- Деформации и напряжения при сварке

Содержание
- 2. План урока 1.ОПРЕДЕЛЕНИЯ И РАЗНОВИДНОСТИ НАПРЯЖЕНИЙ И ДЕФОРМАЦИЙ 2.ОСНОВАНИЯ ДЕФОРМАЦИЙ И НАПРЯЖЕНИЙ 3. НЕРАВНОМЕРНОЕ НАГРЕВАНИЕ МЕТАЛА
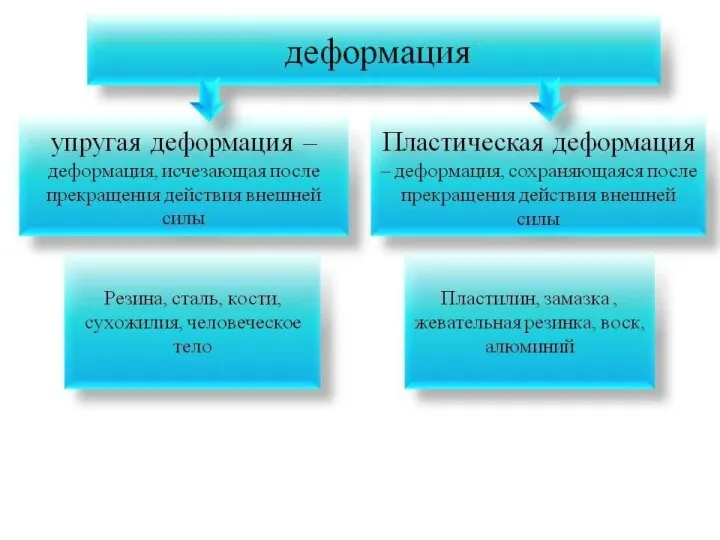
- 4. Деформа́ция (от лат. deformatio — «искажение») — изменение взаимного положения частиц тела, связанное с их перемещением
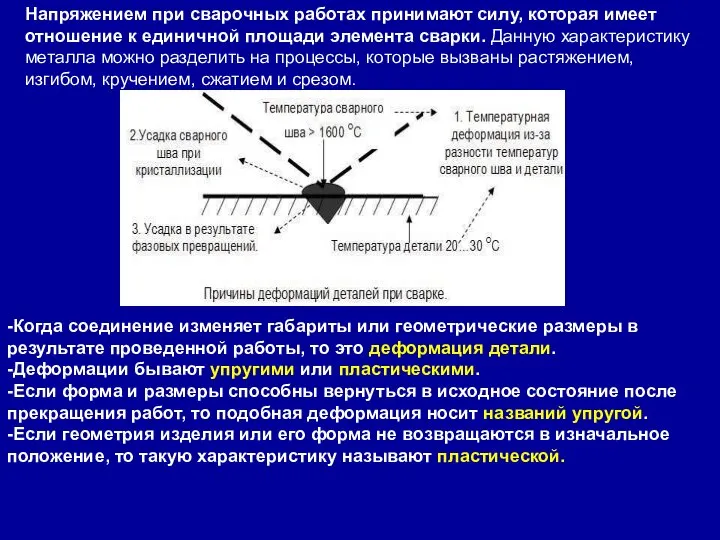
- 7. Напряжением при сварочных работах принимают силу, которая имеет отношение к единичной площади элемента сварки. Данную характеристику
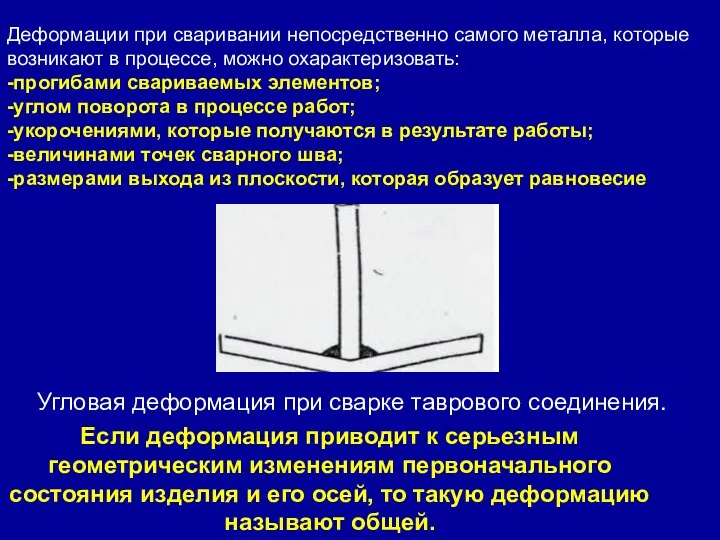
- 9. Деформации при сваривании непосредственно самого металла, которые возникают в процессе, можно охарактеризовать: -прогибами свариваемых элементов; -углом
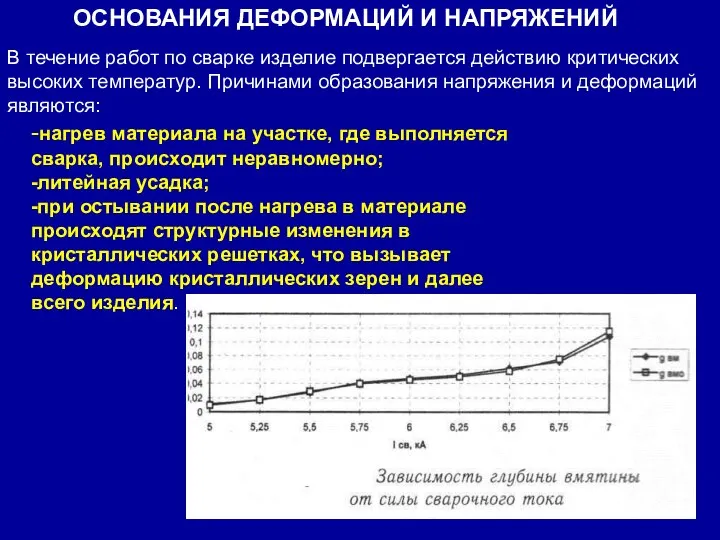
- 10. ОСНОВАНИЯ ДЕФОРМАЦИЙ И НАПРЯЖЕНИЙ В течение работ по сварке изделие подвергается действию критических высоких температур. Причинами
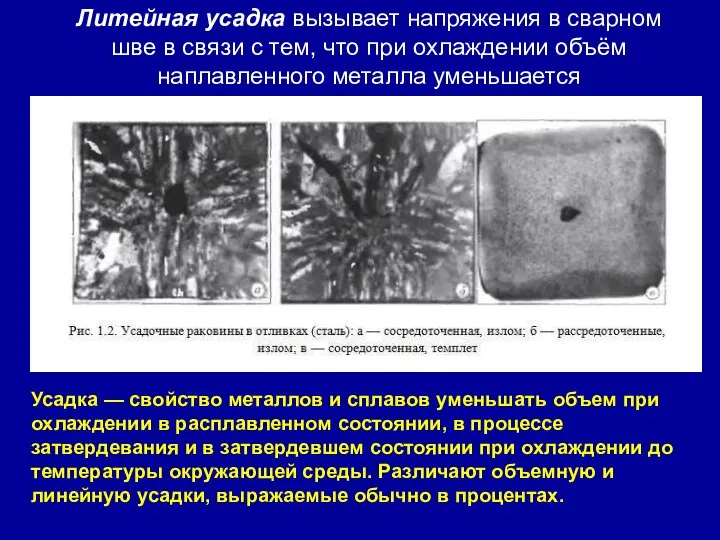
- 11. Литейная усадка вызывает напряжения в сварном шве в связи с тем, что при охлаждении объём наплавленного
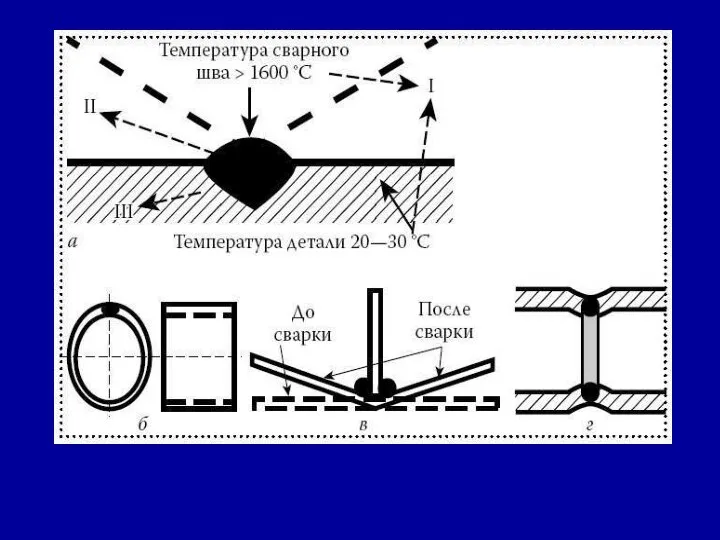
- 12. НЕРАВНОМЕРНОЕ НАГРЕВАНИЕ МЕТАЛА ПРИ СВАРКЕ Все металлы, согласно своим характеристикам, расширяются в результате нагревания длительного или
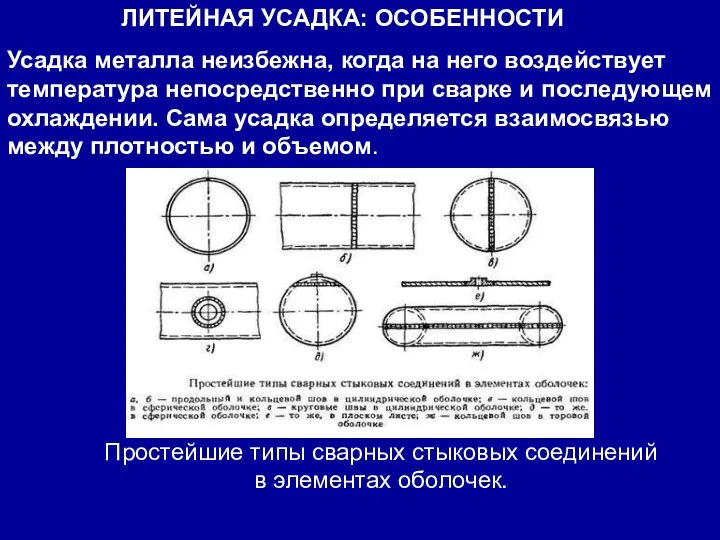
- 14. ЛИТЕЙНАЯ УСАДКА: ОСОБЕННОСТИ Усадка металла неизбежна, когда на него воздействует температура непосредственно при сварке и последующем
- 15. МЕРЫ, КОТОРЫЕ СНИЖАЮТ НАПРЯЖЕНИЯ И ДЕФОРМАЦИИ МЕТАЛЛА ПРИ СВАРКЕ До выполнения сварочных швов. На этапе проектирования
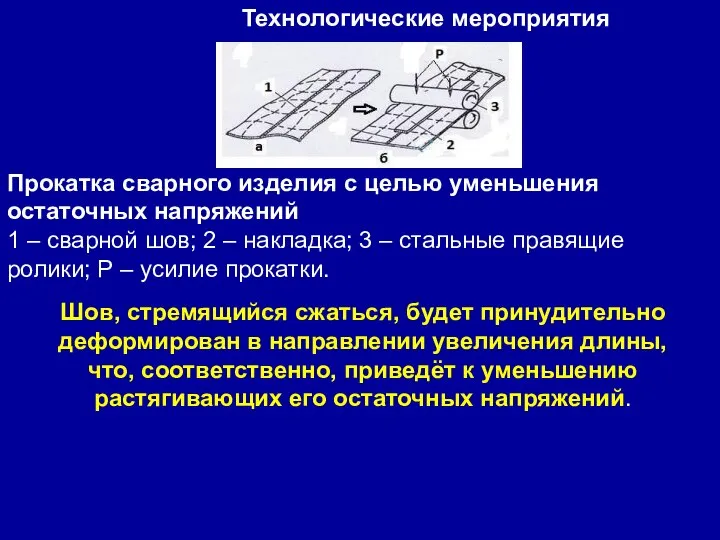
- 16. Прокатка сварного изделия с целью уменьшения остаточных напряжений 1 – сварной шов; 2 – накладка; 3
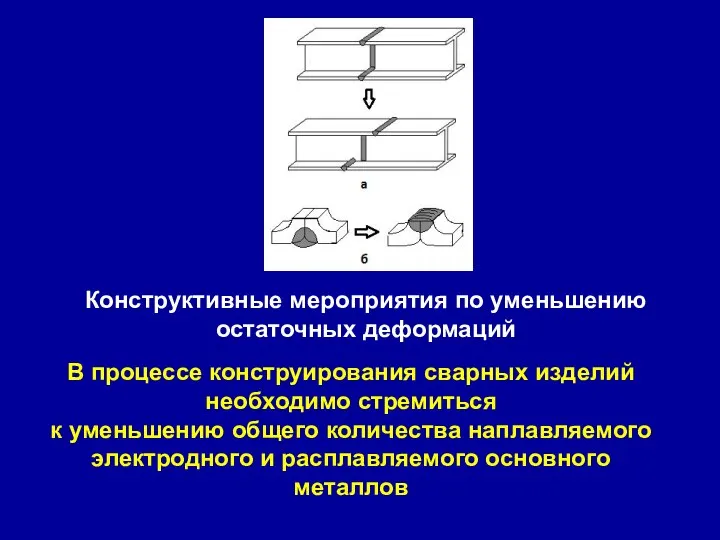
- 17. Конструктивные мероприятия по уменьшению остаточных деформаций В процессе конструирования сварных изделий необходимо стремиться к уменьшению общего
- 18. Конструктивные мероприятия по уменьшению угловых деформаций. При проектировании сварной конструкции необходимо предусматривать конструктивные элементы, снижающие угловые
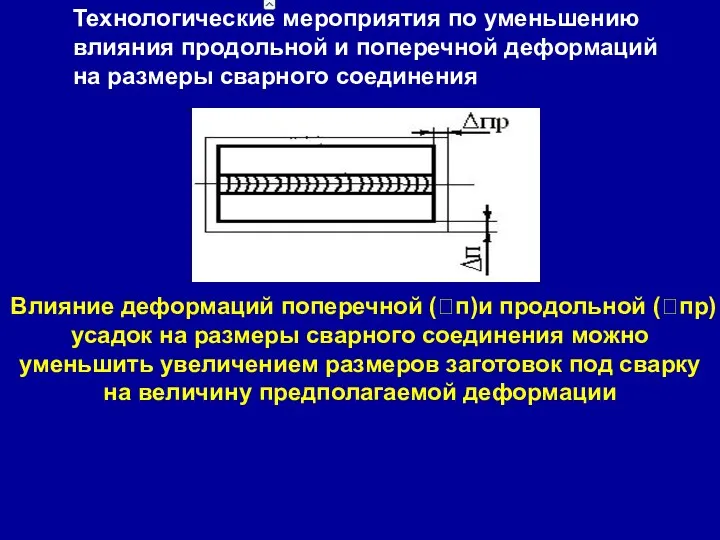
- 19. Технологические мероприятия по уменьшению влияния продольной и поперечной деформаций на размеры сварного соединения Влияние деформаций поперечной
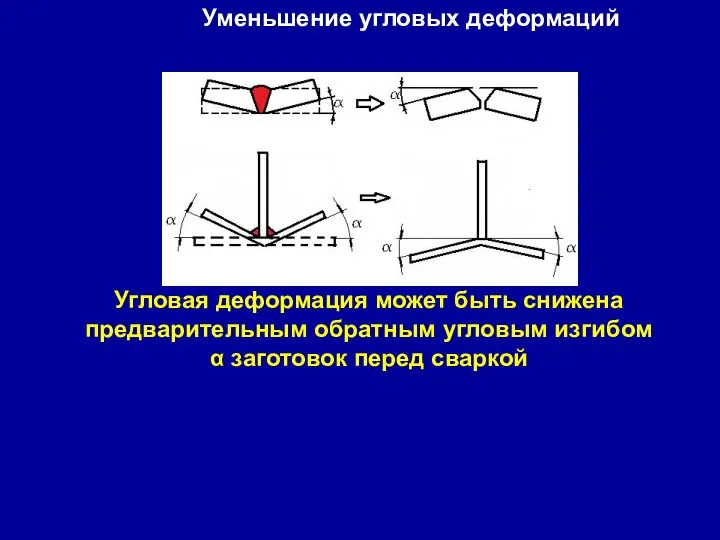
- 20. Уменьшение угловых деформаций Угловая деформация может быть снижена предварительным обратным угловым изгибом α заготовок перед сваркой
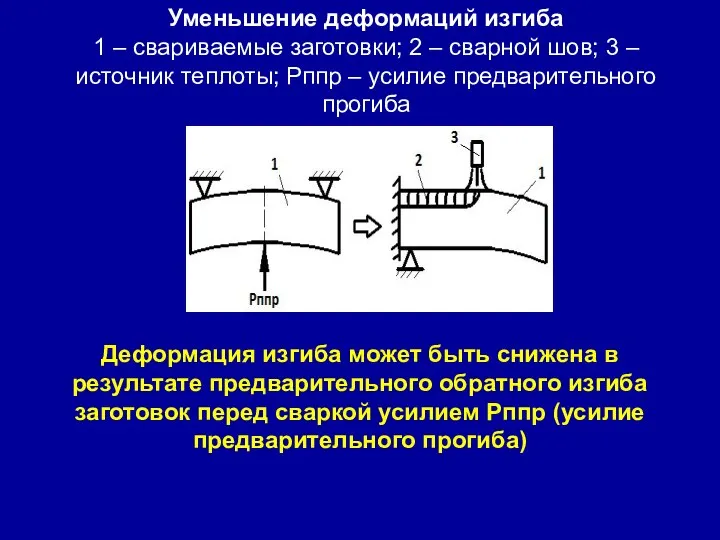
- 21. Уменьшение деформаций изгиба 1 – свариваемые заготовки; 2 – сварной шов; 3 – источник теплоты; Рппр
- 22. Обратноступенчатый способ сварки Сущность сварки обратно-ступенчатым способом заключается в том, что весь шов разбивается на короткие
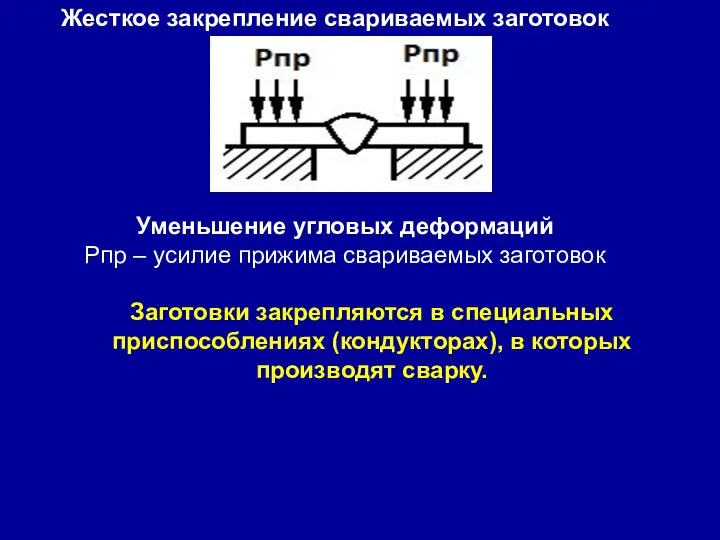
- 23. Жесткое закрепление свариваемых заготовок Уменьшение угловых деформаций Рпр – усилие прижима свариваемых заготовок Заготовки закрепляются в
- 24. Уменьшение угловых деформаций 1…8 - последовательность укладки валиков в процессе сварки стыковых швов Угловая деформация при
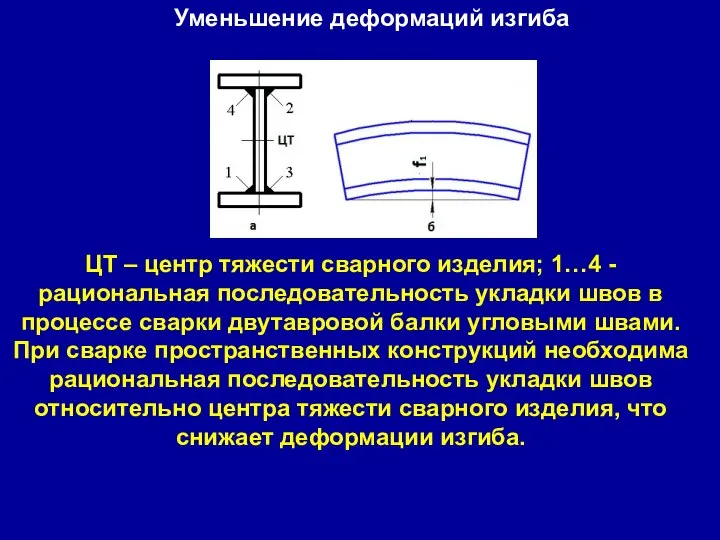
- 25. Уменьшение деформаций изгиба ЦТ – центр тяжести сварного изделия; 1…4 - рациональная последовательность укладки швов в
- 26. Термическая правка местным нагревом 1- форма изделия после сварки; 2- зоны нагрева; 3 – форма изделия
- 28. Скачать презентацию
Слайд 2План урока
1.ОПРЕДЕЛЕНИЯ И РАЗНОВИДНОСТИ НАПРЯЖЕНИЙ И ДЕФОРМАЦИЙ 2.ОСНОВАНИЯ ДЕФОРМАЦИЙ И НАПРЯЖЕНИЙ
3. НЕРАВНОМЕРНОЕ
План урока
1.ОПРЕДЕЛЕНИЯ И РАЗНОВИДНОСТИ НАПРЯЖЕНИЙ И ДЕФОРМАЦИЙ 2.ОСНОВАНИЯ ДЕФОРМАЦИЙ И НАПРЯЖЕНИЙ
3. НЕРАВНОМЕРНОЕ
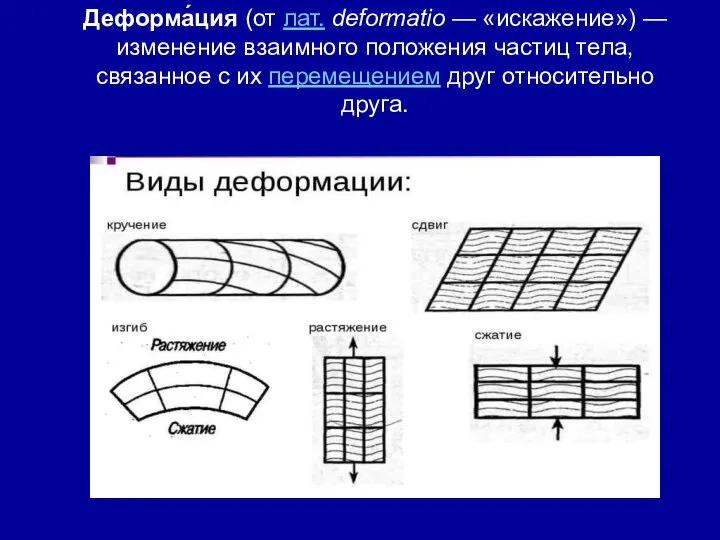
Слайд 4Деформа́ция (от лат. deformatio — «искажение») — изменение взаимного положения частиц тела, связанное с их перемещением друг относительно друга.
Деформа́ция (от лат. deformatio — «искажение») — изменение взаимного положения частиц тела, связанное с их перемещением друг относительно друга.
Слайд 7Напряжением при сварочных работах принимают силу, которая имеет отношение к единичной площади
Напряжением при сварочных работах принимают силу, которая имеет отношение к единичной площади
Слайд 9Деформации при сваривании непосредственно самого металла, которые возникают в процессе, можно охарактеризовать:
-прогибами
Деформации при сваривании непосредственно самого металла, которые возникают в процессе, можно охарактеризовать:
-прогибами
Слайд 10ОСНОВАНИЯ ДЕФОРМАЦИЙ И НАПРЯЖЕНИЙ
В течение работ по сварке изделие подвергается действию критических
ОСНОВАНИЯ ДЕФОРМАЦИЙ И НАПРЯЖЕНИЙ
В течение работ по сварке изделие подвергается действию критических
Слайд 11Литейная усадка вызывает напряжения в сварном шве в связи с тем, что при
Литейная усадка вызывает напряжения в сварном шве в связи с тем, что при
Слайд 12НЕРАВНОМЕРНОЕ НАГРЕВАНИЕ МЕТАЛА ПРИ СВАРКЕ
Все металлы, согласно своим характеристикам, расширяются в результате
НЕРАВНОМЕРНОЕ НАГРЕВАНИЕ МЕТАЛА ПРИ СВАРКЕ
Все металлы, согласно своим характеристикам, расширяются в результате

Слайд 14ЛИТЕЙНАЯ УСАДКА: ОСОБЕННОСТИ
Усадка металла неизбежна, когда на него воздействует температура непосредственно при
ЛИТЕЙНАЯ УСАДКА: ОСОБЕННОСТИ
Усадка металла неизбежна, когда на него воздействует температура непосредственно при
Слайд 15МЕРЫ, КОТОРЫЕ СНИЖАЮТ НАПРЯЖЕНИЯ И ДЕФОРМАЦИИ МЕТАЛЛА ПРИ СВАРКЕ
До выполнения сварочных швов.
На
МЕРЫ, КОТОРЫЕ СНИЖАЮТ НАПРЯЖЕНИЯ И ДЕФОРМАЦИИ МЕТАЛЛА ПРИ СВАРКЕ
До выполнения сварочных швов.
На
Слайд 16
Прокатка сварного изделия с целью уменьшения остаточных напряжений
1 – сварной шов;
Прокатка сварного изделия с целью уменьшения остаточных напряжений
1 – сварной шов;
Слайд 17Конструктивные мероприятия по уменьшению остаточных деформаций
В процессе конструирования сварных изделий необходимо стремиться
к
Конструктивные мероприятия по уменьшению остаточных деформаций
В процессе конструирования сварных изделий необходимо стремиться
к
Слайд 18Конструктивные мероприятия по уменьшению угловых деформаций.
При проектировании сварной конструкции необходимо предусматривать конструктивные
Конструктивные мероприятия по уменьшению угловых деформаций.
При проектировании сварной конструкции необходимо предусматривать конструктивные

Слайд 19Технологические мероприятия по уменьшению влияния продольной и поперечной деформаций на размеры сварного
Технологические мероприятия по уменьшению влияния продольной и поперечной деформаций на размеры сварного
Слайд 20Уменьшение угловых деформаций
Угловая деформация может быть снижена предварительным обратным угловым изгибом α
Уменьшение угловых деформаций
Угловая деформация может быть снижена предварительным обратным угловым изгибом α
Слайд 21Уменьшение деформаций изгиба
1 – свариваемые заготовки; 2 – сварной шов; 3 –
Уменьшение деформаций изгиба
1 – свариваемые заготовки; 2 – сварной шов; 3 –
Слайд 22Обратноступенчатый способ сварки
Сущность сварки обратно-ступенчатым способом заключается в том, что весь шов
Обратноступенчатый способ сварки
Сущность сварки обратно-ступенчатым способом заключается в том, что весь шов

Слайд 23Жесткое закрепление свариваемых заготовок
Уменьшение угловых деформаций
Рпр – усилие прижима свариваемых заготовок
Заготовки закрепляются
Жесткое закрепление свариваемых заготовок
Уменьшение угловых деформаций
Рпр – усилие прижима свариваемых заготовок
Заготовки закрепляются
Слайд 24Уменьшение угловых деформаций 1…8 - последовательность укладки валиков в процессе сварки стыковых швов
Угловая деформация
Уменьшение угловых деформаций 1…8 - последовательность укладки валиков в процессе сварки стыковых швов
Угловая деформация

Слайд 25Уменьшение деформаций изгиба
ЦТ – центр тяжести сварного изделия; 1…4 - рациональная последовательность
Уменьшение деформаций изгиба
ЦТ – центр тяжести сварного изделия; 1…4 - рациональная последовательность
Слайд 26Термическая правка местным нагревом
1- форма изделия после сварки; 2- зоны нагрева; 3
Термическая правка местным нагревом
1- форма изделия после сварки; 2- зоны нагрева; 3

 Вода - главный источник жизни
Вода - главный источник жизни Презентация на тему Все про медведей
Презентация на тему Все про медведей Интерактивная игра-викторина О чем расскажет памятник…
Интерактивная игра-викторина О чем расскажет памятник… ustanovka_denvera
ustanovka_denvera День Конституции. Интерактивная викторина - раскраска
День Конституции. Интерактивная викторина - раскраска Все народы воспевают материнство
Все народы воспевают материнство Понятие и виды временной нетрудоспособности. Пособия
Понятие и виды временной нетрудоспособности. Пособия Презентация на тему Урок Photoshop
Презентация на тему Урок Photoshop Семейный бюджет
Семейный бюджет 1136315
1136315 Презентация на тему Чудеса архитектуры
Презентация на тему Чудеса архитектуры  Создание единого китайского государства
Создание единого китайского государства Анималистика в творчестве Л. В. Позена
Анималистика в творчестве Л. В. Позена СИСТЕМА РАБОТЫ МОУ ГИМНАЗИЯ №5 ПО ДУХОВНО-НРАВСТВЕННОМУ ВОСПИТАНИЮ И РЕЛИГИОВЕДЧЕСКОМУ ОБРАЗОВАНИЮ2011г.
СИСТЕМА РАБОТЫ МОУ ГИМНАЗИЯ №5 ПО ДУХОВНО-НРАВСТВЕННОМУ ВОСПИТАНИЮ И РЕЛИГИОВЕДЧЕСКОМУ ОБРАЗОВАНИЮ2011г. Основные направления введения нормативно-подушевого финансирования и новой системы оплаты труда педагогических работников
Основные направления введения нормативно-подушевого финансирования и новой системы оплаты труда педагогических работников Справочник колориста. Описание цветных компонентов
Справочник колориста. Описание цветных компонентов Тестируем производительность: результаты нагрузочного тестирования, выполненного компаниями «1С-Битрикс», «Онтико» и .masterhost
Тестируем производительность: результаты нагрузочного тестирования, выполненного компаниями «1С-Битрикс», «Онтико» и .masterhost Проведение капитального ремонта на участке железной дороги, содержащем водопропускные сооружения
Проведение капитального ремонта на участке железной дороги, содержащем водопропускные сооружения Менеджмент. Основные понятия
Менеджмент. Основные понятия Внимание!
Внимание! ПЕДАГОГИЧЕСКИЙ СОВЕТНА ТЕМУ
ПЕДАГОГИЧЕСКИЙ СОВЕТНА ТЕМУ МедСофт 2009 Андрей Хаустов Менеджер по развитию бизнеса Департамент комплексных мобильных решений Email:
МедСофт 2009 Андрей Хаустов Менеджер по развитию бизнеса Департамент комплексных мобильных решений Email:  Создание проекта Zend
Создание проекта Zend План муниципальной площадки по образовательной области Физическое развития для инструкторов ФИЗО г. Чебоксары
План муниципальной площадки по образовательной области Физическое развития для инструкторов ФИЗО г. Чебоксары Цветовое решение интерьера гостиничных номеров. Практическая № 19
Цветовое решение интерьера гостиничных номеров. Практическая № 19 Теории научения в современной психологии
Теории научения в современной психологии Приемная кампания 2012
Приемная кампания 2012 Конкурскультурно-образовательных инициатив
Конкурскультурно-образовательных инициатив