- Ремонт типовых соединений и деталей

Содержание
- 2. Изношенную (выбракованную) резьбу в отверстиях корпусных и других чугунных деталей восстанавливают: нарезанием новой резьбы увеличенного размера,
- 3. Восстановление под увеличенный размер.
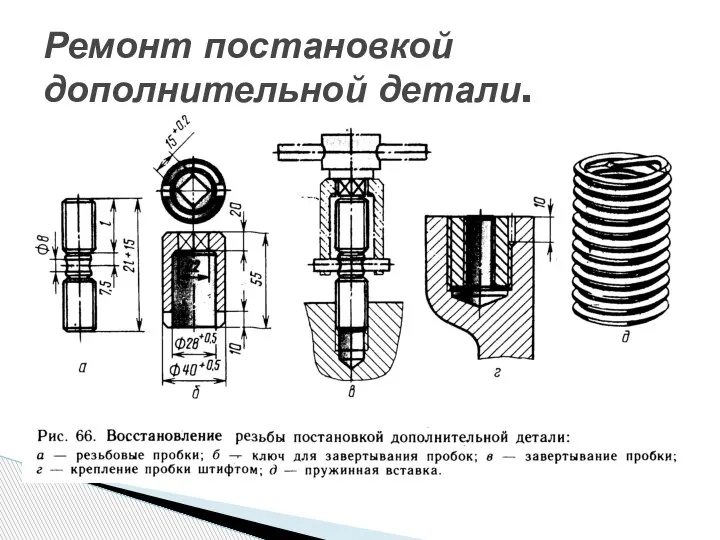
- 4. Ремонт постановкой дополнительной детали.
- 5. Восстановление нарезанием резьбы на новом месте
- 6. Применяется на валах и осях Восстановление под уменьшенный размер
- 7. Восстановление наплавкой
- 8. Шлицы (наружные), изношенные по толщине, наплавляют ручной или автоматической сваркой, а также заменяют изношенную шлицевую часть
- 9. Изношенные шлицы в стальных фланцах, ступицах и других деталях восстанавливают обжатием. Шлицы в отверстиях чугунных деталей
- 10. Шпонки, изношенные до предельного размера, не восстанавливают. Шпоночные канавки фрезеруют до выведения следов изнашивания и устанавливают
- 11. При износе или повреждениях зубьев до выбраковочного состояния шестерни восстанавливают сравнительно редко. Шестерни изготовлены в виде
- 12. Восстановление зубьев шестерен. Шестерни с изношенными или поврежденными зубьями восстанавливают газовой или электродуговой наплавкой, вдавливанием и
- 13. Восстановление наплавкой. При наплавке зубьев применяют электроды, обеспечивающие высокую прочность наплавленного слоя без применения термической обработки.
- 14. Восстановление вдавливанием. Вдавливанием восстанавливают небольшие шестерни с необходимым запасом металла на венце.
- 15. Замена части детали. Этим способом восстанавливают блоки шестерен или подвижные шестерни (каретки) с двумя-тремя венцами, из
- 16. Заклепки венцов с изношенными зубьями срубают, а венцы спрессовывают и заменяют новыми. При одностороннем износе зубьев
- 17. Широкие венцы закрепляют горячими заклепками, нагретыми до ковочной температуры. Клепку ведут при помощи гидравлических прессов, приспособлений
- 19. Скачать презентацию
Слайд 2Изношенную (выбракованную) резьбу в отверстиях корпусных и других чугунных деталей восстанавливают:
нарезанием новой
Изношенную (выбракованную) резьбу в отверстиях корпусных и других чугунных деталей восстанавливают:
нарезанием новой
Слайд 3Восстановление под увеличенный размер.
Восстановление под увеличенный размер.
Слайд 4Ремонт постановкой дополнительной детали.
Ремонт постановкой дополнительной детали.
Слайд 5Восстановление нарезанием резьбы на новом месте
Восстановление нарезанием резьбы на новом месте
Слайд 6Применяется на валах и осях
Восстановление под уменьшенный размер
Применяется на валах и осях
Восстановление под уменьшенный размер
Слайд 7Восстановление наплавкой
Восстановление наплавкой
Слайд 8Шлицы (наружные), изношенные по толщине, наплавляют ручной или автоматической сваркой, а также
Шлицы (наружные), изношенные по толщине, наплавляют ручной или автоматической сваркой, а также
Слайд 9Изношенные шлицы в стальных фланцах, ступицах и других деталях восстанавливают обжатием.
Шлицы
Изношенные шлицы в стальных фланцах, ступицах и других деталях восстанавливают обжатием.
Шлицы
Слайд 10Шпонки, изношенные до предельного размера, не восстанавливают. Шпоночные канавки фрезеруют до выведения
Шпонки, изношенные до предельного размера, не восстанавливают. Шпоночные канавки фрезеруют до выведения
Слайд 11При износе или повреждениях зубьев до выбраковочного состояния шестерни восстанавливают сравнительно редко.
При износе или повреждениях зубьев до выбраковочного состояния шестерни восстанавливают сравнительно редко.
Слайд 12Восстановление зубьев шестерен.
Шестерни с изношенными или поврежденными зубьями восстанавливают газовой или
Восстановление зубьев шестерен.
Шестерни с изношенными или поврежденными зубьями восстанавливают газовой или
Слайд 13Восстановление наплавкой. При наплавке зубьев применяют электроды, обеспечивающие высокую прочность наплавленного слоя
Восстановление наплавкой. При наплавке зубьев применяют электроды, обеспечивающие высокую прочность наплавленного слоя
Слайд 14Восстановление вдавливанием. Вдавливанием восстанавливают небольшие шестерни с необходимым запасом металла на венце.
Восстановление вдавливанием. Вдавливанием восстанавливают небольшие шестерни с необходимым запасом металла на венце.
Слайд 15Замена части детали. Этим способом восстанавливают блоки шестерен или подвижные шестерни (каретки)
Замена части детали. Этим способом восстанавливают блоки шестерен или подвижные шестерни (каретки)

Слайд 16Заклепки венцов с изношенными зубьями срубают, а венцы спрессовывают и заменяют новыми.
Заклепки венцов с изношенными зубьями срубают, а венцы спрессовывают и заменяют новыми.
Слайд 17Широкие венцы закрепляют горячими заклепками, нагретыми до ковочной температуры. Клепку ведут при
Широкие венцы закрепляют горячими заклепками, нагретыми до ковочной температуры. Клепку ведут при
 Проводники, проводящие электрический ток
Проводники, проводящие электрический ток Определение плотностей несмешивающихся жидкостей в сообщающихся сосудах
Определение плотностей несмешивающихся жидкостей в сообщающихся сосудах Понятие механики. Механическое движение. Связь механики с другими науками. Достижения в области механики
Понятие механики. Механическое движение. Связь механики с другими науками. Достижения в области механики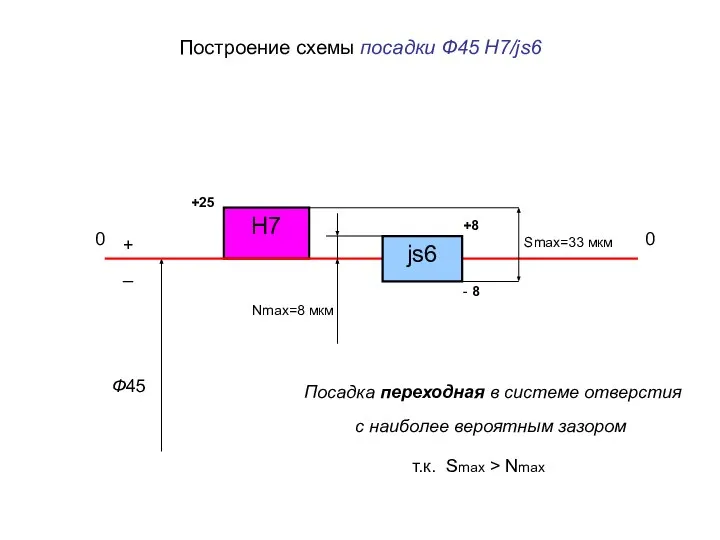 Построение схемы посадки Ф45 H7/js6
Построение схемы посадки Ф45 H7/js6 Коэффициент теплоотдачи при кипении
Коэффициент теплоотдачи при кипении Период, частота и амплитуда переменного тока
Период, частота и амплитуда переменного тока Презентация на тему Масса. Вес и невесомость
Презентация на тему Масса. Вес и невесомость  Давление газа
Давление газа Электростатика. Кроссворд
Электростатика. Кроссворд Фазовая автоподстройка (ФАП) в приемниках ОФМн радиосигналов. Схемы Пистолькорса и Сифорова
Фазовая автоподстройка (ФАП) в приемниках ОФМн радиосигналов. Схемы Пистолькорса и Сифорова Элементы теории поля, используемые в электрофизиологии
Элементы теории поля, используемые в электрофизиологии Расчет механизмов воспламенения. Курковый механизм
Расчет механизмов воспламенения. Курковый механизм Организация исследовательской деятельности школьников на уроках физики с использованием проблемного метода обучения
Организация исследовательской деятельности школьников на уроках физики с использованием проблемного метода обучения Электрический ток в вакууме
Электрический ток в вакууме Тепловое движение. Температура
Тепловое движение. Температура Неравномерное движение (9 класс)
Неравномерное движение (9 класс) Параметры сопряжения деталей
Параметры сопряжения деталей Проектирование производственного участка по техническому обслуживанию и текущему ремонту раздаточной коробки КАМАЗ - 4310
Проектирование производственного участка по техническому обслуживанию и текущему ремонту раздаточной коробки КАМАЗ - 4310 Силы в природе
Силы в природе Минералы. Определение минералов
Минералы. Определение минералов История тепловых двигателей
История тепловых двигателей Физические величины. Измерение физических величин. Точность и погрешность измерений
Физические величины. Измерение физических величин. Точность и погрешность измерений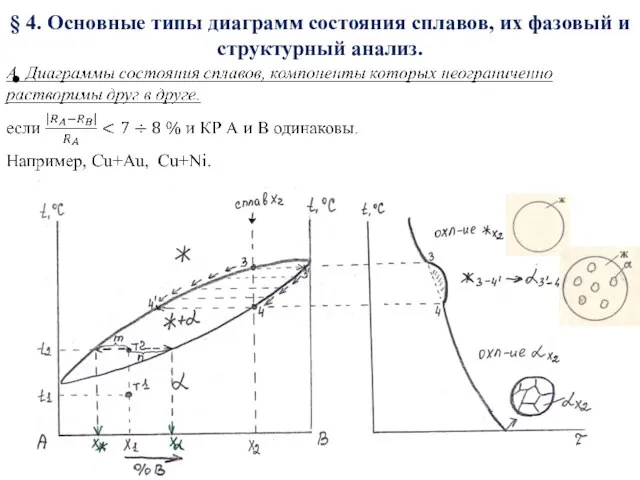 Диаграммы состояния сплавов, их фазовый и структурный анализ
Диаграммы состояния сплавов, их фазовый и структурный анализ Теорема Остроградского-Гаусса для электростатических полей
Теорема Остроградского-Гаусса для электростатических полей Презентация на тему Философские аспекты физики в работах М.А.Маркова
Презентация на тему Философские аспекты физики в работах М.А.Маркова  Физика космоса кружок
Физика космоса кружок Вектор магнитной индукции. Линии магнитной индукции
Вектор магнитной индукции. Линии магнитной индукции Плотность. Решение задач
Плотность. Решение задач