- Инженерная графика

Содержание
- 2. ВИДЫ СОЕДИНЕНИЯ ДЕТАЛЕЙ И ИХ ИЗОБРАЖЕНИЕ НА ЧЕРТЕЖАХ В приборах, машинах, установках – во всевозможных изделиях
- 3. Соединения деталей характеризуются различными конструктивными, технологическими и экономическими факторами, такими как: степень относительной подвижности; возможность сборки;
- 4. подвижные и неподвижные соединения По конструкции и условиям эксплуатации соединения деталей могут быть разделены на подвижные
- 5. Детали подвижных соединений имеют возможность относительного перемещения в рабочем состоянии по некоторым траекториям, определяемым кинематической схемой,
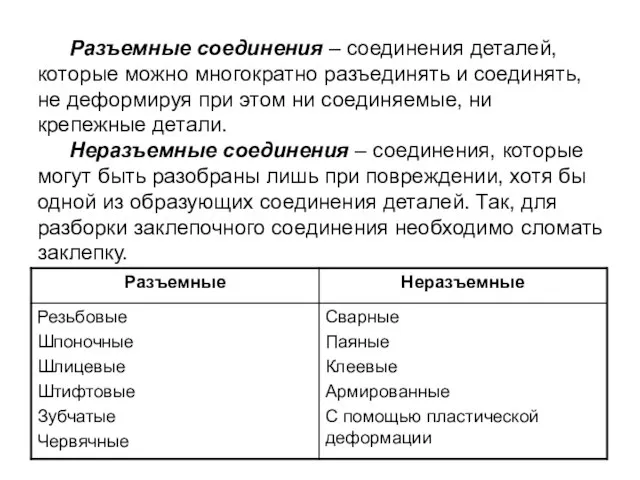
- 6. Разъемные соединения – соединения деталей, которые можно многократно разъединять и соединять, не деформируя при этом ни
- 7. УСЛОВНО-РАЗЪЕМНЫЕ СОЕДИНЕНИЯ Соединение с натягом — технологическая операция получения условно разъёмного соединения, которое получается при вставлении
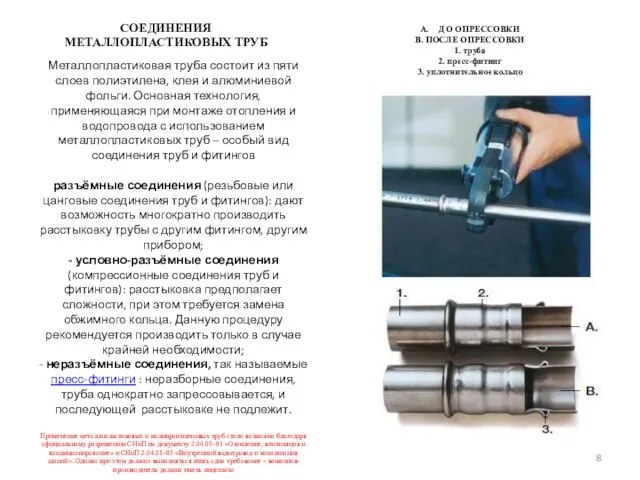
- 8. СОЕДИНЕНИЯ МЕТАЛЛОПЛАСТИКОВЫХ ТРУБ Металлопластиковая труба состоит из пяти слоев полиэтилена, клея и алюминиевой фольги. Основная технология,
- 9. ПАЙКА, СКЛЕИВАНИЕ
- 10. СОЕДИНЕНИЯ НА ШПОНКАХ Соединение шпоночное состоит из вала, колеса и шпонки. Шпонка представляет собой деталь призматической
- 11. соединения на клиновидных шпонках
- 12. Сварные соединения
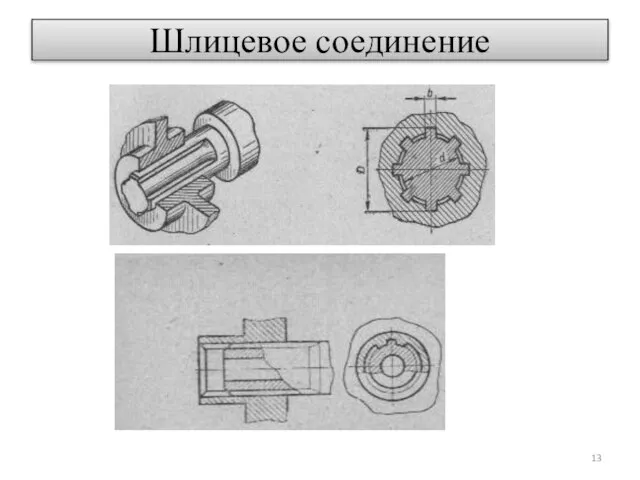
- 13. Шлицевое соединение
- 14. Чертеж шлицевого соединения
- 15. ШЛИЦЕВОЕ (ЗУБЧАТОЕ) СОЕДИНЕНИЕ Шлицевое (зубчатое) соединение - соединение вала (охватываемой поверхности) и отверстия (охватывающей поверхности) с
- 16. ШТИФТОВОЕ СОЕДИНЕНИЕ Соединение штифтами цилиндрическими или коническими – используется для точной взаимной фиксации скрепляемых деталей. Цилиндрические
- 17. Шплинтовое соединение ШПЛИНТЫ применяют для ограничения осевого перемещения деталей стопорения корончатых гаек.
- 18. Зубчатое колесо
- 19. ЗУБЧАТЫЕ ПЕРЕДАЧИ
- 20. Соединения на заклепках
- 21. Резьбовые соединения Соединение деталей с помощью резьбы, обеспечивающее их относительную неподвижность или перемещение одной детали относительно
- 22. Резьба - чередующиеся выступы и впадины на поверхности тела вращения, расположенные по винтовой линии; применяется как
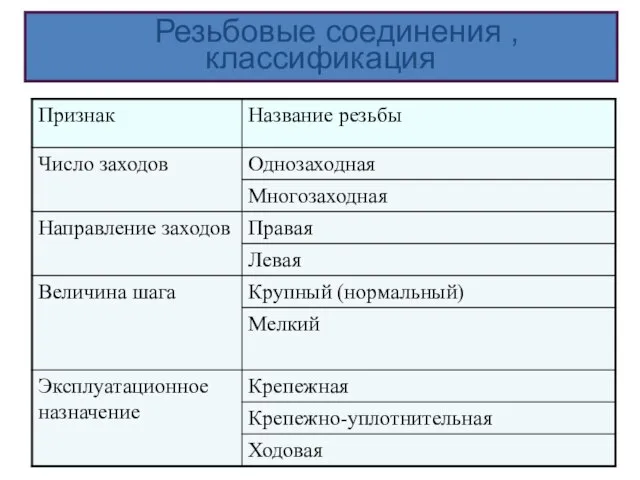
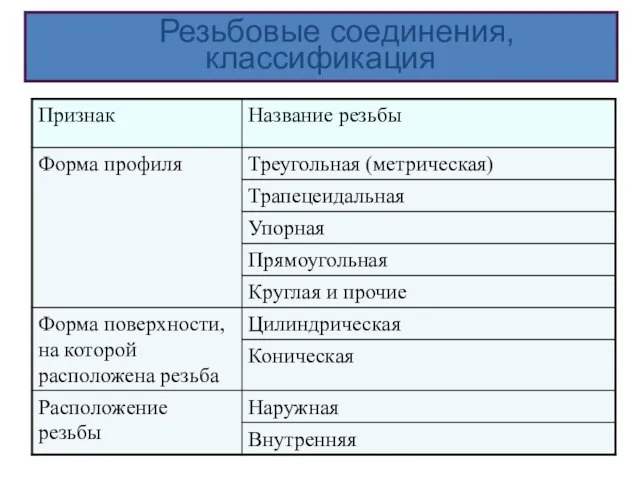
- 23. КЛАССИФИКАЦИЯ РЕЗЬБЫ
- 24. Резьбовые соединения , классификация
- 25. Резьбовые соединения, классификация
- 26. В резьбовом соединении одна из деталей имеет наружную резьбу, другая – внутреннюю. Наружная резьба выполняется на
- 27. Резьба любого типа изображается на чертежах одинаково, в соответствии с ГОСТ 2.311–68. Резьба на стержне (наружная)
- 28. Сплошную тонкую линию по внутреннему диаметру резьбы проводят на всю длину резьбы, включая фаску. На видах,
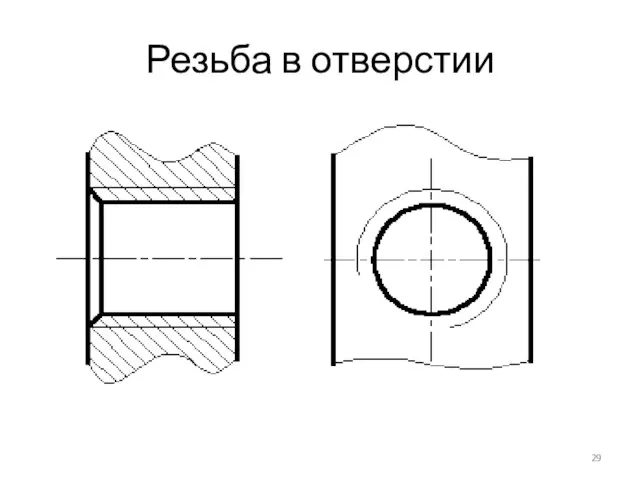
- 29. Резьба в отверстии
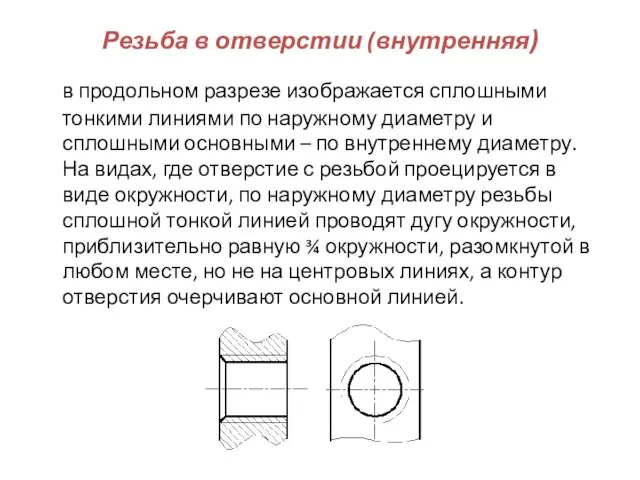
- 30. Резьба в отверстии (внутренняя) в продольном разрезе изображается сплошными тонкими линиями по наружному диаметру и сплошными
- 31. Технологические элементы резьбы это сбеги, недорезы, проточки и фаски . Форму и размеры этих элементов в
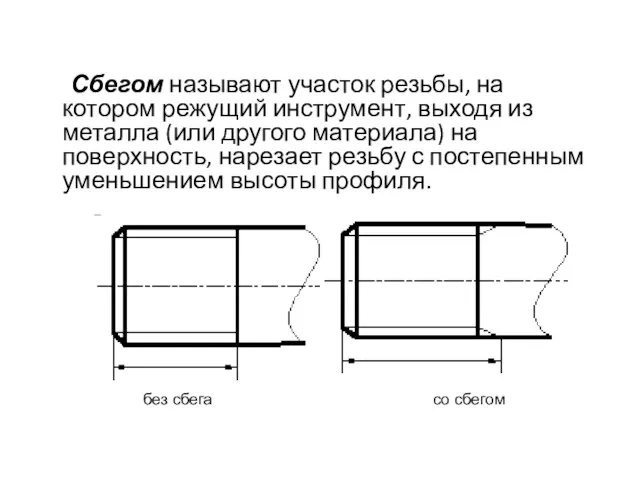
- 32. Сбегом называют участок резьбы, на котором режущий инструмент, выходя из металла (или другого материала) на поверхность,
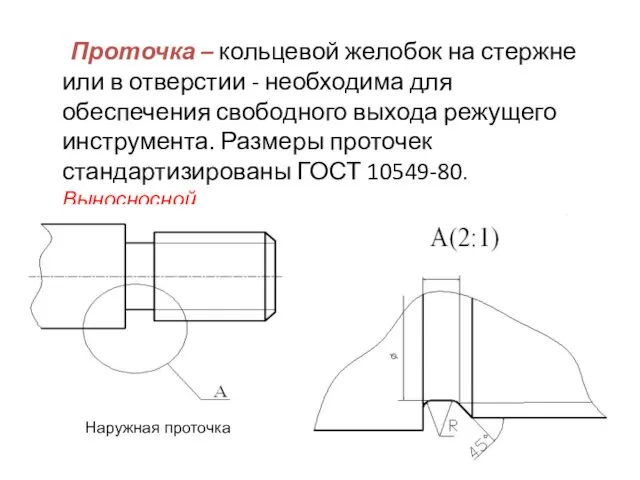
- 33. Проточка – кольцевой желобок на стержне или в отверстии - необходима для обеспечения свободного выхода режущего
- 34. Недорезом называют участок, включающий в себя сбег и оставшуюся ненарезанной часть стержня или отверстия.
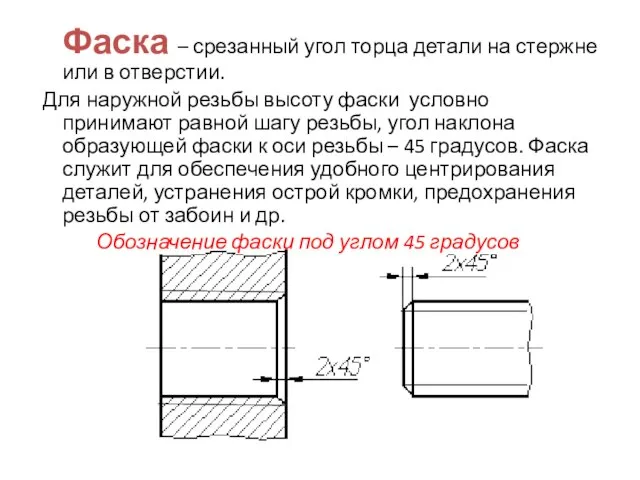
- 35. Фаска – срезанный угол торца детали на стержне или в отверстии. Для наружной резьбы высоту фаски
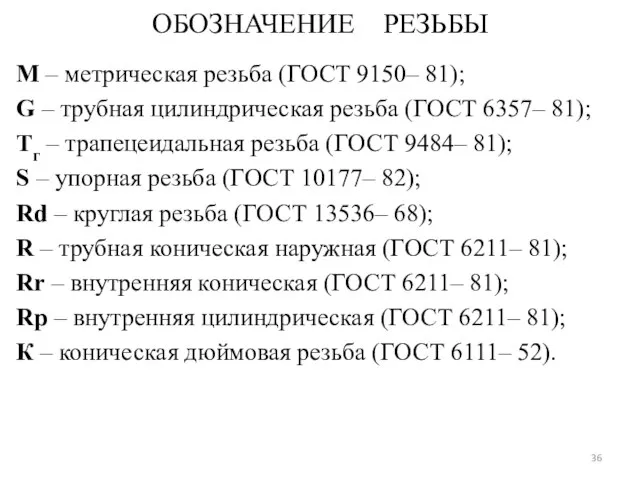
- 36. ОБОЗНАЧЕНИЕ РЕЗЬБЫ М – метрическая резьба (ГОСТ 9150– 81); G – трубная цилиндрическая резьба (ГОСТ 6357–
- 37. ПРИМЕРЫ ОБОЗНАЧЕНИЯ РЕЗЬБ Поле допуска и класс точности резьбы на учебных чертежах можно не проставлять. М
- 38. РЕЗЬБА КРУГЛАЯ ДЛЯ САНИТАРНО-ТЕХНИЧЕСКОЙ АРМАТУРЫ. ПРОФИЛЬ, ОСНОВНЫЕ РАЗМЕРЫ, ДОПУСКИ ГОСТ13536-68 Дата введения 01.01.70 1. Настоящий стандарт
- 39. Метрическая резьба Резьба с профилем равностороннего треугольника (с углом при вершине 60º) называется метрической (с таким
- 40. Обозначение метрической резьбы Метрические резьбы могут выполняться с крупным (единственным для данного диаметра резьбы) и мелким
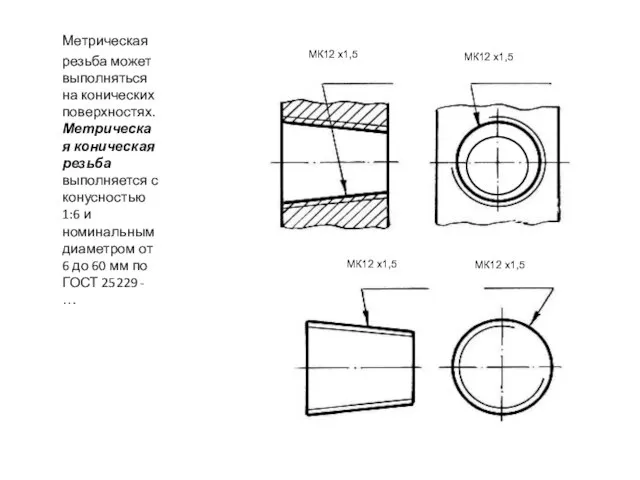
- 41. Метрическая резьба может выполняться на конических поверхностях. Метрическая коническая резьба выполняется с конусностью 1:6 и номинальным
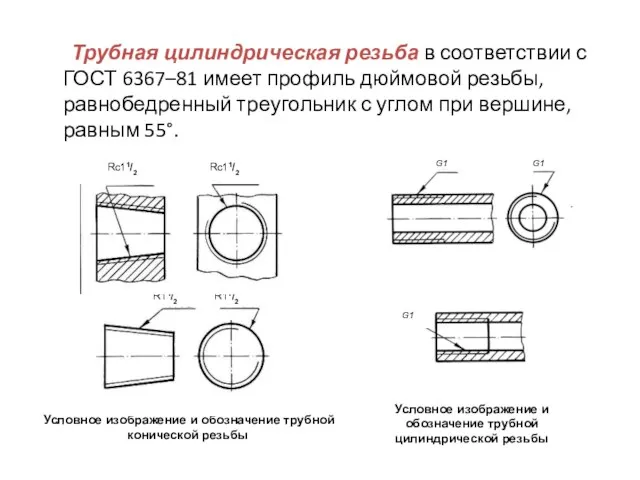
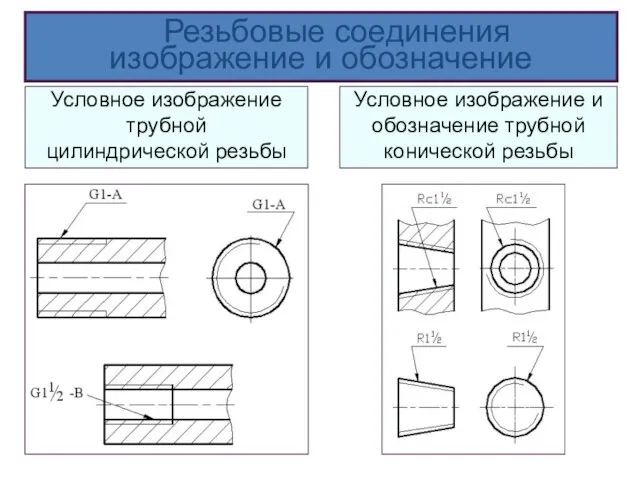
- 42. Трубная цилиндрическая резьба в соответствии с ГОСТ 6367–81 имеет профиль дюймовой резьбы, равнобедренный треугольник с углом
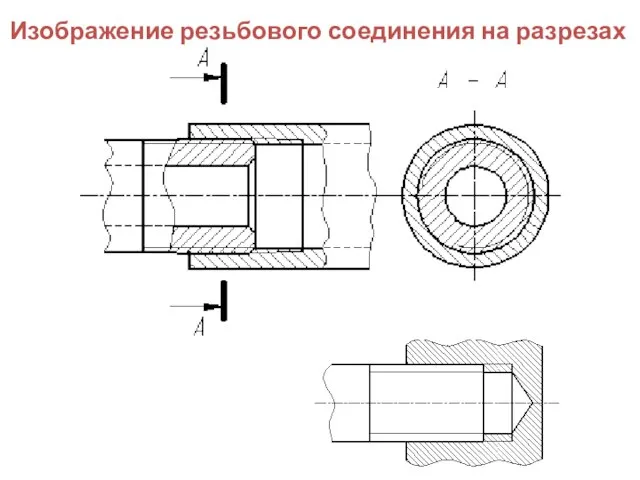
- 43. Изображение резьбового соединения на разрезах
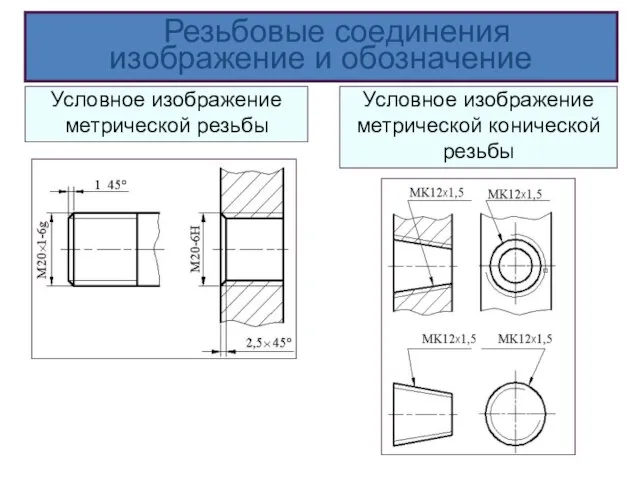
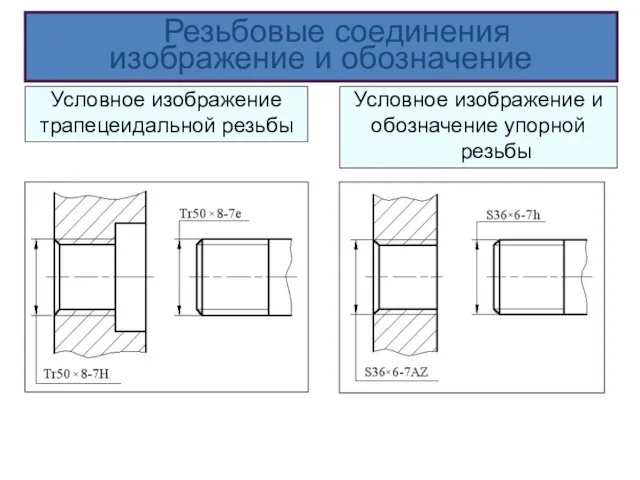
- 44. Резьбовые соединения изображение и обозначение
- 45. Резьбовые соединения изображение и обозначение
- 46. Резьбовые соединения изображение и обозначение
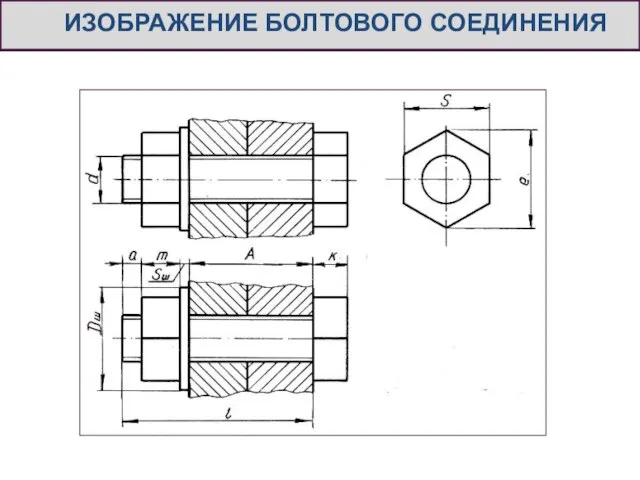
- 47. ИЗОБРАЖЕНИЕ БОЛТОВОГО СОЕДИНЕНИЯ
- 48. Изображение соединения винтом с потайной головкой
- 49. ИЗОБРАЖЕНИЕ СОЕДИНЕНИЯ ШПИЛЬКОЙ
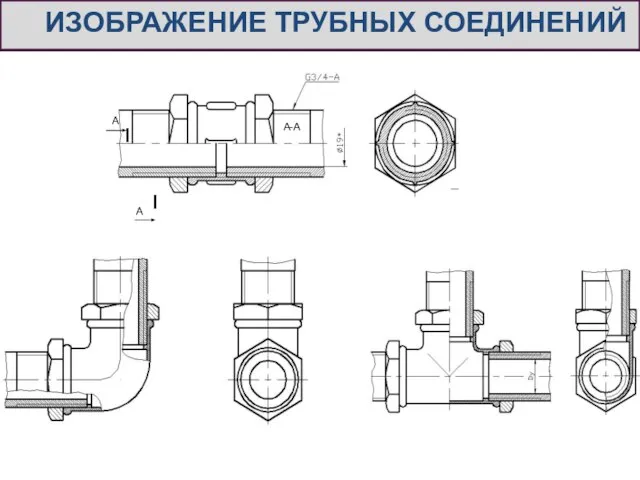
- 50. А А А-А ИЗОБРАЖЕНИЕ ТРУБНЫХ СОЕДИНЕНИЙ
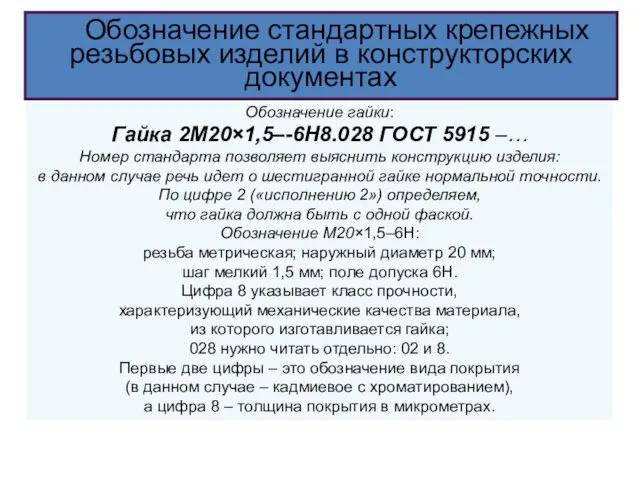
- 51. Обозначение гайки: Гайка 2М20×1,5–-6Н8.028 ГОСТ 5915 –… Номер стандарта позволяет выяснить конструкцию изделия: в данном случае
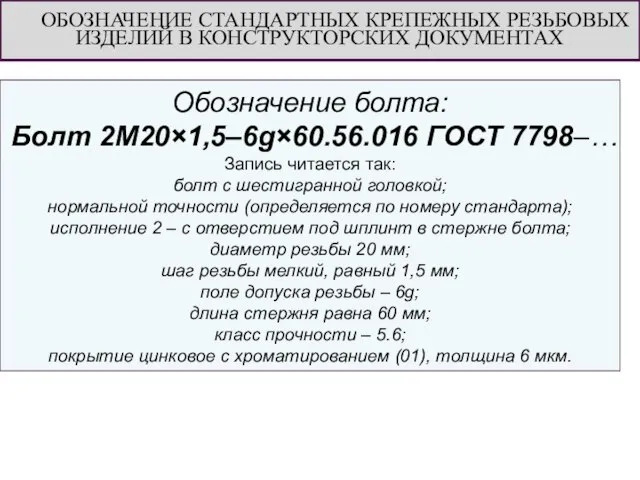
- 52. Обозначение болта: Болт 2М20×1,5–6g×60.56.016 ГОСТ 7798–… Запись читается так: болт с шестигранной головкой; нормальной точности (определяется
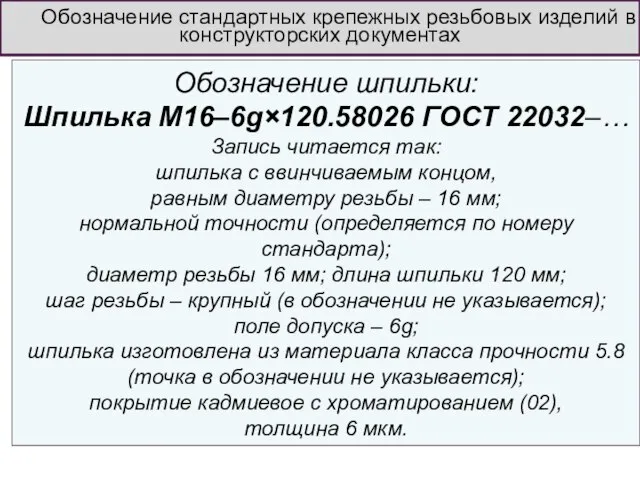
- 53. Обозначение шпильки: Шпилька М16–6g×120.58026 ГОСТ 22032–… Запись читается так: шпилька с ввинчиваемым концом, равным диаметру резьбы
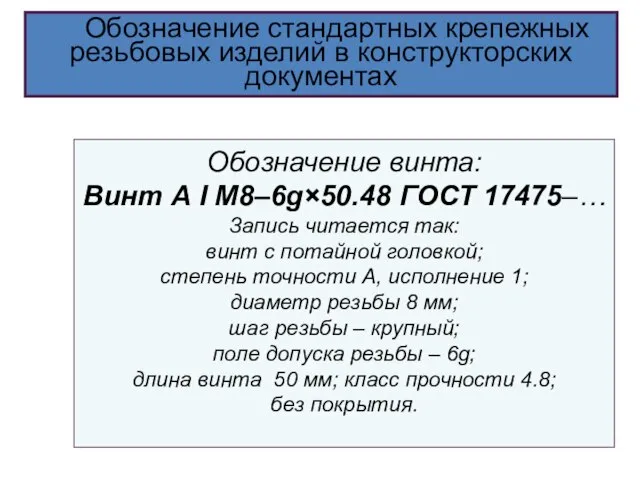
- 54. Обозначение винта: Винт А I М8–6g×50.48 ГОСТ 17475–… Запись читается так: винт с потайной головкой; степень
- 55. Сварные соединения являются наиболее совершенными неразъемными соединениями. Прочность сварных соединений при статических и ударных нагрузках доведена
- 56. Сваркой называется процесс получения неразъемного соединения посредством установления межатомных связей между свариваемыми частями при их местном
- 58. Виды сварных соединений
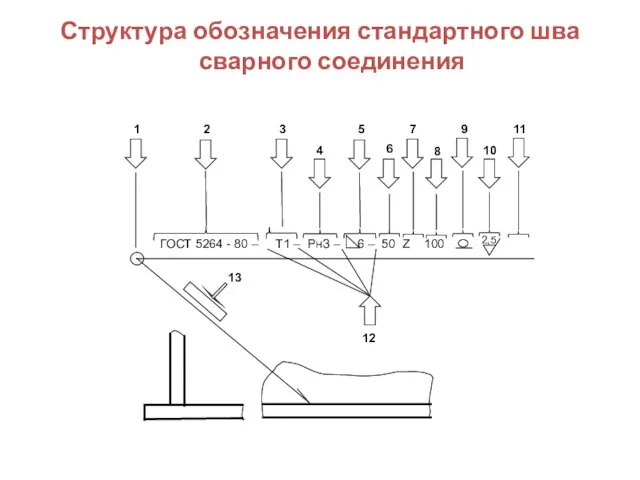
- 59. Структура обозначения стандартного шва сварного соединения ГОСТ 5264 - 80 – Т1 – РнЗ – 6
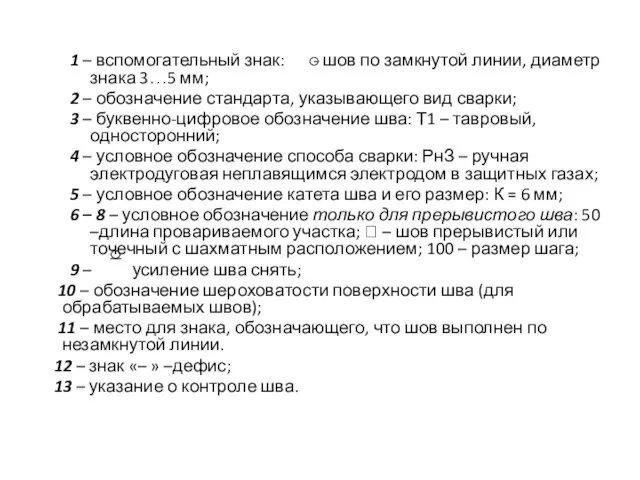
- 60. 1 – вспомогательный знак: - шов по замкнутой линии, диаметр знака 3…5 мм; 2 – обозначение
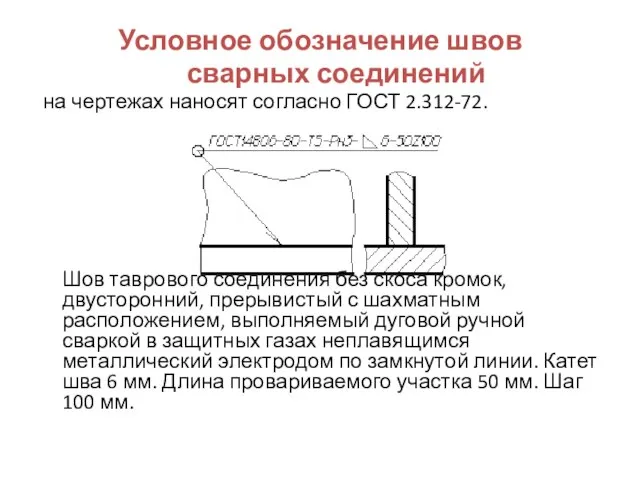
- 61. Условное обозначение швов сварных соединений на чертежах наносят согласно ГОСТ 2.312-72. Шов таврового соединения без скоса
- 62. СОЕДИНЕНИЕ ДЕТАЛЕЙ ПАЙКОЙ Пайка - это процесс соединения материалов, находящихся в твёрдом состоянии, расплавленным припоем. При
- 63. Способы пайки различают по источнику нагрева: паяльником (простейший способ), погружением в расплавленный припой, газоплазменный, лазерный, электронно-лучевой
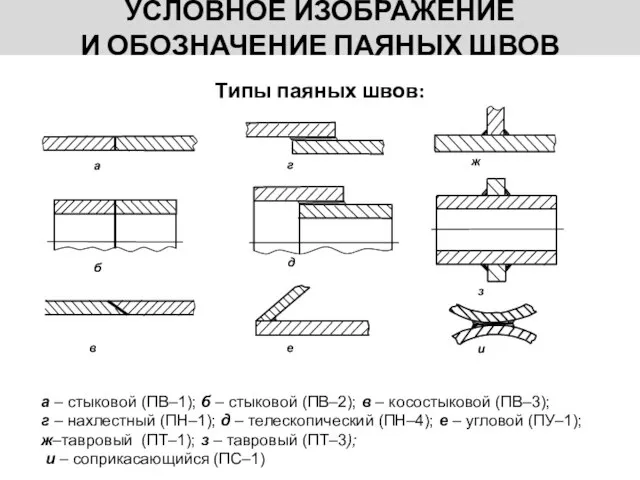
- 64. УСЛОВНОЕ ИЗОБРАЖЕНИЕ И ОБОЗНАЧЕНИЕ ПАЯНЫХ ШВОВ Типы паяных швов:
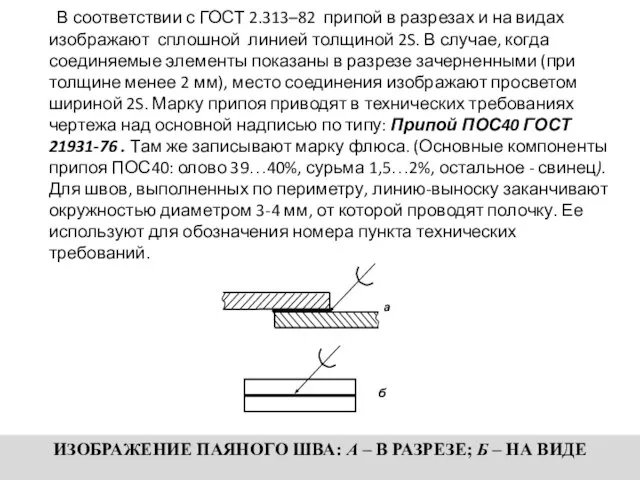
- 65. В соответствии с ГОСТ 2.313–82 припой в разрезах и на видах изображают сплошной линией толщиной 2S.
- 66. Соединение деталей склеиванием Неразъемное соединение деталей, основанное на силах физико-химического сцепления – склеивание – находит все
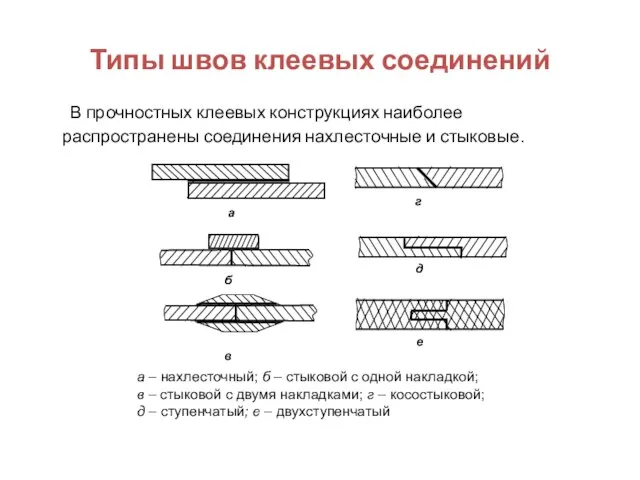
- 67. Типы швов клеевых соединений В прочностных клеевых конструкциях наиболее распространены соединения нахлесточные и стыковые.
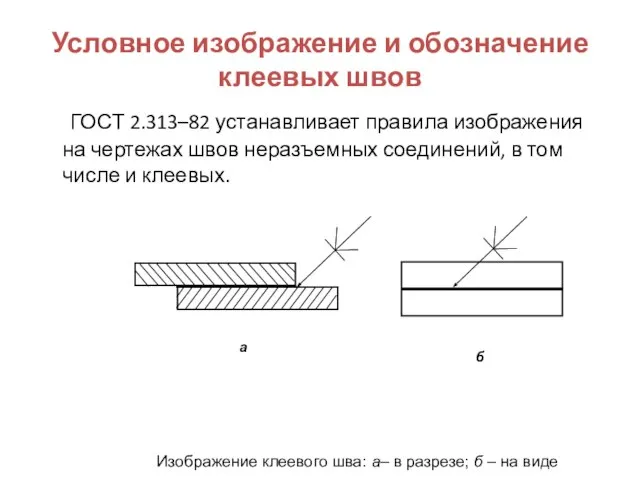
- 68. Условное изображение и обозначение клеевых швов ГОСТ 2.313–82 устанавливает правила изображения на чертежах швов неразъемных соединений,
- 69. Если необходимое количество клея для склеивания сборочной единицы не может быть определено конструктором, то клей в
- 70. Армированные соединения В машиностроении, приборостроении и других отраслях промышленности широко применяются детали из неметаллических и металлических
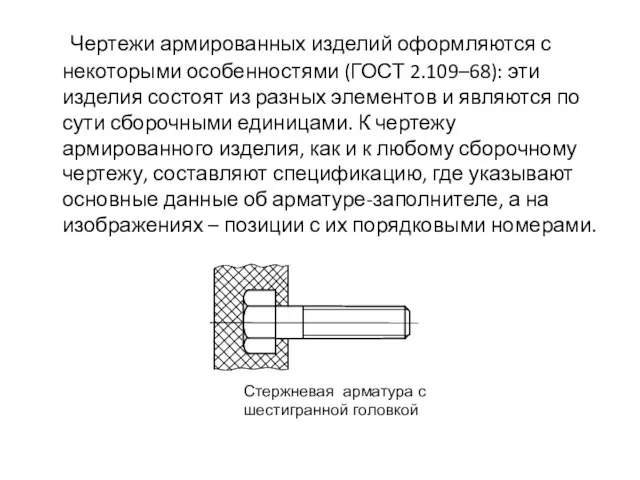
- 71. Чертежи армированных изделий оформляются с некоторыми особенностями (ГОСТ 2.109–68): эти изделия состоят из разных элементов и
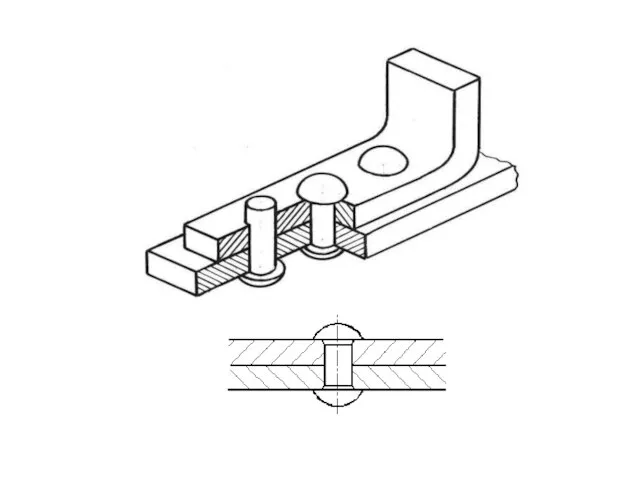
- 72. Соединение деталей методами пластической деформации Широко распространены такие виды соединений, связанные с пластической деформацией, как прошивание
- 74. Шероховатость поверхности. Допуски и посадки. Обозначение на чертежах согласно ЕСКД.
- 75. Нанесение предельных отклонений размеров Размер, проставляемый на чертеже, называется номинальным размером. Размеры детали, установленные в результате
- 76. Предельные отклонения размеров следует указывать непосредственно после номинальных размеров. Нанесение предельных размеров на чертеже деталей может
- 77. Термины «Вал» и «Отверстие» относятся не только к деталям круглого сечения, но и к элементам деталей
- 78. На поле чертежа в таких случаях делаю запись: «Неуказанные предельные отклонения размеров – отверстий – Н14,
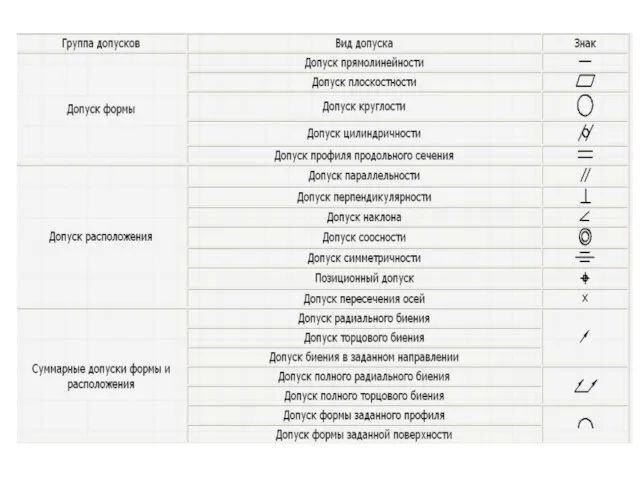
- 79. Указание на чертежах допусков формы и расположения поверхностей (ГОСТ 2.308-79) Строгая геометрическая форма и определенное расположение
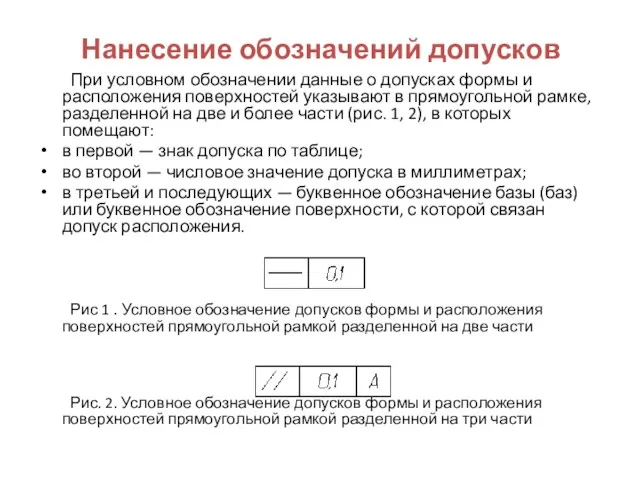
- 81. Нанесение обозначений допусков При условном обозначении данные о допусках формы и расположения поверхностей указывают в прямоугольной
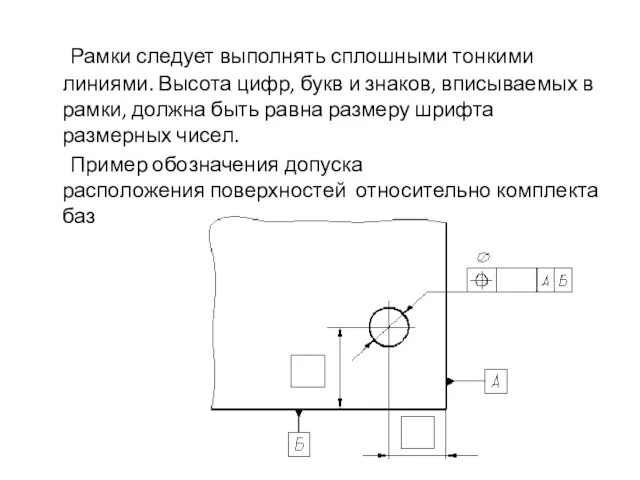
- 82. Рамки следует выполнять сплошными тонкими линиями. Высота цифр, букв и знаков, вписываемых в рамки, должна быть
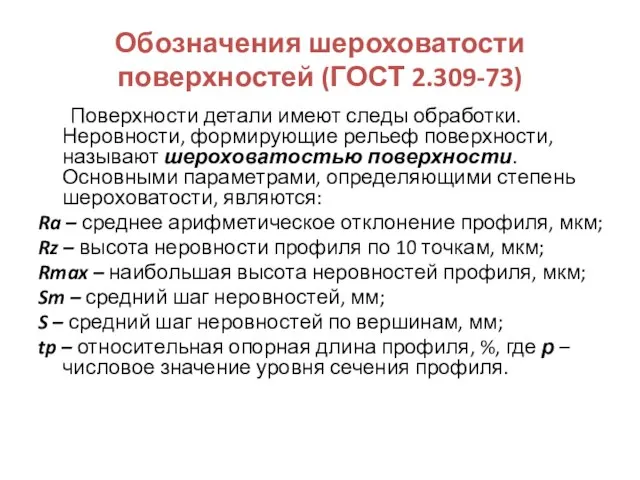
- 83. Обозначения шероховатости поверхностей (ГОСТ 2.309-73) Поверхности детали имеют следы обработки. Неровности, формирующие рельеф поверхности, называют шероховатостью
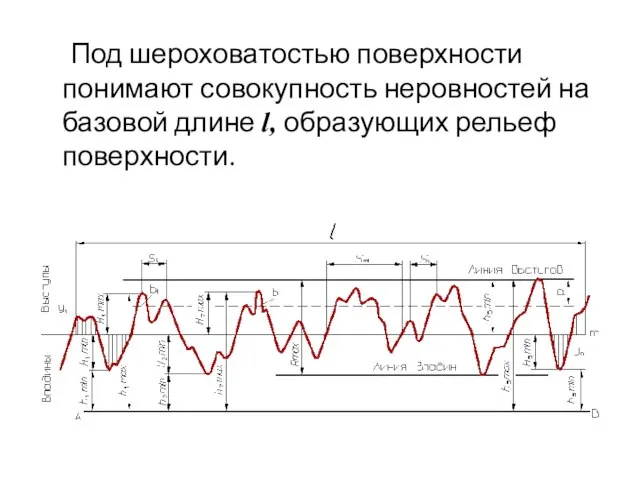
- 84. Под шероховатостью поверхности понимают совокупность неровностей на базовой длине l, образующих рельеф поверхности.
- 85. Структура обозначения шероховатости поверхности
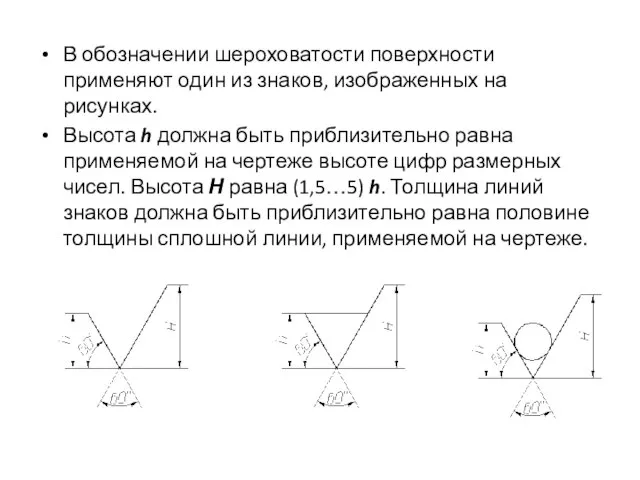
- 86. В обозначении шероховатости поверхности применяют один из знаков, изображенных на рисунках. Высота h должна быть приблизительно
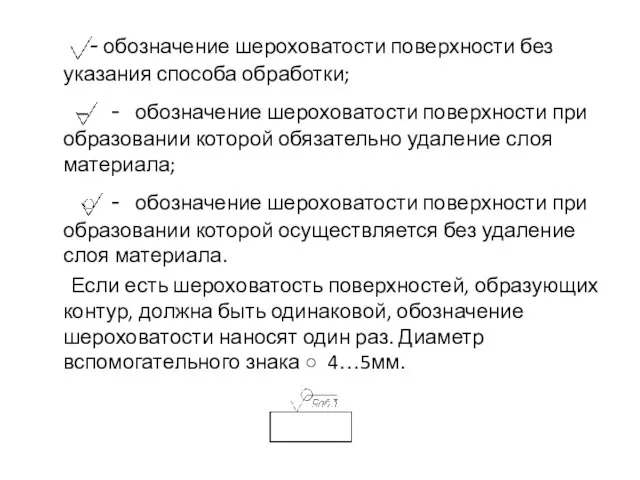
- 87. - обозначение шероховатости поверхности без указания способа обработки; - обозначение шероховатости поверхности при образовании которой обязательно
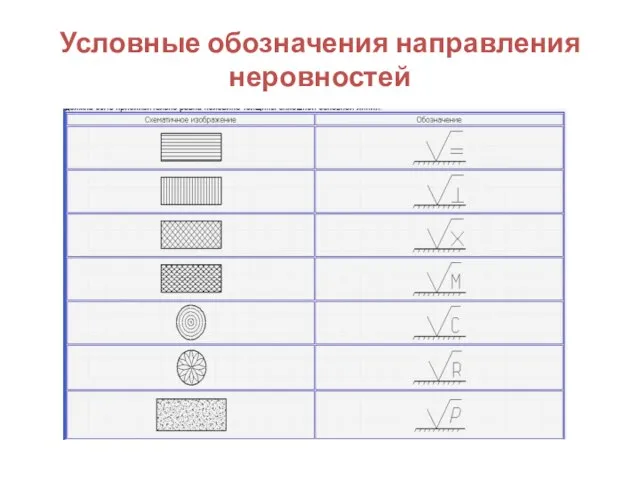
- 88. Условные обозначения направления неровностей
- 90. Нанесение на чертежах обозначений покрытий и термической обработки поверхностей деталей (ГОСТ 2.310-68) Для повышения долговечности деталей,
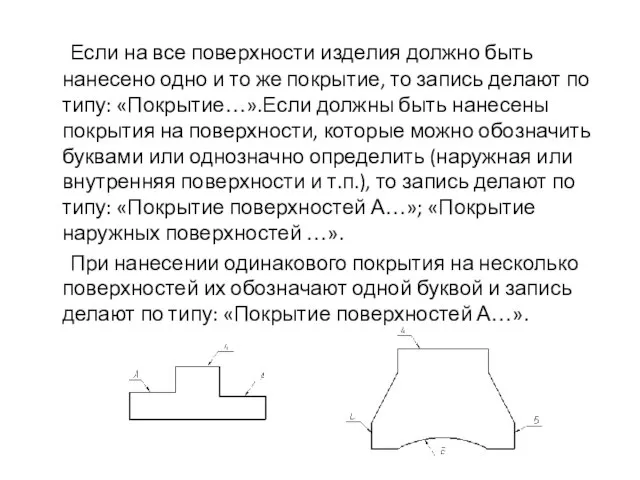
- 91. Если на все поверхности изделия должно быть нанесено одно и то же покрытие, то запись делают
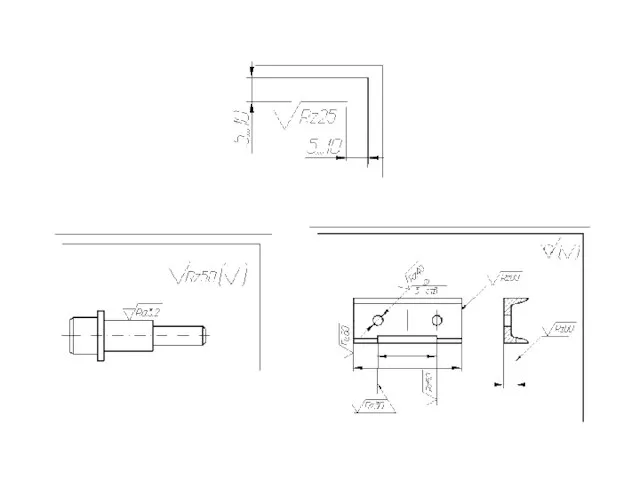
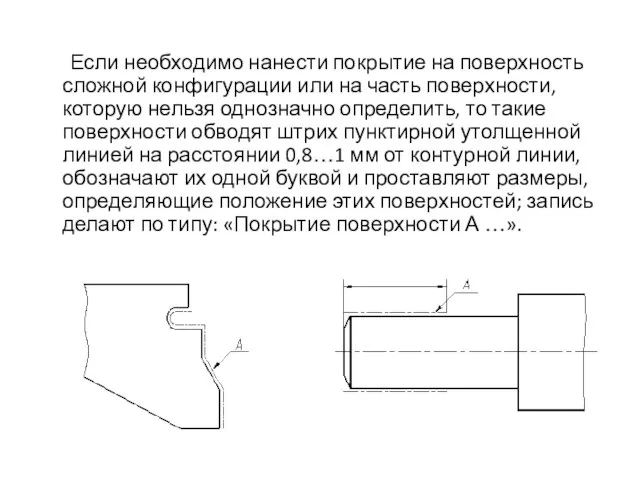
- 92. Если необходимо нанести покрытие на поверхность сложной конфигурации или на часть поверхности, которую нельзя однозначно определить,
- 93. Обозначение лакокрасочных покрытий (ГОСТ 9.032-74) записывают в следующем порядке: покрывной лакокрасочный материал, цвет, обозначение стандарта или
- 94. Сведения о материале, из которого предстоит изготавливать деталь Сведения о материале заготовки помещают в основной надписи,
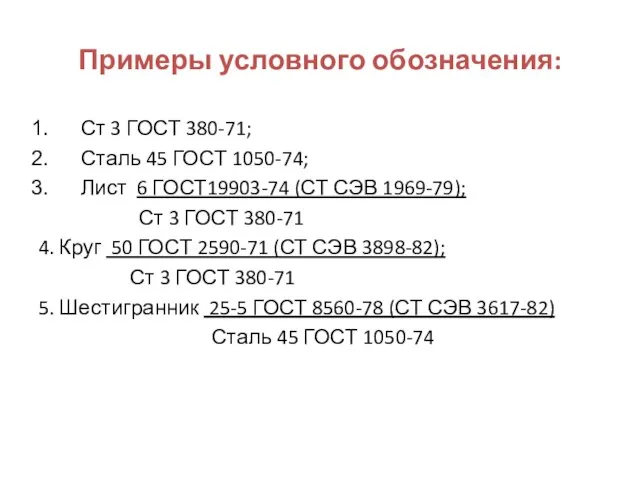
- 95. Примеры условного обозначения: Ст 3 ГОСТ 380-71; Сталь 45 ГОСТ 1050-74; Лист 6 ГОСТ19903-74 (СТ СЭВ
- 96. Правила нанесения показателей свойств материалов На чертежах изделий, подвергаемых термической и другим видам обработки, указывают показатели
- 97. Допускается на чертежах указывать виды обработки, результаты которых не подвергаются контролю, например, отжиг, а также виды
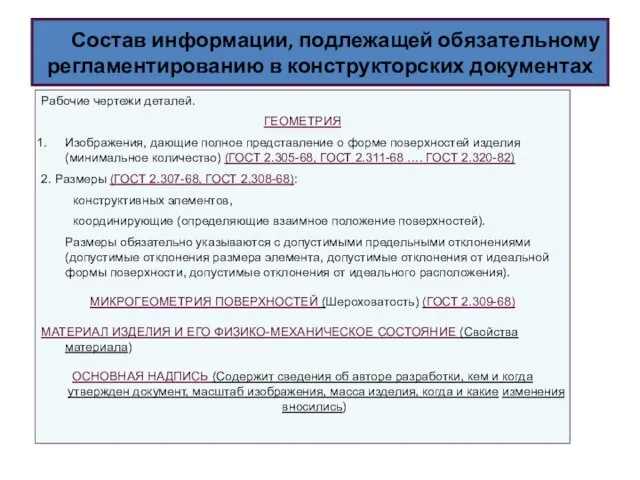
- 99. Состав информации, подлежащей обязательному регламентированию в конструкторских документах Рабочие чертежи деталей. ГЕОМЕТРИЯ Изображения, дающие полное представление
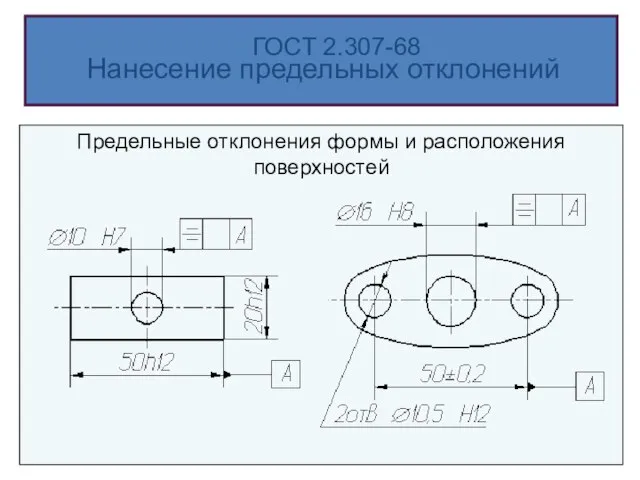
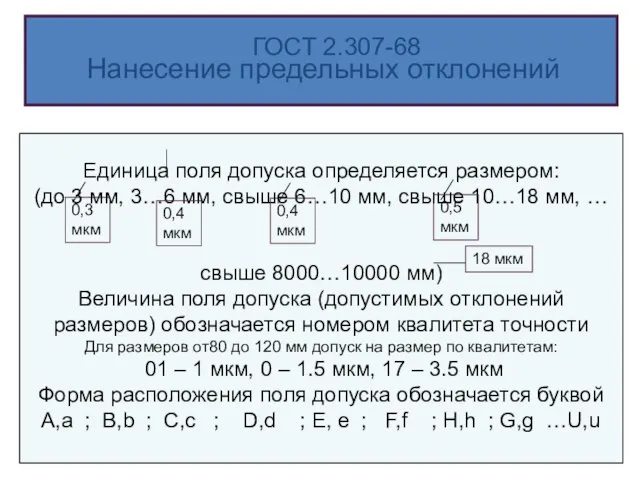
- 100. ГОСТ 2.307-68 Нанесение предельных отклонений Предельные отклонения формы и расположения поверхностей
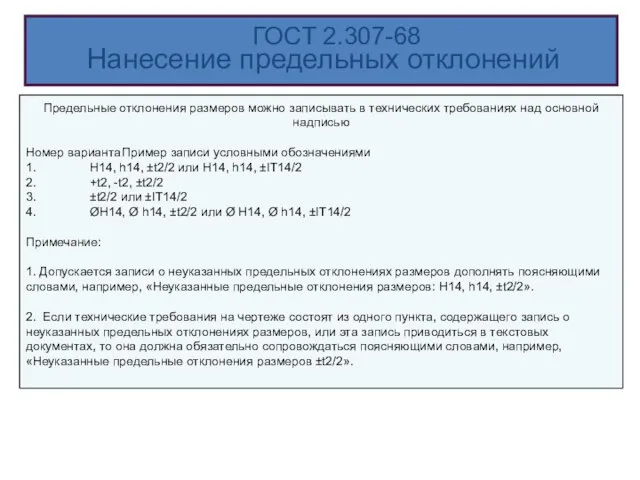
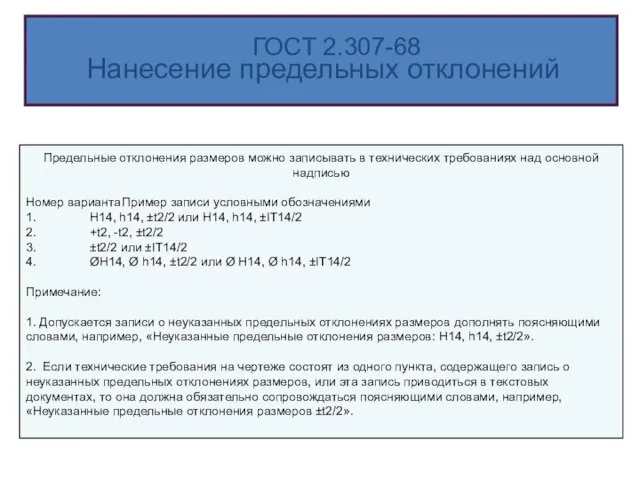
- 101. ГОСТ 2.307-68 Нанесение предельных отклонений Предельные отклонения размеров можно записывать в технических требованиях над основной надписью
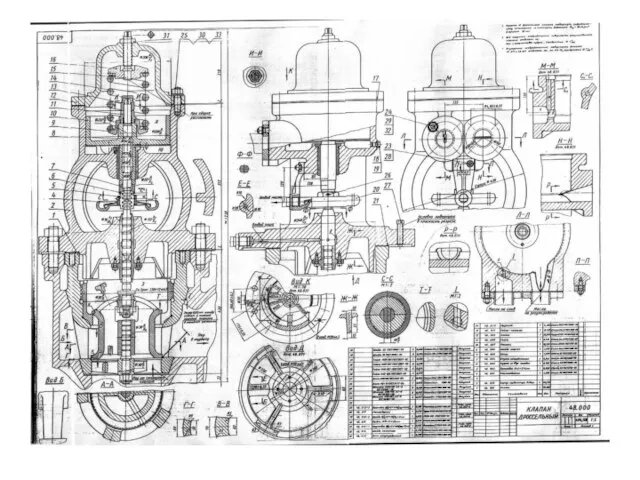
- 102. Назначение чертежа: разработка конструкции (формы и размеров) всех деталей во взаимосвязях с учетом характера соединения. 2.
- 103. области в 1995 году
- 104. Сборочный чертеж Документ, содержащий изображение сборочной единицы и другие данные, необходимые для её сборки (изготовления) и
- 105. Чертеж детали Документ, содержащий изображение детали и другие данные, необходимые для её изготовления и контроля.
- 106. Пример выполнения требований к чертежу детали
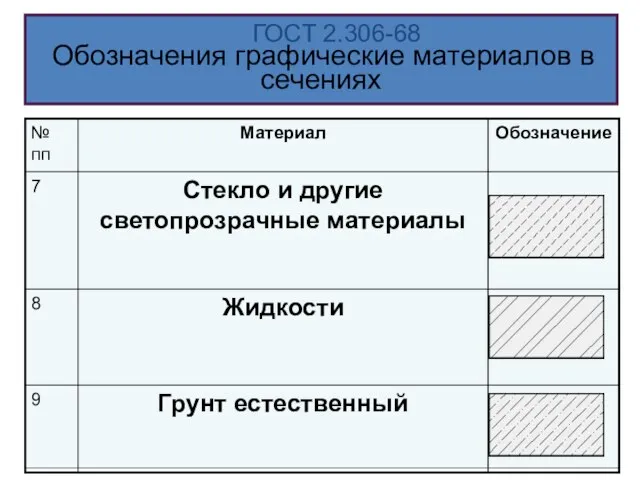
- 107. ГОСТ 2.306-68 Обозначения графические материалов и правила нанесения на чертежах Графическое обозначение материала в сечениях и
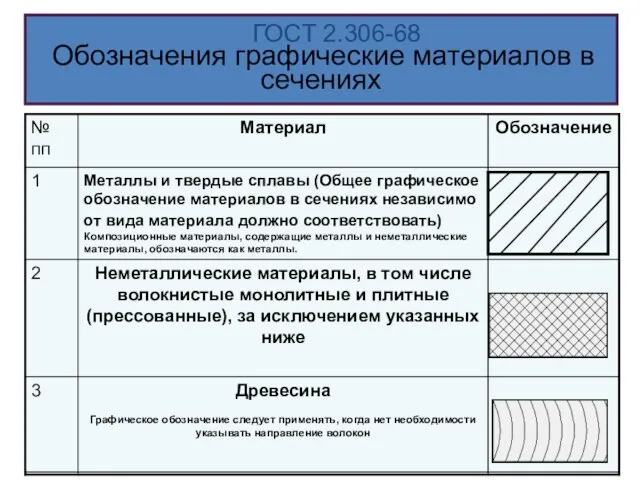
- 108. ГОСТ 2.306-68 Обозначения графические материалов в сечениях
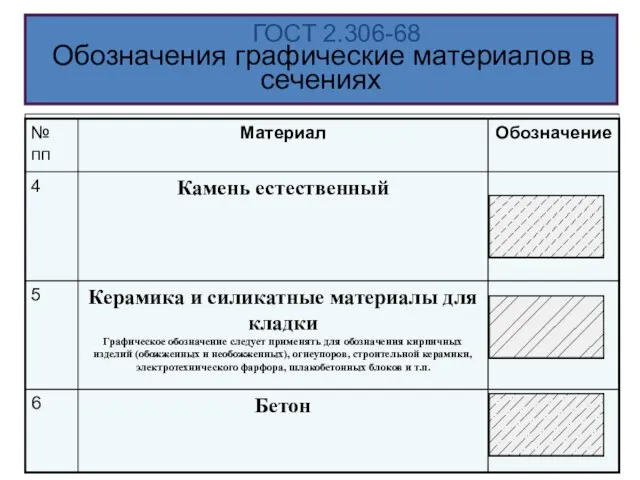
- 109. ГОСТ 2.306-68 Обозначения графические материалов в сечениях
- 110. ГОСТ 2.306-68 Обозначения графические материалов в сечениях
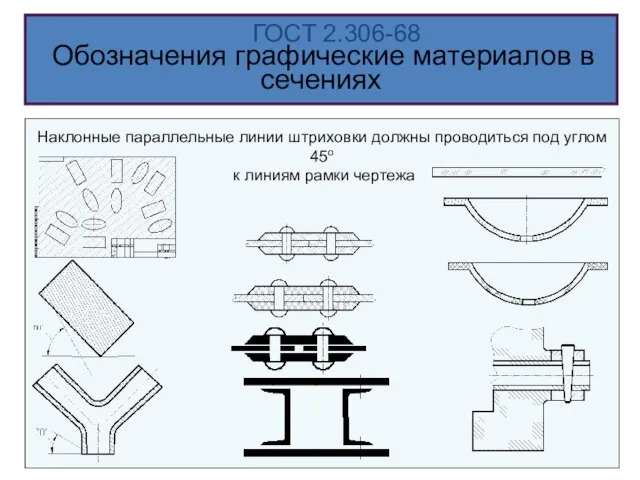
- 111. ГОСТ 2.306-68 Обозначения графические материалов в сечениях Наклонные параллельные линии штриховки должны проводиться под углом 45о
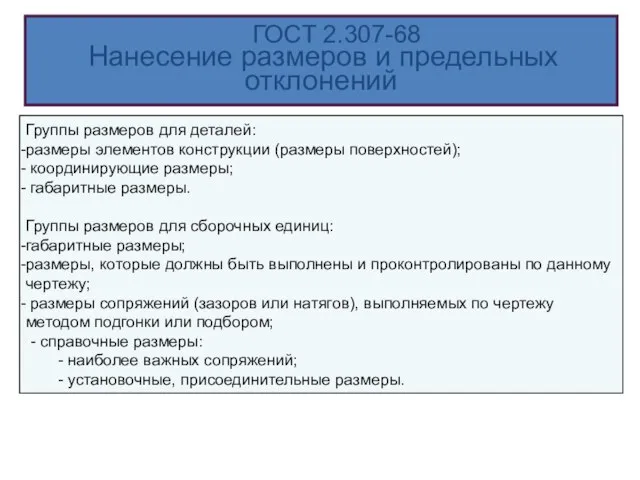
- 112. ГОСТ 2.307-68 Нанесение размеров и предельных отклонений Группы размеров для деталей: размеры элементов конструкции (размеры поверхностей);
- 113. ГОСТ 2.307-68 Нанесение размеров и предельных отклонений на деталях К справочным размерам относят размеры, которые не
- 114. ГОСТ 2.307-68 Нанесение размеров и предельных отклонений на деталях Замкнутые размерные цепи не допускаются
- 115. ГОСТ 2.307-68 Нанесение размеров и предельных отклонений на деталях
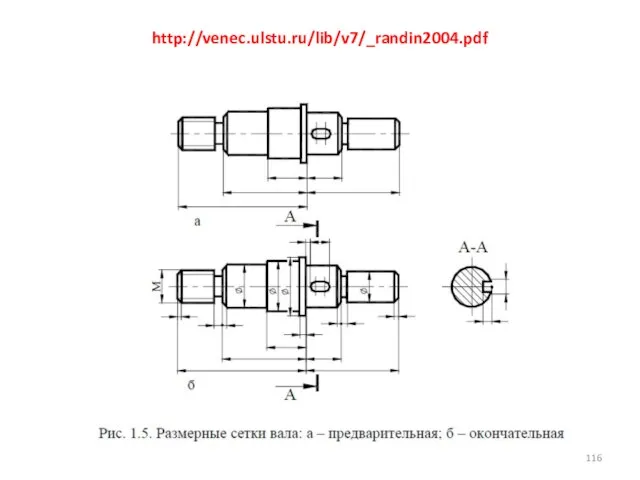
- 116. http://venec.ulstu.ru/lib/v7/_randin2004.pdf
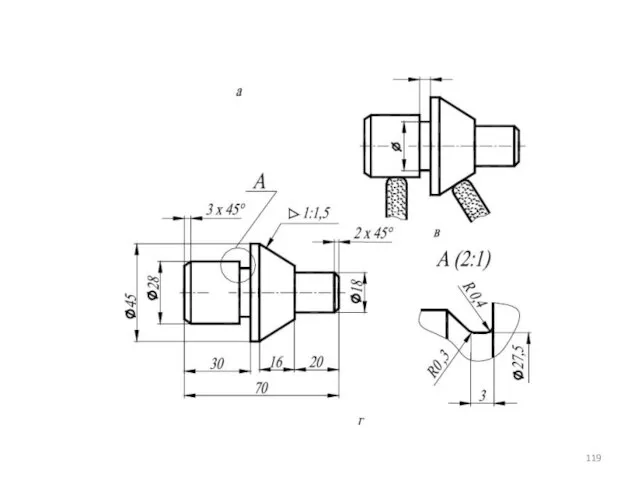
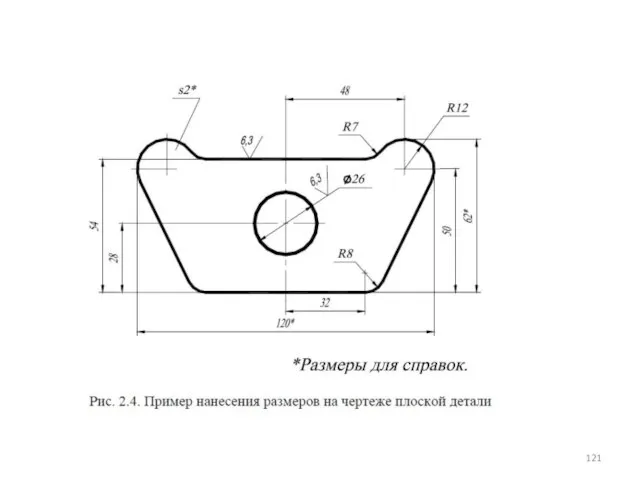
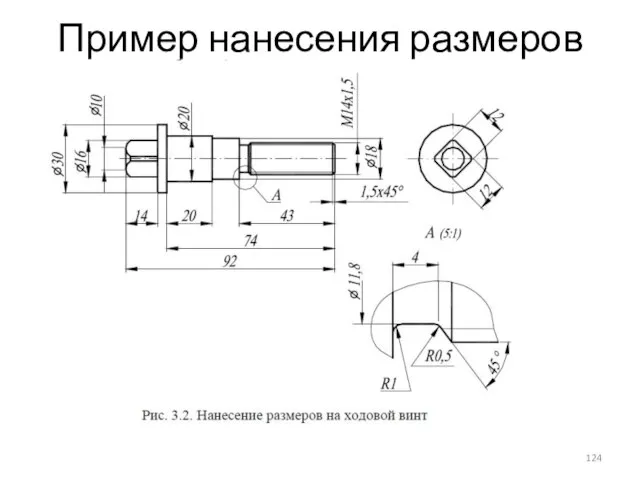
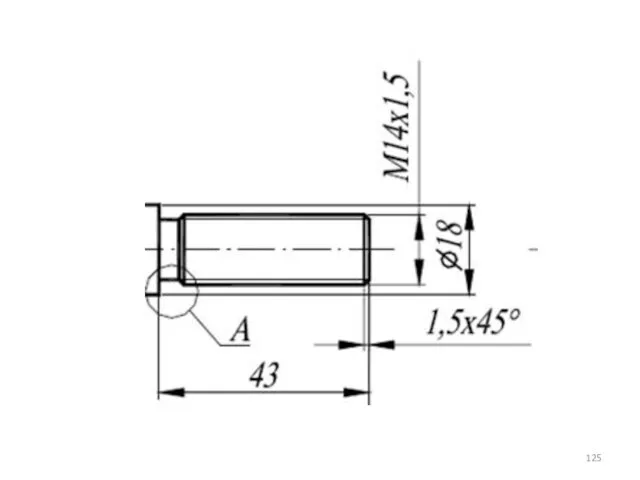
- 118. Примеры нанесения размеров
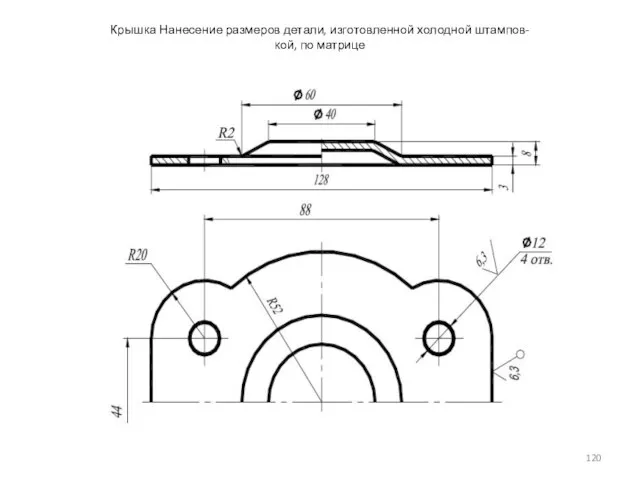
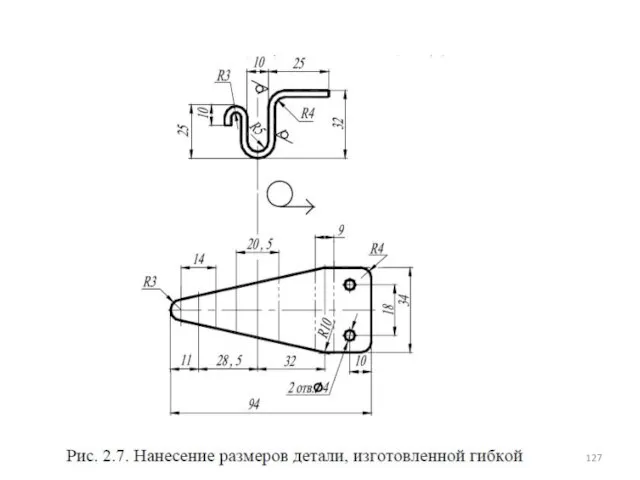
- 120. Крышка Нанесение размеров детали, изготовленной холодной штампов- кой, по матрице
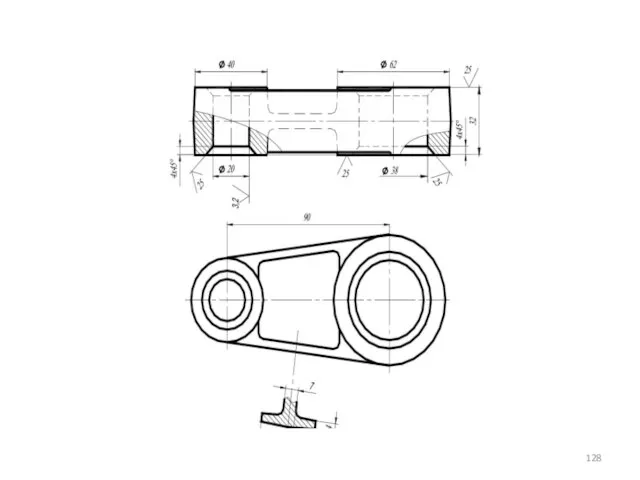
- 123. Втулка
- 124. Пример нанесения размеров
- 126. Шпоночные канавки
- 129. ГОСТ 2.307-68 Нанесение предельных отклонений
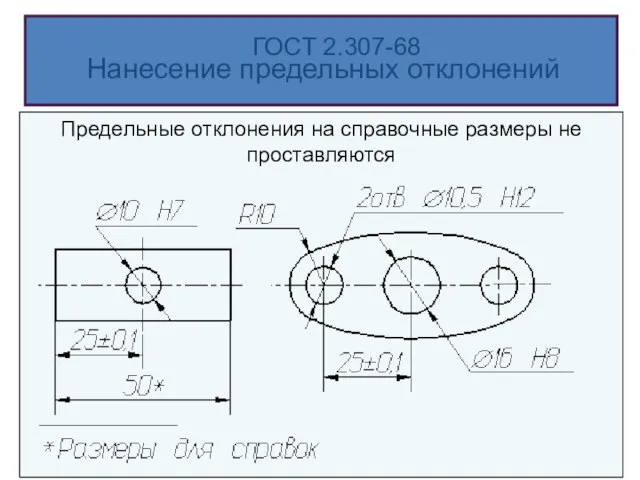
- 130. ГОСТ 2.307-68 Нанесение предельных отклонений Предельные отклонения на справочные размеры не проставляются
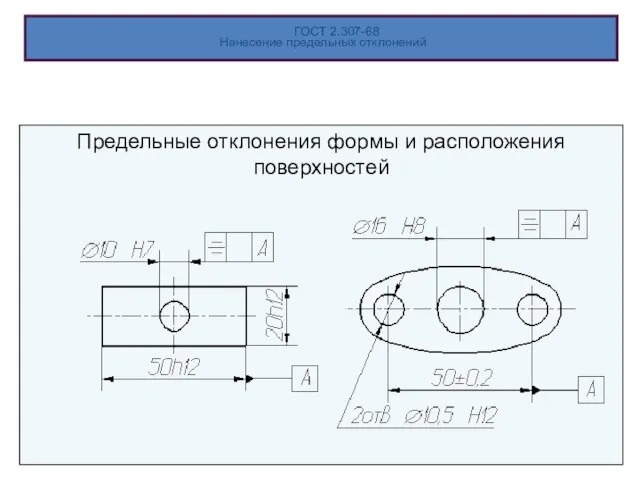
- 131. ГОСТ 2.307-68 Нанесение предельных отклонений Предельные отклонения формы и расположения поверхностей
- 132. ГОСТ 2.307-68 Нанесение предельных отклонений Предельные отклонения размеров можно записывать в технических требованиях над основной надписью
- 134. Скачать презентацию
Слайд 3 Соединения деталей характеризуются различными конструктивными, технологическими и экономическими факторами, такими как:
степень относительной
Соединения деталей характеризуются различными конструктивными, технологическими и экономическими факторами, такими как:
степень относительной
Слайд 4подвижные и неподвижные соединения
По конструкции и условиям эксплуатации соединения деталей могут быть
подвижные и неподвижные соединения
По конструкции и условиям эксплуатации соединения деталей могут быть
Слайд 5 Детали подвижных соединений имеют возможность относительного перемещения в рабочем состоянии по
Детали подвижных соединений имеют возможность относительного перемещения в рабочем состоянии по
Слайд 6 Разъемные соединения – соединения деталей, которые можно многократно разъединять и соединять, не
Разъемные соединения – соединения деталей, которые можно многократно разъединять и соединять, не
Слайд 7УСЛОВНО-РАЗЪЕМНЫЕ СОЕДИНЕНИЯ
Соединение с натягом — технологическая операция получения условно разъёмного соединения,
которое
УСЛОВНО-РАЗЪЕМНЫЕ СОЕДИНЕНИЯ
Соединение с натягом — технологическая операция получения условно разъёмного соединения,
которое
Слайд 8СОЕДИНЕНИЯ МЕТАЛЛОПЛАСТИКОВЫХ ТРУБ
Металлопластиковая труба состоит из пяти слоев полиэтилена, клея и алюминиевой
СОЕДИНЕНИЯ МЕТАЛЛОПЛАСТИКОВЫХ ТРУБ
Металлопластиковая труба состоит из пяти слоев полиэтилена, клея и алюминиевой
Слайд 9ПАЙКА, СКЛЕИВАНИЕ
ПАЙКА, СКЛЕИВАНИЕ

Слайд 10СОЕДИНЕНИЯ НА ШПОНКАХ
Соединение шпоночное состоит из вала, колеса и шпонки. Шпонка
представляет
СОЕДИНЕНИЯ НА ШПОНКАХ
Соединение шпоночное состоит из вала, колеса и шпонки. Шпонка
представляет

Слайд 11соединения на клиновидных шпонках
соединения на клиновидных шпонках

Слайд 12Сварные соединения
Сварные соединения

Слайд 13Шлицевое соединение
Шлицевое соединение
Слайд 14Чертеж шлицевого соединения
Чертеж шлицевого соединения

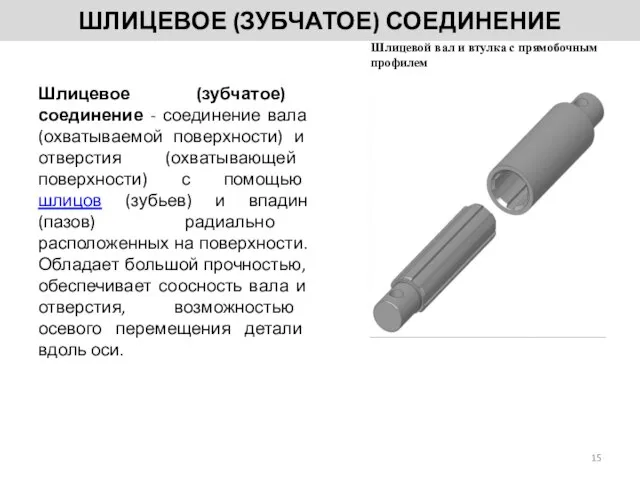
Слайд 15ШЛИЦЕВОЕ (ЗУБЧАТОЕ) СОЕДИНЕНИЕ
Шлицевое (зубчатое) соединение - соединение вала (охватываемой поверхности) и отверстия
ШЛИЦЕВОЕ (ЗУБЧАТОЕ) СОЕДИНЕНИЕ
Шлицевое (зубчатое) соединение - соединение вала (охватываемой поверхности) и отверстия
Слайд 16ШТИФТОВОЕ СОЕДИНЕНИЕ
Соединение штифтами цилиндрическими или коническими – используется для точной взаимной фиксации
ШТИФТОВОЕ СОЕДИНЕНИЕ
Соединение штифтами цилиндрическими или коническими – используется для точной взаимной фиксации

Слайд 17Шплинтовое соединение
ШПЛИНТЫ применяют для ограничения осевого перемещения деталей стопорения корончатых гаек.
Шплинтовое соединение
ШПЛИНТЫ применяют для ограничения осевого перемещения деталей стопорения корончатых гаек.

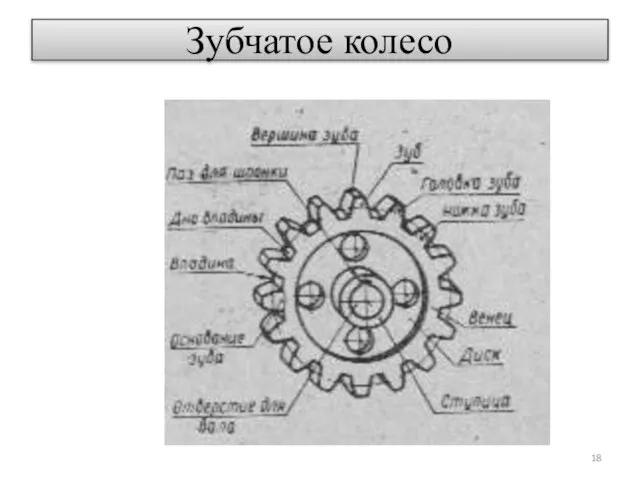
Слайд 18Зубчатое колесо
Зубчатое колесо
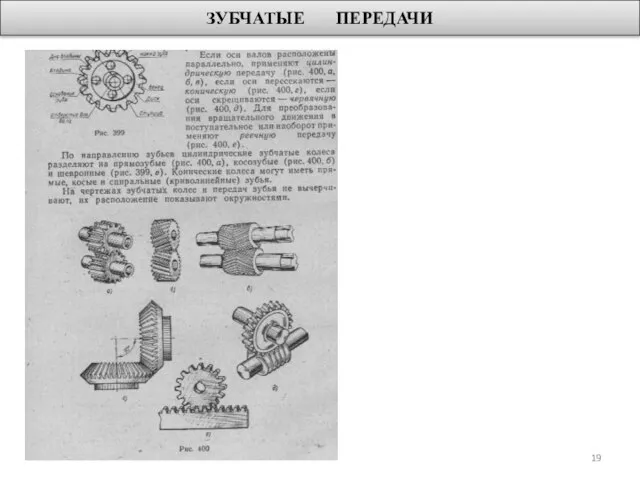
Слайд 19ЗУБЧАТЫЕ ПЕРЕДАЧИ
ЗУБЧАТЫЕ ПЕРЕДАЧИ
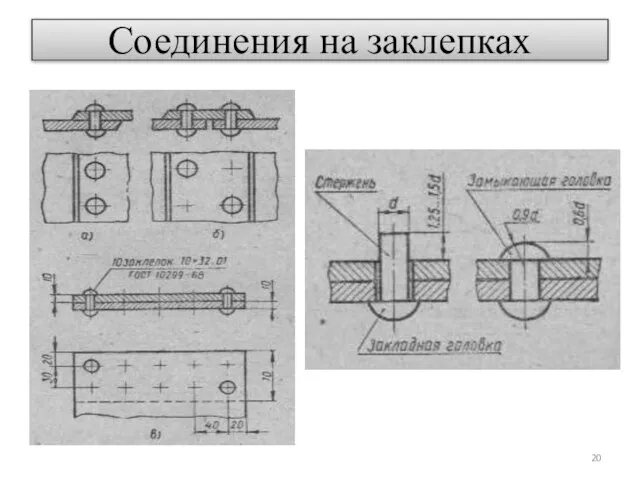
Слайд 20Соединения на заклепках
Соединения на заклепках
Слайд 21Резьбовые соединения
Соединение деталей с помощью резьбы, обеспечивающее их относительную неподвижность или
Резьбовые соединения
Соединение деталей с помощью резьбы, обеспечивающее их относительную неподвижность или
Слайд 22 Резьба - чередующиеся выступы и впадины на поверхности тела вращения, расположенные
Резьба - чередующиеся выступы и впадины на поверхности тела вращения, расположенные

Слайд 23КЛАССИФИКАЦИЯ РЕЗЬБЫ
КЛАССИФИКАЦИЯ РЕЗЬБЫ

Слайд 24Резьбовые соединения ,
классификация
Резьбовые соединения ,
классификация
Слайд 25Резьбовые соединения,
классификация
Резьбовые соединения,
классификация
Слайд 26В резьбовом соединении одна из деталей имеет наружную резьбу, другая – внутреннюю.
В резьбовом соединении одна из деталей имеет наружную резьбу, другая – внутреннюю.
Слайд 27
Резьба любого типа изображается на чертежах одинаково, в соответствии с ГОСТ 2.311–68.
Резьба
Резьба любого типа изображается на чертежах одинаково, в соответствии с ГОСТ 2.311–68.
Резьба

Слайд 28 Сплошную тонкую линию по внутреннему диаметру резьбы проводят на всю длину резьбы,
Сплошную тонкую линию по внутреннему диаметру резьбы проводят на всю длину резьбы,

Слайд 29Резьба в отверстии
Резьба в отверстии
Слайд 30
Резьба в отверстии (внутренняя)
в продольном разрезе изображается сплошными тонкими линиями по наружному
Резьба в отверстии (внутренняя)
в продольном разрезе изображается сплошными тонкими линиями по наружному
Слайд 31Технологические элементы резьбы это сбеги, недорезы, проточки и фаски
.
Форму и размеры
Технологические элементы резьбы это сбеги, недорезы, проточки и фаски
.
Форму и размеры
Слайд 32
Сбегом называют участок резьбы, на котором режущий инструмент, выходя из металла (или
Сбегом называют участок резьбы, на котором режущий инструмент, выходя из металла (или
Слайд 33 Проточка – кольцевой желобок на стержне или в отверстии - необходима для
Проточка – кольцевой желобок на стержне или в отверстии - необходима для
Слайд 34Недорезом называют участок, включающий в себя сбег и оставшуюся ненарезанной часть стержня
Недорезом называют участок, включающий в себя сбег и оставшуюся ненарезанной часть стержня
Слайд 35 Фаска – срезанный угол торца детали на стержне или в отверстии.
Для
Фаска – срезанный угол торца детали на стержне или в отверстии.
Для
Слайд 36ОБОЗНАЧЕНИЕ РЕЗЬБЫ
М – метрическая резьба (ГОСТ 9150– 81);
G – трубная цилиндрическая резьба
ОБОЗНАЧЕНИЕ РЕЗЬБЫ
М – метрическая резьба (ГОСТ 9150– 81);
G – трубная цилиндрическая резьба
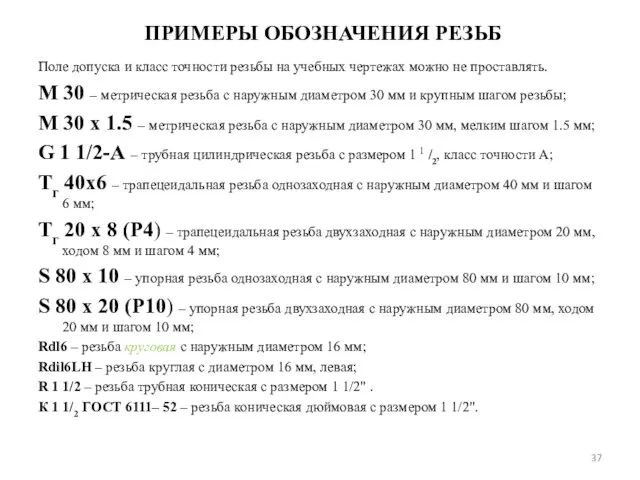
Слайд 37ПРИМЕРЫ ОБОЗНАЧЕНИЯ РЕЗЬБ
Поле допуска и класс точности резьбы на учебных чертежах можно
ПРИМЕРЫ ОБОЗНАЧЕНИЯ РЕЗЬБ
Поле допуска и класс точности резьбы на учебных чертежах можно
Слайд 38РЕЗЬБА КРУГЛАЯ ДЛЯ САНИТАРНО-ТЕХНИЧЕСКОЙ АРМАТУРЫ.
ПРОФИЛЬ, ОСНОВНЫЕ РАЗМЕРЫ, ДОПУСКИ
ГОСТ13536-68
Дата введения 01.01.70
1. Настоящий стандарт
РЕЗЬБА КРУГЛАЯ ДЛЯ САНИТАРНО-ТЕХНИЧЕСКОЙ АРМАТУРЫ.
ПРОФИЛЬ, ОСНОВНЫЕ РАЗМЕРЫ, ДОПУСКИ
ГОСТ13536-68
Дата введения 01.01.70
1. Настоящий стандарт
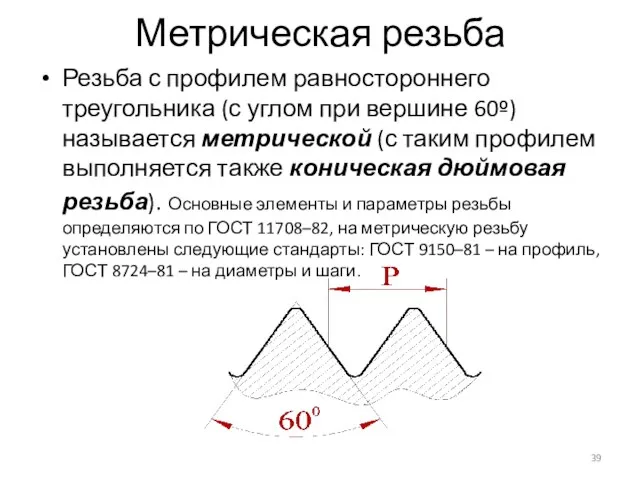
Слайд 39Метрическая резьба
Резьба с профилем равностороннего треугольника (с углом при вершине 60º)
Метрическая резьба
Резьба с профилем равностороннего треугольника (с углом при вершине 60º)
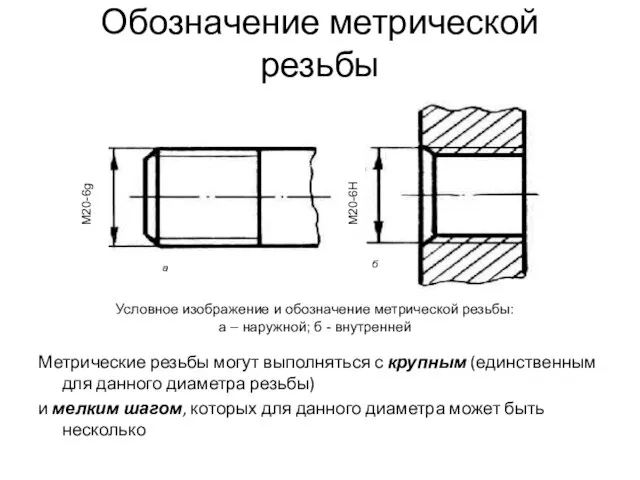
Слайд 40Обозначение метрической резьбы
Метрические резьбы могут выполняться с крупным (единственным для данного диаметра
Обозначение метрической резьбы
Метрические резьбы могут выполняться с крупным (единственным для данного диаметра
Слайд 41 Метрическая резьба может выполняться на конических поверхностях. Метрическая коническая резьба выполняется с
Метрическая резьба может выполняться на конических поверхностях. Метрическая коническая резьба выполняется с
Слайд 42 Трубная цилиндрическая резьба в соответствии с ГОСТ 6367–81 имеет профиль дюймовой резьбы,
Трубная цилиндрическая резьба в соответствии с ГОСТ 6367–81 имеет профиль дюймовой резьбы,
Слайд 43Изображение резьбового соединения на разрезах
Изображение резьбового соединения на разрезах
Слайд 44Резьбовые соединения
изображение и обозначение
Резьбовые соединения
изображение и обозначение
Слайд 45Резьбовые соединения
изображение и обозначение
Резьбовые соединения
изображение и обозначение
Слайд 46Резьбовые соединения
изображение и обозначение
Резьбовые соединения
изображение и обозначение
Слайд 47ИЗОБРАЖЕНИЕ БОЛТОВОГО СОЕДИНЕНИЯ
ИЗОБРАЖЕНИЕ БОЛТОВОГО СОЕДИНЕНИЯ
Слайд 48Изображение соединения винтом с потайной головкой
Изображение соединения винтом с потайной головкой

Слайд 49ИЗОБРАЖЕНИЕ СОЕДИНЕНИЯ ШПИЛЬКОЙ
ИЗОБРАЖЕНИЕ СОЕДИНЕНИЯ ШПИЛЬКОЙ

Слайд 50А
А
А-А
ИЗОБРАЖЕНИЕ ТРУБНЫХ СОЕДИНЕНИЙ
А
А
А-А
ИЗОБРАЖЕНИЕ ТРУБНЫХ СОЕДИНЕНИЙ
Слайд 51Обозначение гайки:
Гайка 2М20×1,5–-6Н8.028 ГОСТ 5915 –…
Номер стандарта позволяет выяснить конструкцию изделия:
Обозначение гайки:
Гайка 2М20×1,5–-6Н8.028 ГОСТ 5915 –…
Номер стандарта позволяет выяснить конструкцию изделия:
Слайд 52Обозначение болта:
Болт 2М20×1,5–6g×60.56.016 ГОСТ 7798–…
Запись читается так:
болт с шестигранной
Обозначение болта:
Болт 2М20×1,5–6g×60.56.016 ГОСТ 7798–…
Запись читается так:
болт с шестигранной
Слайд 53Обозначение шпильки:
Шпилька М16–6g×120.58026 ГОСТ 22032–…
Запись читается так:
шпилька с ввинчиваемым концом,
Обозначение шпильки:
Шпилька М16–6g×120.58026 ГОСТ 22032–…
Запись читается так:
шпилька с ввинчиваемым концом,
Слайд 54Обозначение винта:
Винт А I М8–6g×50.48 ГОСТ 17475–…
Запись читается так:
винт с
Обозначение винта:
Винт А I М8–6g×50.48 ГОСТ 17475–…
Запись читается так:
винт с
Слайд 55Сварные соединения
являются наиболее совершенными неразъемными соединениями.
Прочность сварных соединений при статических и
Сварные соединения
являются наиболее совершенными неразъемными соединениями.
Прочность сварных соединений при статических и
Слайд 56
Сваркой называется процесс получения неразъемного соединения посредством установления межатомных связей между свариваемыми
Сваркой называется процесс получения неразъемного соединения посредством установления межатомных связей между свариваемыми
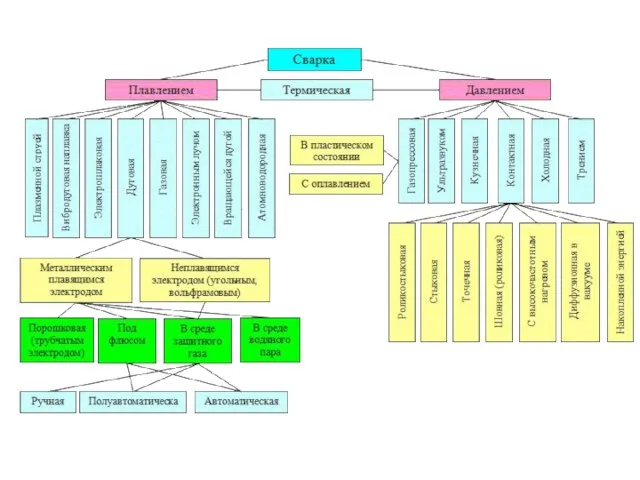
Слайд 58Виды сварных соединений
Виды сварных соединений

Слайд 59Структура обозначения стандартного шва сварного соединения
ГОСТ 5264 - 80 – Т1
Структура обозначения стандартного шва сварного соединения
ГОСТ 5264 - 80 – Т1
Слайд 60
1 – вспомогательный знак: - шов по замкнутой линии, диаметр знака 3…5
1 – вспомогательный знак: - шов по замкнутой линии, диаметр знака 3…5
Слайд 61Условное обозначение швов
сварных соединений
на чертежах наносят согласно ГОСТ 2.312-72.
Шов таврового
Условное обозначение швов
сварных соединений
на чертежах наносят согласно ГОСТ 2.312-72.
Шов таврового
Слайд 62СОЕДИНЕНИЕ ДЕТАЛЕЙ ПАЙКОЙ
Пайка - это процесс соединения материалов, находящихся в твёрдом состоянии,
СОЕДИНЕНИЕ ДЕТАЛЕЙ ПАЙКОЙ
Пайка - это процесс соединения материалов, находящихся в твёрдом состоянии,
Слайд 63 Способы пайки различают по источнику нагрева: паяльником (простейший способ), погружением в расплавленный
Способы пайки различают по источнику нагрева: паяльником (простейший способ), погружением в расплавленный
Слайд 64УСЛОВНОЕ ИЗОБРАЖЕНИЕ
И ОБОЗНАЧЕНИЕ ПАЯНЫХ ШВОВ
Типы паяных швов:
УСЛОВНОЕ ИЗОБРАЖЕНИЕ
И ОБОЗНАЧЕНИЕ ПАЯНЫХ ШВОВ
Типы паяных швов:
Слайд 65 В соответствии с ГОСТ 2.313–82 припой в разрезах и на видах изображают
В соответствии с ГОСТ 2.313–82 припой в разрезах и на видах изображают
Слайд 66Соединение деталей склеиванием
Неразъемное соединение деталей, основанное на силах физико-химического сцепления – склеивание
Соединение деталей склеиванием
Неразъемное соединение деталей, основанное на силах физико-химического сцепления – склеивание
Слайд 67Типы швов клеевых соединений
В прочностных клеевых конструкциях наиболее распространены соединения нахлесточные и
Типы швов клеевых соединений
В прочностных клеевых конструкциях наиболее распространены соединения нахлесточные и
Слайд 68Условное изображение и обозначение клеевых швов
ГОСТ 2.313–82 устанавливает правила изображения на чертежах
Условное изображение и обозначение клеевых швов
ГОСТ 2.313–82 устанавливает правила изображения на чертежах
Слайд 69 Если необходимое количество клея для склеивания сборочной единицы не может быть определено
Если необходимое количество клея для склеивания сборочной единицы не может быть определено
Слайд 70Армированные соединения
В машиностроении, приборостроении и других отраслях промышленности широко применяются детали из
Армированные соединения
В машиностроении, приборостроении и других отраслях промышленности широко применяются детали из
Слайд 71 Чертежи армированных изделий оформляются с некоторыми особенностями (ГОСТ 2.109–68): эти изделия состоят
Чертежи армированных изделий оформляются с некоторыми особенностями (ГОСТ 2.109–68): эти изделия состоят
Слайд 72Соединение деталей методами пластической деформации
Широко распространены такие виды соединений, связанные с пластической
Соединение деталей методами пластической деформации
Широко распространены такие виды соединений, связанные с пластической
Слайд 74
Шероховатость поверхности. Допуски и посадки.
Обозначение на чертежах согласно ЕСКД.
Шероховатость поверхности. Допуски и посадки.
Обозначение на чертежах согласно ЕСКД.
Слайд 75Нанесение предельных отклонений размеров
Размер, проставляемый на чертеже, называется номинальным размером. Размеры
Нанесение предельных отклонений размеров
Размер, проставляемый на чертеже, называется номинальным размером. Размеры
Слайд 76 Предельные отклонения размеров следует указывать непосредственно после номинальных размеров.
Нанесение предельных размеров
Предельные отклонения размеров следует указывать непосредственно после номинальных размеров.
Нанесение предельных размеров
Слайд 77 Термины «Вал» и «Отверстие» относятся не только к деталям круглого сечения,
Термины «Вал» и «Отверстие» относятся не только к деталям круглого сечения,
Слайд 78 На поле чертежа в таких случаях делаю запись: «Неуказанные предельные отклонения размеров
На поле чертежа в таких случаях делаю запись: «Неуказанные предельные отклонения размеров
Слайд 79Указание на чертежах допусков формы и расположения поверхностей
(ГОСТ 2.308-79)
Строгая геометрическая форма
Указание на чертежах допусков формы и расположения поверхностей
(ГОСТ 2.308-79)
Строгая геометрическая форма
Слайд 81Нанесение обозначений допусков
При условном обозначении данные о допусках формы и расположения поверхностей
Нанесение обозначений допусков
При условном обозначении данные о допусках формы и расположения поверхностей
Слайд 82 Рамки следует выполнять сплошными тонкими линиями. Высота цифр, букв и знаков, вписываемых
Рамки следует выполнять сплошными тонкими линиями. Высота цифр, букв и знаков, вписываемых
Слайд 83Обозначения шероховатости поверхностей (ГОСТ 2.309-73)
Поверхности детали имеют следы обработки. Неровности, формирующие
Обозначения шероховатости поверхностей (ГОСТ 2.309-73)
Поверхности детали имеют следы обработки. Неровности, формирующие
Слайд 84 Под шероховатостью поверхности понимают совокупность неровностей на базовой длине l, образующих рельеф
Под шероховатостью поверхности понимают совокупность неровностей на базовой длине l, образующих рельеф
Слайд 85Структура обозначения шероховатости поверхности
Структура обозначения шероховатости поверхности

Слайд 86В обозначении шероховатости поверхности применяют один из знаков, изображенных на рисунках.
Высота h
В обозначении шероховатости поверхности применяют один из знаков, изображенных на рисунках.
Высота h
Слайд 87 - обозначение шероховатости поверхности без указания способа обработки;
- обозначение шероховатости поверхности при
- обозначение шероховатости поверхности без указания способа обработки;
- обозначение шероховатости поверхности при
Слайд 88Условные обозначения направления неровностей
Условные обозначения направления неровностей
Слайд 90Нанесение на чертежах обозначений покрытий и термической обработки поверхностей деталей (ГОСТ 2.310-68)
Для
Нанесение на чертежах обозначений покрытий и термической обработки поверхностей деталей (ГОСТ 2.310-68)
Для
Слайд 91 Если на все поверхности изделия должно быть нанесено одно и то же
Если на все поверхности изделия должно быть нанесено одно и то же
Слайд 92 Если необходимо нанести покрытие на поверхность сложной конфигурации или на часть поверхности,
Если необходимо нанести покрытие на поверхность сложной конфигурации или на часть поверхности,
Слайд 93Обозначение лакокрасочных покрытий
(ГОСТ 9.032-74) записывают в следующем порядке:
покрывной лакокрасочный материал, цвет, обозначение
Обозначение лакокрасочных покрытий
(ГОСТ 9.032-74) записывают в следующем порядке:
покрывной лакокрасочный материал, цвет, обозначение
Слайд 94Сведения о материале, из которого предстоит изготавливать деталь
Сведения о материале заготовки помещают
Сведения о материале, из которого предстоит изготавливать деталь
Сведения о материале заготовки помещают
Слайд 95Примеры условного обозначения:
Ст 3 ГОСТ 380-71;
Сталь 45 ГОСТ 1050-74;
Лист 6 ГОСТ19903-74 (СТ
Примеры условного обозначения:
Ст 3 ГОСТ 380-71;
Сталь 45 ГОСТ 1050-74;
Лист 6 ГОСТ19903-74 (СТ
Слайд 96 Правила нанесения показателей свойств материалов
На чертежах изделий, подвергаемых термической и другим видам
Правила нанесения показателей свойств материалов
На чертежах изделий, подвергаемых термической и другим видам
Слайд 97 Допускается на чертежах указывать виды обработки, результаты которых не подвергаются контролю, например,
Допускается на чертежах указывать виды обработки, результаты которых не подвергаются контролю, например,
Слайд 99Состав информации, подлежащей обязательному регламентированию в конструкторских документах
Рабочие чертежи деталей.
ГЕОМЕТРИЯ
Изображения, дающие
Состав информации, подлежащей обязательному регламентированию в конструкторских документах
Рабочие чертежи деталей.
ГЕОМЕТРИЯ
Изображения, дающие
Слайд 100ГОСТ 2.307-68 Нанесение предельных отклонений
Предельные отклонения формы и расположения поверхностей
ГОСТ 2.307-68 Нанесение предельных отклонений
Предельные отклонения формы и расположения поверхностей
Слайд 101ГОСТ 2.307-68 Нанесение предельных отклонений
Предельные отклонения размеров можно записывать в технических требованиях
ГОСТ 2.307-68 Нанесение предельных отклонений
Предельные отклонения размеров можно записывать в технических требованиях
Слайд 102Назначение чертежа: разработка конструкции (формы и размеров) всех деталей во взаимосвязях с
Назначение чертежа: разработка конструкции (формы и размеров) всех деталей во взаимосвязях с
Слайд 103
области в 1995 году
области в 1995 году
Слайд 104Сборочный чертеж
Документ, содержащий изображение сборочной единицы и другие данные, необходимые для её
Сборочный чертеж
Документ, содержащий изображение сборочной единицы и другие данные, необходимые для её
Слайд 105Чертеж детали
Документ, содержащий изображение детали и другие данные, необходимые для её изготовления
Чертеж детали
Документ, содержащий изображение детали и другие данные, необходимые для её изготовления
Слайд 106Пример выполнения требований к чертежу детали
Пример выполнения требований к чертежу детали

Слайд 107ГОСТ 2.306-68 Обозначения графические материалов и правила нанесения на чертежах
Графическое обозначение материала
ГОСТ 2.306-68 Обозначения графические материалов и правила нанесения на чертежах
Графическое обозначение материала
Слайд 108ГОСТ 2.306-68 Обозначения графические материалов в сечениях
ГОСТ 2.306-68 Обозначения графические материалов в сечениях
Слайд 109ГОСТ 2.306-68 Обозначения графические материалов в сечениях
ГОСТ 2.306-68 Обозначения графические материалов в сечениях
Слайд 110ГОСТ 2.306-68 Обозначения графические материалов в сечениях
ГОСТ 2.306-68 Обозначения графические материалов в сечениях
Слайд 111ГОСТ 2.306-68 Обозначения графические материалов в сечениях
Наклонные параллельные линии штриховки должны проводиться
ГОСТ 2.306-68 Обозначения графические материалов в сечениях
Наклонные параллельные линии штриховки должны проводиться
Слайд 112ГОСТ 2.307-68 Нанесение размеров и предельных отклонений
Группы размеров для деталей:
размеры элементов конструкции
ГОСТ 2.307-68 Нанесение размеров и предельных отклонений
Группы размеров для деталей:
размеры элементов конструкции
Слайд 113ГОСТ 2.307-68 Нанесение размеров и предельных отклонений на деталях
К справочным размерам относят
ГОСТ 2.307-68 Нанесение размеров и предельных отклонений на деталях
К справочным размерам относят

Слайд 114ГОСТ 2.307-68 Нанесение размеров и предельных отклонений на деталях
Замкнутые размерные цепи не
ГОСТ 2.307-68 Нанесение размеров и предельных отклонений на деталях
Замкнутые размерные цепи не

Слайд 115ГОСТ 2.307-68 Нанесение размеров и предельных отклонений на деталях
ГОСТ 2.307-68 Нанесение размеров и предельных отклонений на деталях

Слайд 116http://venec.ulstu.ru/lib/v7/_randin2004.pdf
http://venec.ulstu.ru/lib/v7/_randin2004.pdf

Слайд 118Примеры нанесения размеров
Примеры нанесения размеров

Слайд 120Крышка Нанесение размеров детали, изготовленной холодной штампов-
кой, по матрице
Крышка Нанесение размеров детали, изготовленной холодной штампов-
кой, по матрице
Слайд 123Втулка
Втулка

Слайд 124Пример нанесения размеров
Пример нанесения размеров
Слайд 126Шпоночные канавки
Шпоночные канавки

Слайд 129ГОСТ 2.307-68 Нанесение предельных отклонений
ГОСТ 2.307-68 Нанесение предельных отклонений
Слайд 130ГОСТ 2.307-68 Нанесение предельных отклонений
Предельные отклонения на справочные размеры не проставляются
ГОСТ 2.307-68 Нанесение предельных отклонений
Предельные отклонения на справочные размеры не проставляются
Слайд 131ГОСТ 2.307-68 Нанесение предельных отклонений
Предельные отклонения формы и расположения поверхностей
ГОСТ 2.307-68 Нанесение предельных отклонений
Предельные отклонения формы и расположения поверхностей
Слайд 132ГОСТ 2.307-68 Нанесение предельных отклонений
Предельные отклонения размеров можно записывать в технических требованиях
ГОСТ 2.307-68 Нанесение предельных отклонений
Предельные отклонения размеров можно записывать в технических требованиях
 ПОРЯДОК
ПОРЯДОК Место компьютера в современном мире
Место компьютера в современном мире Комплексные числа и арифметические операции над ними.
Комплексные числа и арифметические операции над ними. Горное дело
Горное дело Орнаменты ханты и священные изображения
Орнаменты ханты и священные изображения Взаимосвязь объектов в архитектурном макете
Взаимосвязь объектов в архитектурном макете Модели и типы обучения
Модели и типы обучения  Рецензия на картину Рафаэдя Санти "Сикстинская Мадонна"
Рецензия на картину Рафаэдя Санти "Сикстинская Мадонна" Бабочкина почта
Бабочкина почта Презентация на тему Зима (1 класс)
Презентация на тему Зима (1 класс) SEZUAL зрение для слепых
SEZUAL зрение для слепых ARRP и RARP Топологии Маршрутизаторы Cisco
ARRP и RARP Топологии Маршрутизаторы Cisco Предмет, методы, система экологического права как отрасли права
Предмет, методы, система экологического права как отрасли права Русская ярмарка (3 класс)
Русская ярмарка (3 класс) Твои игрушки
Твои игрушки Музей боевой славы (Иркутск)
Музей боевой славы (Иркутск) Психологический портрет Лукьянова Егора
Психологический портрет Лукьянова Егора Аккредитация ОУ. Предмет "Технология"
Аккредитация ОУ. Предмет "Технология" Статическая и динамическая сцинтиграфия
Статическая и динамическая сцинтиграфия Московский велоклуб«32 спицы»www.32spokes.ru2011 г.
Московский велоклуб«32 спицы»www.32spokes.ru2011 г. Презентация на тему Финансовая математика
Презентация на тему Финансовая математика Пушкины Зинаида Тимофеевна и Борис Борисович
Пушкины Зинаида Тимофеевна и Борис Борисович Презентация на тему Что такое светская этика
Презентация на тему Что такое светская этика  СигналТерритория Детства от Монтессори-центра
СигналТерритория Детства от Монтессори-центра НОРМАТИВНО-ПРАВОВОЕ ОБЕСПЕЧЕНИЕ ВВЕДЕНИЯ ФГОС НОО В ОУ
НОРМАТИВНО-ПРАВОВОЕ ОБЕСПЕЧЕНИЕ ВВЕДЕНИЯ ФГОС НОО В ОУ Понятие о причастии
Понятие о причастии Квиллинг для начинающих
Квиллинг для начинающих Введение в непрерывную интеграцию
Введение в непрерывную интеграцию