- zagotovitelnye_raboty_04_09

Содержание
- 2. ПОДГОТОВКА МЕТАЛЛА ПОД СВАРКУ СБОРКА ДЕТАЛЕЙ ПОД СВАРКУ.
- 3. Подготовка поверхности металла под сварку. Подготовительные операции под сварку включают резку, правку, очистку, разметку и сборку
- 4. Резка Резка на механических станках более производительна и обладает высоким качеством реза. Для механической прямолинейной резки
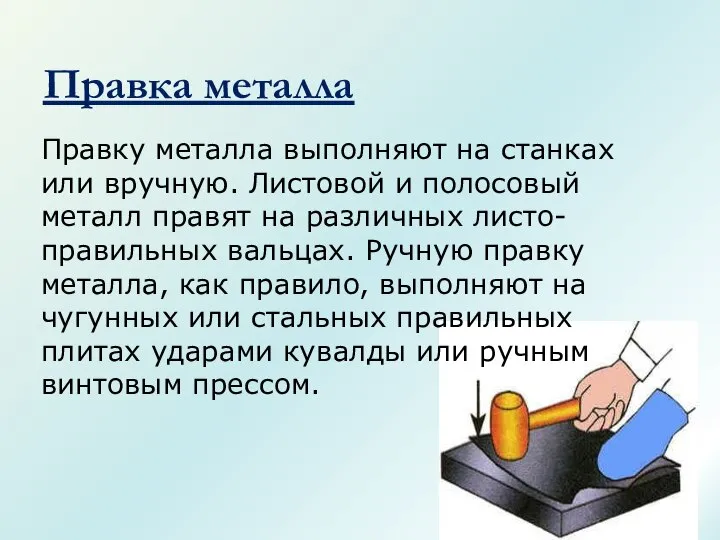
- 5. Правка металла Правку металла выполняют на станках или вручную. Листовой и полосовый металл правят на различных
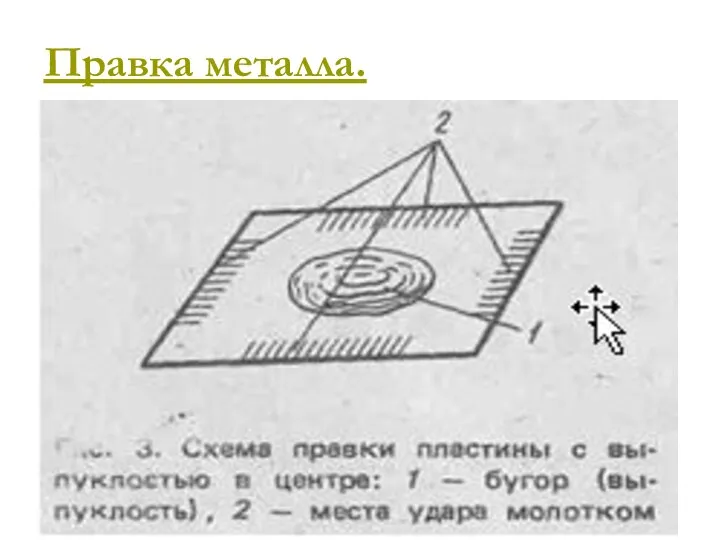
- 6. Правка металла.
- 7. Вальцы Вальцы гибочные используются для качественной гибки различных форм из листового проката, подгибки кромок заготовок, гибки
- 8. Вальцы Листо-правильные вальцы листового проката
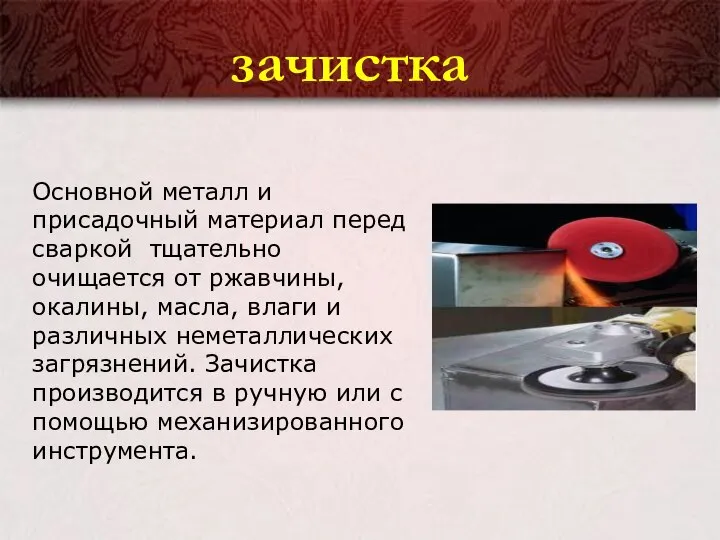
- 9. зачистка Основной металл и присадочный материал перед сваркой тщательно очищается от ржавчины, окалины, масла, влаги и
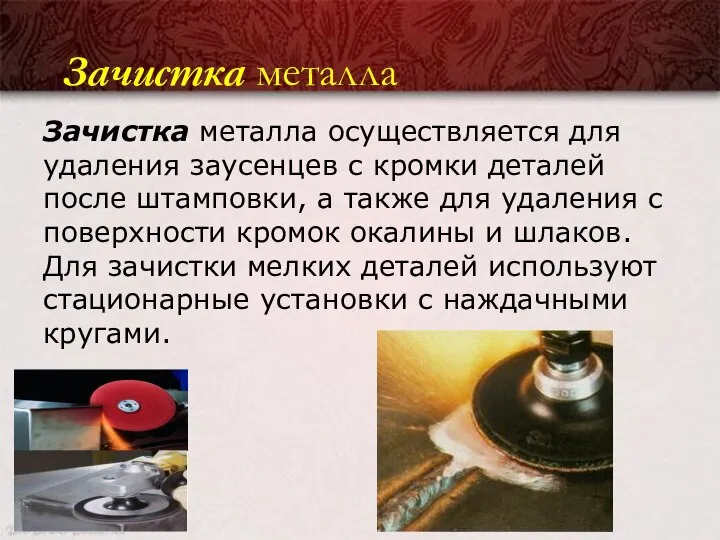
- 10. Зачистка металла Зачистка металла осуществляется для удаления заусенцев с кромки деталей после штамповки, а также для
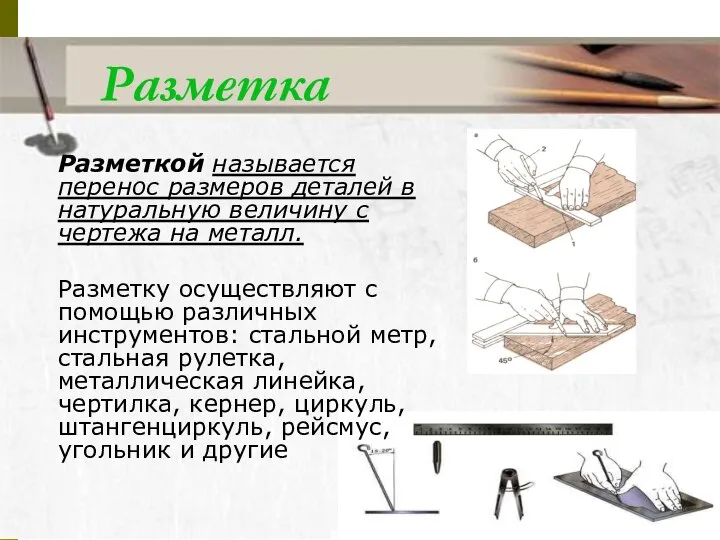
- 11. Разметка Разметкой называется перенос размеров деталей в натуральную величину с чертежа на металл. Разметку осуществляют с
- 12. Требования к сборочно-сварочным приспособлениям. Они должны : -обеспечить доступность мест установок деталей, рукояток фиксирующих и зажимных
- 13. Сборочно-монтажные сварочные столы S4 фирмы SIEGMUND являются универсальными приспособлениями для сборки и сварки различных изделий. Они
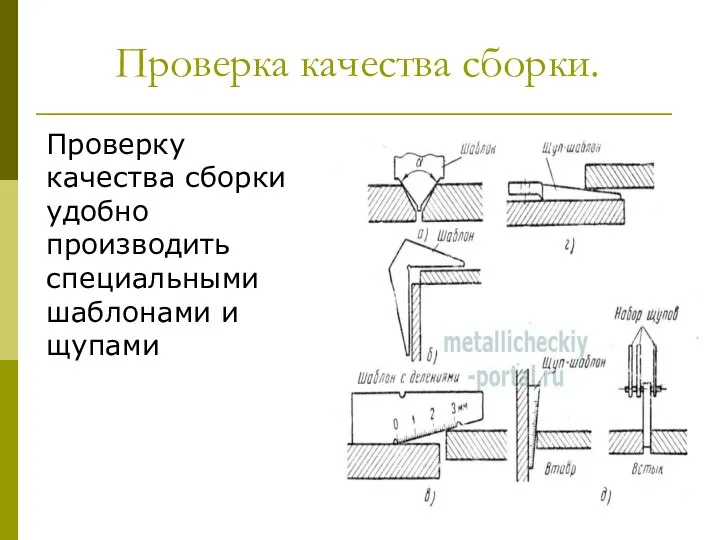
- 14. Проверка качества сборки. Проверку качества сборки удобно производить специальными шаблонами и щупами
- 15. прихватки Собранные детали и узлы соединяют сначала прихватками. Сварочными прихватками называются короткие швы с поперечным сечением
- 17. Скачать презентацию

Слайд 3Подготовка поверхности
металла под сварку.
Подготовительные операции под сварку включают резку, правку, очистку,
Подготовка поверхности
металла под сварку.
Подготовительные операции под сварку включают резку, правку, очистку,

Слайд 4Резка
Резка на механических станках более производительна и обладает высоким качеством реза. Для
Резка
Резка на механических станках более производительна и обладает высоким качеством реза. Для

Слайд 5Правка металла
Правку металла выполняют на станках или вручную. Листовой и полосовый металл
Правка металла
Правку металла выполняют на станках или вручную. Листовой и полосовый металл
Слайд 6Правка металла.
Правка металла.
Слайд 7Вальцы
Вальцы гибочные используются для качественной гибки различных форм из листового проката, подгибки
Вальцы
Вальцы гибочные используются для качественной гибки различных форм из листового проката, подгибки

Слайд 8Вальцы
Листо-правильные вальцы листового проката
Вальцы
Листо-правильные вальцы листового проката

Слайд 9зачистка
Основной металл и присадочный материал перед сваркой тщательно очищается от ржавчины, окалины,
зачистка
Основной металл и присадочный материал перед сваркой тщательно очищается от ржавчины, окалины,
Слайд 10Зачистка металла
Зачистка металла осуществляется для удаления заусенцев с кромки деталей после штамповки,
Зачистка металла
Зачистка металла осуществляется для удаления заусенцев с кромки деталей после штамповки,
Слайд 11Разметка
Разметкой называется перенос размеров деталей в натуральную величину с чертежа на металл.
Разметку
Разметка
Разметкой называется перенос размеров деталей в натуральную величину с чертежа на металл.
Разметку
Слайд 12Требования к сборочно-сварочным приспособлениям.
Они должны :
-обеспечить доступность мест установок деталей, рукояток фиксирующих
Требования к сборочно-сварочным приспособлениям.
Они должны :
-обеспечить доступность мест установок деталей, рукояток фиксирующих

Слайд 13Сборочно-монтажные сварочные столы S4 фирмы SIEGMUND являются универсальными приспособлениями для сборки и
Сборочно-монтажные сварочные столы S4 фирмы SIEGMUND являются универсальными приспособлениями для сборки и

Слайд 14Проверка качества сборки.
Проверку качества сборки удобно производить специальными шаблонами и щупами
Проверка качества сборки.
Проверку качества сборки удобно производить специальными шаблонами и щупами
Слайд 15прихватки
Собранные детали и узлы соединяют сначала прихватками.
Сварочными прихватками называются короткие швы с
прихватки
Собранные детали и узлы соединяют сначала прихватками.
Сварочными прихватками называются короткие швы с
 Моу лицей №34
Моу лицей №34 ко дню матери
ко дню матери Урок презентация на тему Мировое хозяйство (4 класс)
Урок презентация на тему Мировое хозяйство (4 класс) Образование будущего в СГЭУ
Образование будущего в СГЭУ Презентация на тему Почему табак называют ядом
Презентация на тему Почему табак называют ядом Оновлені дизайни масла Селянське
Оновлені дизайни масла Селянське Презентация на тему Художник
Презентация на тему Художник workflow
workflow Коммерческое предложение по установке КМС-400/1
Коммерческое предложение по установке КМС-400/1 Презентация на тему Новейшая история
Презентация на тему Новейшая история  Xxiv сессия комитета Бетон, железобетон, преднапряжнный железобетон международной организации по стандартизации ИСО
Xxiv сессия комитета Бетон, железобетон, преднапряжнный железобетон международной организации по стандартизации ИСО Новая Боровая, 1 квартал. Классы жилья
Новая Боровая, 1 квартал. Классы жилья ПРИМЕНЕНИЕ ИТОГОВ С.ПЕТЕРБУРГСКОЙ КОНФЕРЕНЦИИ МЕЖДУНАРОДНЫМ ОБЩЕСТВОМ
ПРИМЕНЕНИЕ ИТОГОВ С.ПЕТЕРБУРГСКОЙ КОНФЕРЕНЦИИ МЕЖДУНАРОДНЫМ ОБЩЕСТВОМ Древняя Спарта
Древняя Спарта We are the world. We are the children
We are the world. We are the children ПЕРСПЕКТИВЫ РАЗВИТИЯ ПЕРЕСТРАХОВОЧНОГО РЫНКА РОССИИ КАК ОДНОГО ИЗ МЕЖДУНАРОДНЫХ ПЕРЕСТРАХОВОЧНЫХ ЦЕНТРОВ
ПЕРСПЕКТИВЫ РАЗВИТИЯ ПЕРЕСТРАХОВОЧНОГО РЫНКА РОССИИ КАК ОДНОГО ИЗ МЕЖДУНАРОДНЫХ ПЕРЕСТРАХОВОЧНЫХ ЦЕНТРОВ Основы построения процесса спортивной тренировки
Основы построения процесса спортивной тренировки Солнечные батареи
Солнечные батареи Сущность и принципы построения организационной структуры управления. Горизонтальное и вертикальное разделение труда
Сущность и принципы построения организационной структуры управления. Горизонтальное и вертикальное разделение труда Корней Чуковский.
Корней Чуковский. Что изучает курс «География материков и океанов»
Что изучает курс «География материков и океанов» Изображение одного и того же предмета в различных цветовых гаммах. Холодная гамма
Изображение одного и того же предмета в различных цветовых гаммах. Холодная гамма Мхи
Мхи Презентация на тему Сатира в начале XX века
Презентация на тему Сатира в начале XX века  Право на труд
Право на труд Технологии Flexus Balasystem для мусорных полигонов современного города
Технологии Flexus Balasystem для мусорных полигонов современного города Вопросы местного значения поселений в сфере жилищных отношений Закон № 131-ФЗ, ст. 14 (поселения), 16 (гор. округа): 1. К вопросам местно
Вопросы местного значения поселений в сфере жилищных отношений Закон № 131-ФЗ, ст. 14 (поселения), 16 (гор. округа): 1. К вопросам местно Итоги работы отрасли и основные направления инновационного развития легкой промышленности
Итоги работы отрасли и основные направления инновационного развития легкой промышленности