Фланец»:
Чертёж детали «Фланец»:
Слайд 15Определение технологичности:
1.Определение коэффициента точности:
Кт = 1- 1/ Аср;
Аср.= ΣAn/n = 7+8+9+10+3х12/7=10
Кт =
Определение технологичности:
1.Определение коэффициента точности:
Кт = 1- 1/ Аср;
Аср.= ΣAn/n = 7+8+9+10+3х12/7=10
Кт =
Слайд 162. Определение коэффициента шероховатости:
Кш = 1- 1/ Бср;
Бср.= ΣБn / n =
2. Определение коэффициента шероховатости:
Кш = 1- 1/ Бср;
Бср.= ΣБn / n =
Слайд 17Т.к. Кт= 0,9 > 0,8;
а Кш=0,73 > 0,16
- деталь технологична и
Т.к. Кт= 0,9 > 0,8;
а Кш=0,73 > 0,16
- деталь технологична и
Слайд 18
Статистический метод определения припусков:
Пример:
Необходимо назначить припуски на обработку Ø35 h8 (-0,039),
Шероховатость
Статистический метод определения припусков:
Пример:
Необходимо назначить припуски на обработку Ø35 h8 (-0,039),
Шероховатость
Слайд 19Составляем План обработки поверхностиØ35 h8 (-0,039),
1. Заготовительная
2. Токарная(черновая)
3. Токарная (чистовая)
4. Термическая
5.
Составляем План обработки поверхностиØ35 h8 (-0,039),
1. Заготовительная
2. Токарная(черновая)
3. Токарная (чистовая)
4. Термическая
5.
 Фекальные установки compli
Фекальные установки compli Конституция РФ
Конституция РФ «Мгновение слишком яркого света»(Раннее творчество А.А. Блока)
«Мгновение слишком яркого света»(Раннее творчество А.А. Блока) Рассказ И.А. Бунина «Подснежник»
Рассказ И.А. Бунина «Подснежник» Презентация на тему Чрезвычайные ситуации техногенного характера
Презентация на тему Чрезвычайные ситуации техногенного характера Л1 мех.оборуд
Л1 мех.оборуд Презентация на тему Политическая жизнь современной России
Презентация на тему Политическая жизнь современной России  Ворота зимы. Изменения в неживой природе
Ворота зимы. Изменения в неживой природе Основа роста в бизнесе. Рабочая тетрадь. Шаблон
Основа роста в бизнесе. Рабочая тетрадь. Шаблон Притчи
Притчи Электронное строение атома
Электронное строение атома Детство, опаленное войной
Детство, опаленное войной Необычайные приключения семиклассника Вовочки.
Необычайные приключения семиклассника Вовочки. Из истории крылатых выражений. Шаблон
Из истории крылатых выражений. Шаблон Письменная литература Древней Руси. О древнерусском летописании. "Повесть временных лет"
Письменная литература Древней Руси. О древнерусском летописании. "Повесть временных лет" Методический час по использованию нетрадиционных форм работы
Методический час по использованию нетрадиционных форм работы Управление проектом по временным параметрам
Управление проектом по временным параметрам Гигиена при занятиях физической культуры
Гигиена при занятиях физической культуры Африка 7 класс
Африка 7 класс Презентация на тему Округление чисел
Презентация на тему Округление чисел  Берегись автомобиля!
Берегись автомобиля! Творческая лаборатория «Мастерская письма»для просмотра материала пройдите по ссылке http://files.mail.ru/UBJ99S
Творческая лаборатория «Мастерская письма»для просмотра материала пройдите по ссылке http://files.mail.ru/UBJ99S Свой сайт в интернете.
Свой сайт в интернете. Администрирование информационных систем
Администрирование информационных систем Предварительные итоги 3-го каталога. Орифлэйм
Предварительные итоги 3-го каталога. Орифлэйм Презентация на тему Лихтенштейн
Презентация на тему Лихтенштейн  Основные категории специальной психологии и коррекционной педагогики. Их краткая характеристика
Основные категории специальной психологии и коррекционной педагогики. Их краткая характеристика Блефариты коньюнктивиты увеиты
Блефариты коньюнктивиты увеиты