- Тазалау. Тазалаудың мақсаты

Содержание
- 2. Тазалаудың мақсаты Прокаттау нәтижесінде , ыстық штамптау мен өзге де жоғары температурада жүретін процесстерді орындау кезінде
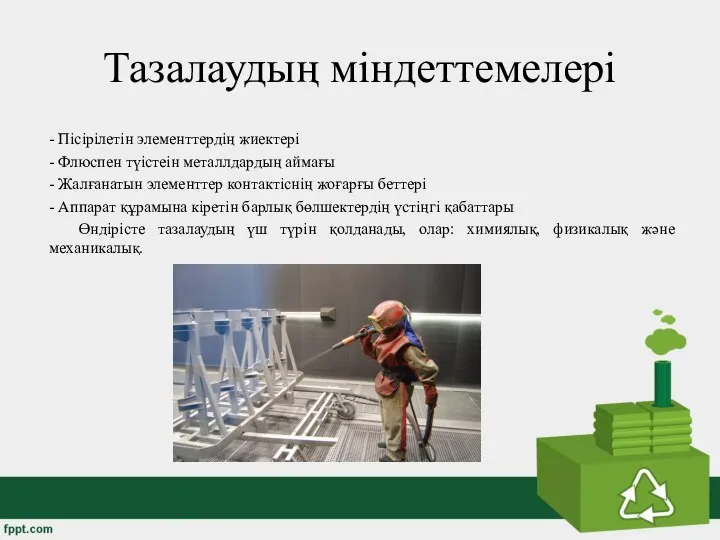
- 3. Тазалаудың міндеттемелері - Пісірілетін элементтердің жиектері - Флюспен түістеін металлдардың аймағы - Жалғанатын элементтер контактіснің жоғарғы
- 4. Химиялық әдіс Химиялық әдіске майсыздандыру, күйдіру. Майсыздандыру дегеніміз химиялық белсенді заттар арқылы майларды сұйылтуды айтады. Бөлшектерді
- 5. Физикалық әдіс Үстіңгі қабатты тазалудың физикалық әдісі. Өндірістерді физикалық тазалаудың ең кеңінен танылған түрі термиялық өңдеу.
- 6. Механикалық әдіс Тазалаудың механикалық әдісі. Өндірісте 0,2-0,8 мм диаметрлі сымдары фланецтерге орнатылған айналатын металл щеткаларды металдың
- 8. Скачать презентацию
Слайд 2Тазалаудың мақсаты
Прокаттау нәтижесінде , ыстық штамптау мен өзге де жоғары температурада жүретін
Тазалаудың мақсаты
Прокаттау нәтижесінде , ыстық штамптау мен өзге де жоғары температурада жүретін

Слайд 3Тазалаудың міндеттемелері
- Пісірілетін элементтердің жиектері
- Флюспен түістеін металлдардың аймағы
- Жалғанатын элементтер контактіснің
Тазалаудың міндеттемелері
- Пісірілетін элементтердің жиектері
- Флюспен түістеін металлдардың аймағы
- Жалғанатын элементтер контактіснің
Слайд 4 Химиялық әдіс
Химиялық әдіске майсыздандыру, күйдіру. Майсыздандыру дегеніміз химиялық белсенді заттар арқылы
Химиялық әдіс
Химиялық әдіске майсыздандыру, күйдіру. Майсыздандыру дегеніміз химиялық белсенді заттар арқылы
Слайд 5Физикалық әдіс
Үстіңгі қабатты тазалудың физикалық әдісі. Өндірістерді физикалық тазалаудың ең кеңінен танылған
Физикалық әдіс
Үстіңгі қабатты тазалудың физикалық әдісі. Өндірістерді физикалық тазалаудың ең кеңінен танылған

Слайд 6 Механикалық әдіс
Тазалаудың механикалық әдісі. Өндірісте 0,2-0,8 мм диаметрлі сымдары фланецтерге орнатылған
Механикалық әдіс
Тазалаудың механикалық әдісі. Өндірісте 0,2-0,8 мм диаметрлі сымдары фланецтерге орнатылған
 Обобщение и повторение за курс основной школы по химии. 9 класс
Обобщение и повторение за курс основной школы по химии. 9 класс Валентность (7 класс)
Валентность (7 класс) Презентация на тему Вода – растворитель
Презентация на тему Вода – растворитель  Презентация на тему Радиация и её воздействие на человека
Презентация на тему Радиация и её воздействие на человека  Полимеры с включением атомов бора и карборановой группировки - полиборорганосилоксаны и поликарборанорганосилосксаны
Полимеры с включением атомов бора и карборановой группировки - полиборорганосилоксаны и поликарборанорганосилосксаны Презентация на тему Химия в криминалистике
Презентация на тему Химия в криминалистике  Периодическая система химических элементов Д.И. Менделеева. Знаки химических элементов
Периодическая система химических элементов Д.И. Менделеева. Знаки химических элементов Изучение ТЭД и ОВР в школьном курсе химии
Изучение ТЭД и ОВР в школьном курсе химии Измеритель концентрации асфальтенов в нефти с погружной решёткой Брэгга
Измеритель концентрации асфальтенов в нефти с погружной решёткой Брэгга Сокровища соляных дворцов
Сокровища соляных дворцов Свойства кислот, оснований и солей как электролитов
Свойства кислот, оснований и солей как электролитов Разминка
Разминка Единый государственный экзамен по ХИМИИ (консультация 3) О.П. Костенко, проректор ГОУ РК «ИПК РО» по НМР
Единый государственный экзамен по ХИМИИ (консультация 3) О.П. Костенко, проректор ГОУ РК «ИПК РО» по НМР Физическая химия
Физическая химия Свойства растворителей
Свойства растворителей Разделение смесей веществ
Разделение смесей веществ Презентация на тему Нанохимия
Презентация на тему Нанохимия  Презентация на тему Величие гениального творчества великого соотечественника
Презентация на тему Величие гениального творчества великого соотечественника  Рівняння характеристики крупності
Рівняння характеристики крупності Спирты. Классификация, изомерия
Спирты. Классификация, изомерия Амины. Аминокислоты
Амины. Аминокислоты Железо
Железо Прикладная геохимия
Прикладная геохимия Скорость химической реакции и химическое равновесие
Скорость химической реакции и химическое равновесие Кислоты. Химический диктант. 8 класс
Кислоты. Химический диктант. 8 класс Подготовка к контрольной работе по теме «Изменения, происходящие с веществами
Подготовка к контрольной работе по теме «Изменения, происходящие с веществами Износостойкие стали и сплавы
Износостойкие стали и сплавы Получение серной кислоты
Получение серной кислоты