- Электрическая дуга при сварке

Содержание
- 2. Природа сварочной дуги Электрическая дуга представляет собой один из видов электрических разрядов в газах, при котором
- 3. Сварочная дуга представляет собой электрический дуговой разряд в ионизированной смеси не только газов, но и паров
- 4. Дуга является частью электрической сварочной цепи. При сварке на постоянном токе электрод, подсоединенный к положительному полюсу
- 5. Возбуждение дуги При коротком замыкании электрода и детали в местах касания их поверхности разогреваются. При размыкании
- 6. Зажигание дуги Зажигание дуги при сварке плавящимся электродом также начинается с короткого замыкания. Из-за шероховатости поверхностей
- 7. Области дугового промежутка По длине дугового промежутка можно выделить три области : катодную, анодную и находящийся
- 8. Классификация сварочной дуги по применяемым электродам — с плавящимся и неплавящимся; по степени сжатия дуги —свободная
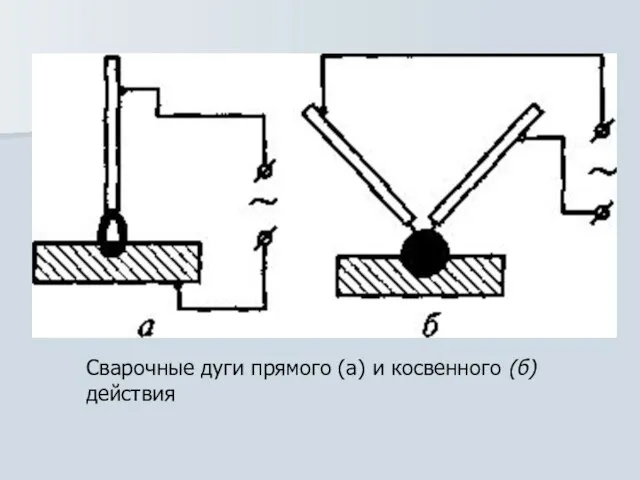
- 9. Сварочные дуги прямого (а) и косвенного (б) действия
- 10. При применении постоянного тока различают сварку на прямой и обратной полярности. При сварке на прямой полярности
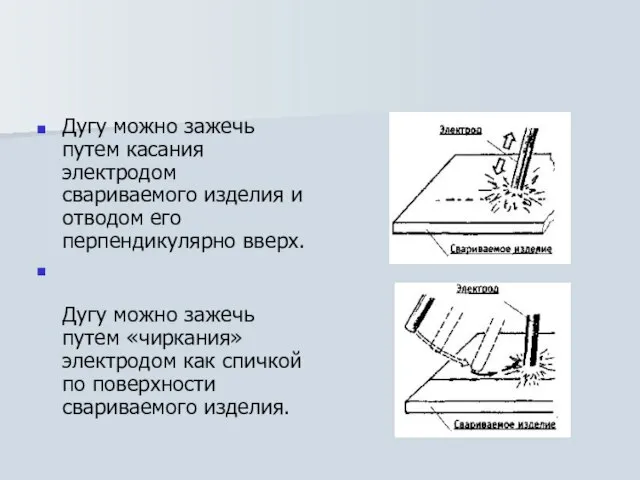
- 11. Дугу можно зажечь путем касания электродом свариваемого изделия и отводом его перпендикулярно вверх. Дугу можно зажечь
- 12. Способы возбуждения дуги два основных способа возбуждения дуги: способ короткого замыкания и способ высоковольтного высокочастотного разряда.
- 13. При втором способе возбуждения дуговой разряд развивается из искрового. Для создания искрового разряда используют специальное устройство
- 14. Условия зажигания и устойчивость горения дуги Условия зажигания и устойчивого горения дуги зависят от таких факторов,
- 15. Для зажигания дуги требуется большее напряжение, чем напряжение для горения дуги. Напряжение, подводимое от источника питания
- 16. Условие зажигания и горения дуги Первое условие зажигания и горения дуги — наличие электрического источника питания
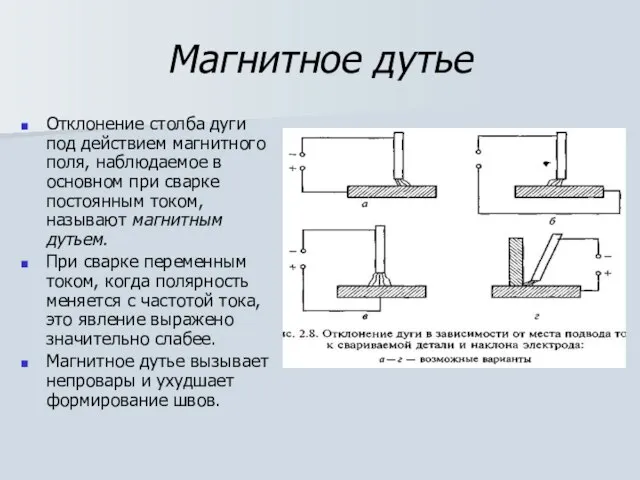
- 17. Магнитное дутье Отклонение столба дуги под действием магнитного поля, наблюдаемое в основном при сварке постоянным током,
- 18. Перенос металла может быть различным: крупнокапельный (характерен сварочная ванна для ручной дуговой сварки покрытым электродом) мелкокапельный
- 19. Основная характеристика плавления электрода — линейная скорость его расплавления в единицу времени, которая зависит от состава
- 20. При плавлении на торце электрода образуется капля жидкого металла. Характер переноса электродного металла зависит от соотношения
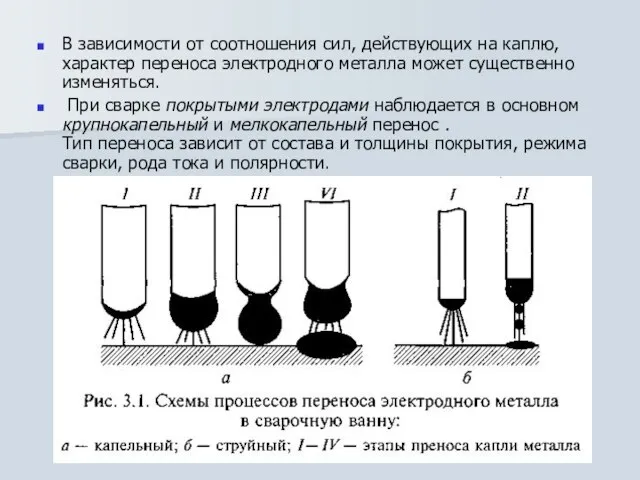
- 21. В зависимости от соотношения сил, действующих на каплю, характер переноса электродного металла может существенно изменяться. При
- 22. Для электродов с основным покрытием характерен крупнокапельный перенос металла в широком диапазоне режимов сварки, что обусловлено
- 23. Столб дуги Основным процессом здесь является ионизация, или образование заряженных частиц газа. Температура столба дуги достигает
- 24. Формирование сварочной ванны Образование сварочной ванны — важнейший этап получения соединения при сварке плавлением. От формы
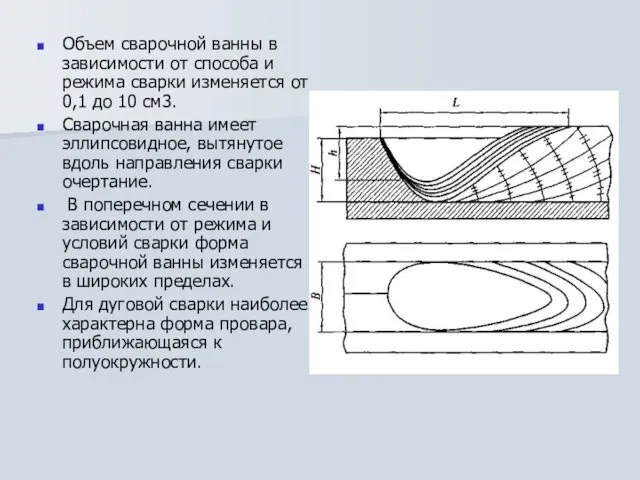
- 25. Объем сварочной ванны в зависимости от способа и режима сварки изменяется от 0,1 до 10 см3.
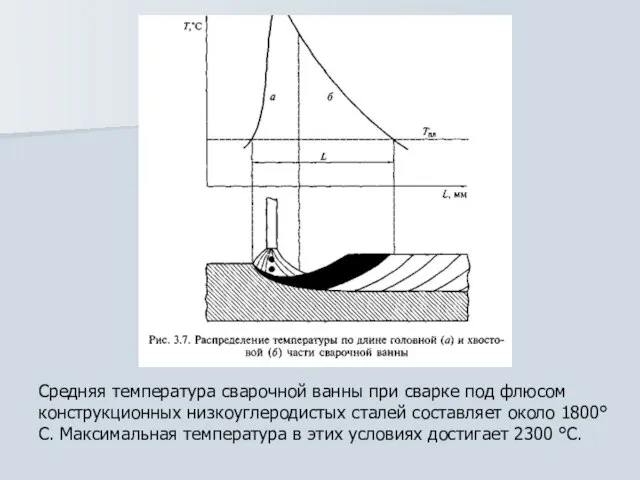
- 26. Средняя температура сварочной ванны при сварке под флюсом конструкционных низкоуглеродистых сталей составляет около 1800°С. Максимальная температура
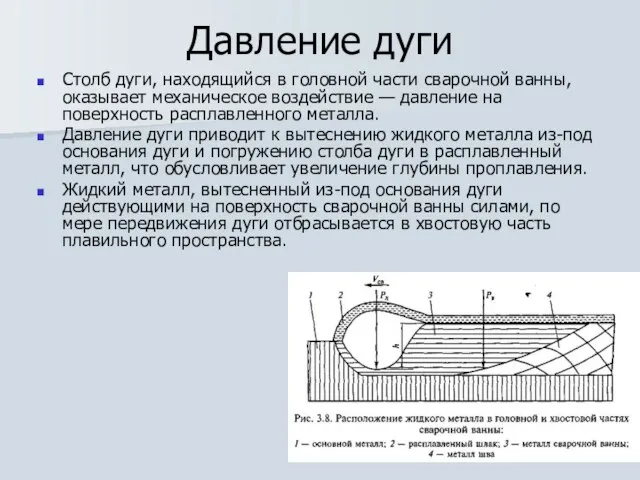
- 27. Давление дуги Столб дуги, находящийся в головной части сварочной ванны, оказывает механическое воздействие — давление на
- 29. Скачать презентацию
Слайд 2Природа сварочной дуги
Электрическая дуга представляет собой один из видов электрических разрядов
Природа сварочной дуги
Электрическая дуга представляет собой один из видов электрических разрядов
Слайд 3Сварочная дуга представляет собой электрический дуговой разряд в ионизированной смеси не только
Сварочная дуга представляет собой электрический дуговой разряд в ионизированной смеси не только
Слайд 4Дуга является частью электрической сварочной цепи. При сварке на постоянном токе электрод,
Дуга является частью электрической сварочной цепи. При сварке на постоянном токе электрод,
Слайд 5Возбуждение дуги
При коротком замыкании электрода и детали в местах касания их
Возбуждение дуги
При коротком замыкании электрода и детали в местах касания их
Слайд 6Зажигание дуги
Зажигание дуги при сварке плавящимся электродом также начинается с короткого замыкания.
Зажигание дуги
Зажигание дуги при сварке плавящимся электродом также начинается с короткого замыкания.
Слайд 7Области дугового промежутка
По длине дугового промежутка можно выделить три области :
Области дугового промежутка
По длине дугового промежутка можно выделить три области :
Слайд 8Классификация сварочной дуги
по применяемым электродам — с плавящимся и неплавящимся;
по степени сжатия
Классификация сварочной дуги
по применяемым электродам — с плавящимся и неплавящимся;
по степени сжатия
Слайд 9Сварочные дуги прямого (а) и косвенного (б) действия
Сварочные дуги прямого (а) и косвенного (б) действия
Слайд 10При применении постоянного
тока различают сварку на прямой и обратной полярности.
При сварке на
При применении постоянного
тока различают сварку на прямой и обратной полярности.
При сварке на

Слайд 11Дугу можно зажечь путем касания электродом свариваемого изделия и отводом его перпендикулярно
Дугу можно зажечь путем касания электродом свариваемого изделия и отводом его перпендикулярно
Слайд 12Способы возбуждения дуги
два основных способа возбуждения дуги: способ короткого замыкания и способ
Способы возбуждения дуги
два основных способа возбуждения дуги: способ короткого замыкания и способ
Слайд 13При втором способе возбуждения дуговой разряд развивается из искрового.
Для создания искрового
При втором способе возбуждения дуговой разряд развивается из искрового.
Для создания искрового
Слайд 14Условия зажигания и устойчивость горения дуги
Условия зажигания и устойчивого горения дуги
Условия зажигания и устойчивость горения дуги
Условия зажигания и устойчивого горения дуги
Слайд 15Для зажигания дуги требуется большее напряжение, чем напряжение для горения дуги.
Напряжение,
Для зажигания дуги требуется большее напряжение, чем напряжение для горения дуги.
Напряжение,
Слайд 16Условие зажигания и горения дуги
Первое условие зажигания и горения дуги — наличие
Условие зажигания и горения дуги
Первое условие зажигания и горения дуги — наличие
Слайд 17Магнитное дутье
Отклонение столба дуги под действием магнитного поля, наблюдаемое в основном при
Магнитное дутье
Отклонение столба дуги под действием магнитного поля, наблюдаемое в основном при
Слайд 18 Перенос металла может быть различным:
крупнокапельный (характерен сварочная ванна для ручной дуговой сварки
Перенос металла может быть различным:
крупнокапельный (характерен сварочная ванна для ручной дуговой сварки
Слайд 19Основная характеристика плавления электрода — линейная скорость его расплавления в единицу времени,
Основная характеристика плавления электрода — линейная скорость его расплавления в единицу времени,
Слайд 20При плавлении на торце электрода образуется капля жидкого металла.
Характер переноса электродного металла
При плавлении на торце электрода образуется капля жидкого металла.
Характер переноса электродного металла
Слайд 21В зависимости от соотношения сил, действующих на каплю,
характер переноса электродного металла может
В зависимости от соотношения сил, действующих на каплю, характер переноса электродного металла может
Слайд 22Для электродов с основным покрытием характерен крупнокапельный перенос металла в широком диапазоне
Для электродов с основным покрытием характерен крупнокапельный перенос металла в широком диапазоне
Слайд 23Столб дуги
Основным процессом здесь является ионизация, или образование заряженных частиц газа.
Температура столба
Столб дуги
Основным процессом здесь является ионизация, или образование заряженных частиц газа.
Температура столба

Слайд 24Формирование сварочной ванны
Образование сварочной ванны — важнейший этап получения соединения при сварке
Формирование сварочной ванны
Образование сварочной ванны — важнейший этап получения соединения при сварке
Слайд 25Объем сварочной ванны в зависимости от способа и режима сварки изменяется от
Объем сварочной ванны в зависимости от способа и режима сварки изменяется от
Слайд 26Средняя температура сварочной ванны при сварке под флюсом конструкционных низкоуглеродистых сталей составляет
Средняя температура сварочной ванны при сварке под флюсом конструкционных низкоуглеродистых сталей составляет
Слайд 27Давление дуги
Столб дуги, находящийся в головной части сварочной ванны,
оказывает механическое воздействие —
Давление дуги
Столб дуги, находящийся в головной части сварочной ванны, оказывает механическое воздействие —
 Мини - волейбол. Игра по упращенным правилам
Мини - волейбол. Игра по упращенным правилам Страхование ВЭД
Страхование ВЭД Непрерывное медицинское и фармацевтическое образование
Непрерывное медицинское и фармацевтическое образование Презентация на тему Франц Шуберт
Презентация на тему Франц Шуберт  Аномия и девиантное поведение
Аномия и девиантное поведение Додавання і віднімання дробів з різними знаменниками
Додавання і віднімання дробів з різними знаменниками Исаак Ильич Левитан
Исаак Ильич Левитан Магазин музыкальных инструментов Rock Line Magazi
Магазин музыкальных инструментов Rock Line Magazi Веганская уха
Веганская уха Реклама - распространяемая в любой форме, с помощью любых средств информация о физическом или юридическом лице, товарах, идеях и н
Реклама - распространяемая в любой форме, с помощью любых средств информация о физическом или юридическом лице, товарах, идеях и н Пещерные храмы Китая
Пещерные храмы Китая Контекстная реклама МетаКонтекст
Контекстная реклама МетаКонтекст Исследование почвы на наличие в ней тяжелых металлов химическим путем
Исследование почвы на наличие в ней тяжелых металлов химическим путем Носители информации
Носители информации Великий, могучий русский язык. Агитационная акция С книгой в 21 век
Великий, могучий русский язык. Агитационная акция С книгой в 21 век Монголо-татары
Монголо-татары Население
Население Масиви Object Delphi
Масиви Object Delphi “Природоохранные технологии” ООО. Варианты размещения КНС 4200 м3/сут мкр.Купелинка
“Природоохранные технологии” ООО. Варианты размещения КНС 4200 м3/сут мкр.Купелинка Устройство детей-сирот, детей, оставшихся без попечения родителей, в семьи на территории Пермского края
Устройство детей-сирот, детей, оставшихся без попечения родителей, в семьи на территории Пермского края 技术和科学的新形式在因特网的作用, 互联网实际应用 以及建设领域和科学知识的传播和流行 Применение Интернета в распространении научно-популярных знаний Лекция №6
技术和科学的新形式在因特网的作用, 互联网实际应用 以及建设领域和科学知识的传播和流行 Применение Интернета в распространении научно-популярных знаний Лекция №6 Три состояния воды
Три состояния воды Презентация на тему Англия и Шотландия
Презентация на тему Англия и Шотландия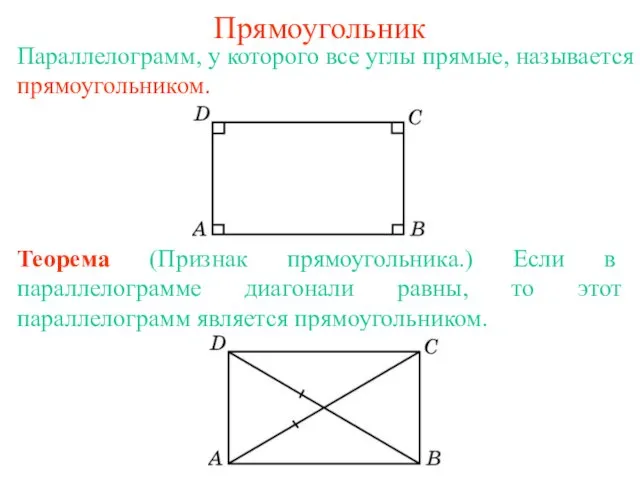 Прямоугольник
Прямоугольник Методы планирования. Экстраполяция. Балансовый метод. Методы календарного планирования
Методы планирования. Экстраполяция. Балансовый метод. Методы календарного планирования Федеральный законодательный процесс
Федеральный законодательный процесс Spot wizerunkowy
Spot wizerunkowy Тема урока:
Тема урока: