- Processes for Micromachining

Содержание
- 2. * The nonlithographic processes are more conventional means of producing microstructures, which may be combined with
- 3. * . Silicon micromachining combines adding layers of material over a silicon wafer with etching (selectively
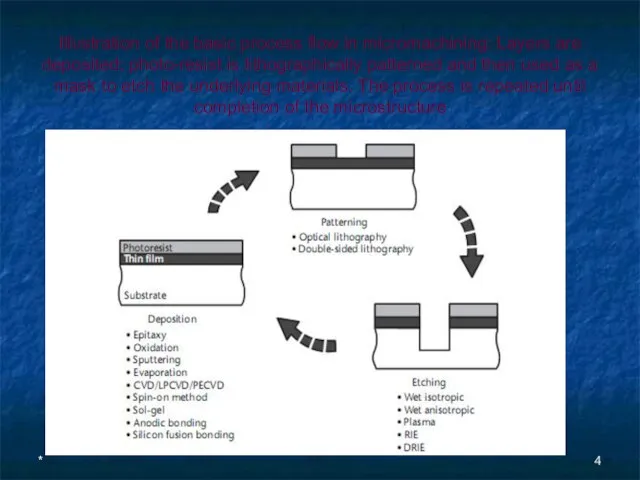
- 4. Illustration of the basic process flow in micromachining: Layers are deposited; photo-resist is lithographically patterned and
- 5. * Basic Process Tools Epitaxy, sputtering, evaporation, chemical-vapor deposition, and spin-on methods are common techniques used
- 6. * Epitaxy Epitaxy is a deposition method to grow a crystalline silicon layer over a silicon
- 7. * The growth occurs in a vapor-phase chemical-deposition reactor from the dissociation or hydrogen reduction at
- 8. * Epitaxy Impurity dopants are simultaneously incorporated during growth by the dissociation of a dopant source
- 9. Epitaxy can be used to grow crystalline silicon on other types of crystalline substrates such as
- 10. * Oxidation High-quality amorphous silicon dioxide is obtained by oxidizing silicon in either dry oxygen or
- 11. * Oxidation Thermal oxidation of silicon generates compressive stress in the silicon dioxide film. There are
- 12. The compressive stress depends on the total thickness of the silicon dioxide layer and can reach
- 13. * Sputter Deposition In sputter deposition, a target made of a material to be deposited is
- 14. * Sputter Deposition In planar and cylindrical magnetron sputtering, an externally applied magnetic field increases the
- 15. * Sputter Deposition Nearly any inorganic material can be sputtered. Sputtering is a favored method in
- 16. * Sputter Deposition The directional randomness of the sputtering process, provided that the target size is
- 17. * Sputter Deposition Many metals, particularly inert ones such as gold, silver, and platinum, do not
- 18. * Evaporation Evaporation involves the heating of a source material to a high temperature, generating a
- 19. * Evaporation Evaporation is performed in a vacuum chamber with the background pressure typically below 10−4
- 20. * Evaporation Resistive evaporation is simple but can result in spreading impurities or other contaminants present
- 21. * Evaporation Evaporation is a directional deposition process from a relatively small source. This results in
- 22. * Evaporation Rotating the substrate to face the source at different angles during deposition reduces the
- 23. * Chemical-Vapor Deposition In contrast to sputtering, CVD is a high-temperature process, usually performed above 300ºC.
- 24. * Chemical-Vapor Deposition Chemical vapor deposition processes are categorized as atmospheric-pressure (referred to as APCVD), or
- 25. * Chemical-Vapor Deposition Substrate temperature, gas flows, presence of dopants, and pressure are important process variables
- 26. * Deposition of Polysilicon Chemical-vapor deposition processes allow the deposition of polysilicon as a thin film
- 27. * Deposition of Polysilicon Polysilicon is deposited by the pyrolysis of silane (SiH4) to silicon and
- 28. * Deposition of Polysilicon LPCVD polysilicon films conform well to the underlying topography on the wafer,
- 29. * Deposition of Polysilicon Polysilicon can be doped during deposition—known as in situ doping—by introducing dopant
- 30. * Deposition of Polysilicon Intrinsic stresses in as-deposited doped polysilicon films can be large (>500 MPa)
- 31. * Deposition of Silicon Dioxide Silicon dioxide is deposited below 500ºC by reacting silane and oxygen
- 32. * Deposition of Silicon Dioxide Films doped with phosphorus are often referred to as phos-phosilicate glass
- 33. * Deposition of Silicon Dioxide Silicon dioxide can also be deposited at temperatures between 650º and
- 34. * Deposition of Silicon Dioxide As is the case for the LPCVD of polysilicon, deposition rates
- 35. * Deposition of Silicon Dioxide Deposited silicon dioxide films are amorphous with a structure similar to
- 37. Скачать презентацию
Слайд 2*
The nonlithographic processes are more conventional means of producing microstructures, which may
*
The nonlithographic processes are more conventional means of producing microstructures, which may
Слайд 3*
.
Silicon micromachining combines adding layers of material over a silicon wafer
*
.
Silicon micromachining combines adding layers of material over a silicon wafer
Слайд 4Illustration of the basic process flow in micromachining: Layers are deposited; photo-resist
Illustration of the basic process flow in micromachining: Layers are deposited; photo-resist
Слайд 5*
Basic Process Tools
Epitaxy, sputtering, evaporation, chemical-vapor deposition, and spin-on methods are common
*
Basic Process Tools
Epitaxy, sputtering, evaporation, chemical-vapor deposition, and spin-on methods are common
Слайд 6*
Epitaxy
Epitaxy is a deposition method to grow a crystalline silicon layer over
*
Epitaxy
Epitaxy is a deposition method to grow a crystalline silicon layer over
Слайд 7*
The growth occurs in a vapor-phase chemical-deposition reactor from the dissociation or
*
The growth occurs in a vapor-phase chemical-deposition reactor from the dissociation or
Слайд 8*
Epitaxy
Impurity dopants are simultaneously incorporated during growth by the dissociation of a
*
Epitaxy
Impurity dopants are simultaneously incorporated during growth by the dissociation of a
Слайд 9Epitaxy can be used to grow crystalline silicon on other types of
Epitaxy can be used to grow crystalline silicon on other types of
Слайд 10*
Oxidation
High-quality amorphous silicon dioxide is obtained by oxidizing silicon in either dry
*
Oxidation
High-quality amorphous silicon dioxide is obtained by oxidizing silicon in either dry
Слайд 11*
Oxidation
Thermal oxidation of silicon generates compressive stress in the silicon dioxide film.
*
Oxidation
Thermal oxidation of silicon generates compressive stress in the silicon dioxide film.
Слайд 12The compressive stress depends on the total thickness of the silicon dioxide
The compressive stress depends on the total thickness of the silicon dioxide
Слайд 13*
Sputter Deposition
In sputter deposition, a target made of a material to be
*
Sputter Deposition
In sputter deposition, a target made of a material to be
Слайд 14*
Sputter Deposition
In planar and cylindrical magnetron sputtering, an externally applied magnetic field
*
Sputter Deposition
In planar and cylindrical magnetron sputtering, an externally applied magnetic field
Слайд 15*
Sputter Deposition
Nearly any inorganic material can be sputtered. Sputtering is a favored
*
Sputter Deposition
Nearly any inorganic material can be sputtered. Sputtering is a favored
Слайд 16*
Sputter Deposition
The directional randomness of the sputtering process, provided that the target
*
Sputter Deposition
The directional randomness of the sputtering process, provided that the target
Слайд 17*
Sputter Deposition
Many metals, particularly inert ones such as gold, silver, and platinum,
*
Sputter Deposition
Many metals, particularly inert ones such as gold, silver, and platinum,
Слайд 18*
Evaporation
Evaporation involves the heating of a source material to a high temperature,
*
Evaporation
Evaporation involves the heating of a source material to a high temperature,
Слайд 19*
Evaporation
Evaporation is performed in a vacuum chamber with the background pressure typically
*
Evaporation
Evaporation is performed in a vacuum chamber with the background pressure typically
Слайд 20*
Evaporation
Resistive evaporation is simple but can result in spreading impurities or other
*
Evaporation
Resistive evaporation is simple but can result in spreading impurities or other
Слайд 21*
Evaporation
Evaporation is a directional deposition process from a relatively small source.
This results
*
Evaporation
Evaporation is a directional deposition process from a relatively small source.
This results
Слайд 22*
Evaporation
Rotating the substrate to face the source at different angles during deposition
*
Evaporation
Rotating the substrate to face the source at different angles during deposition
Слайд 23*
Chemical-Vapor Deposition
In contrast to sputtering, CVD is a high-temperature process, usually performed
*
Chemical-Vapor Deposition
In contrast to sputtering, CVD is a high-temperature process, usually performed
Слайд 24*
Chemical-Vapor Deposition
Chemical vapor deposition processes are categorized as atmospheric-pressure (referred to as
*
Chemical-Vapor Deposition
Chemical vapor deposition processes are categorized as atmospheric-pressure (referred to as
Слайд 25*
Chemical-Vapor Deposition
Substrate temperature, gas flows, presence of dopants, and pressure are important
*
Chemical-Vapor Deposition
Substrate temperature, gas flows, presence of dopants, and pressure are important
Слайд 26*
Deposition of Polysilicon
Chemical-vapor deposition processes allow the deposition of polysilicon as a
*
Deposition of Polysilicon
Chemical-vapor deposition processes allow the deposition of polysilicon as a
Слайд 27*
Deposition of Polysilicon
Polysilicon is deposited by the pyrolysis of silane (SiH4) to
*
Deposition of Polysilicon
Polysilicon is deposited by the pyrolysis of silane (SiH4) to
Слайд 28*
Deposition of Polysilicon
LPCVD polysilicon films conform well to the underlying topography on
*
Deposition of Polysilicon
LPCVD polysilicon films conform well to the underlying topography on
Слайд 29*
Deposition of Polysilicon
Polysilicon can be doped during deposition—known as in situ doping—by
*
Deposition of Polysilicon
Polysilicon can be doped during deposition—known as in situ doping—by
Слайд 30*
Deposition of Polysilicon
Intrinsic stresses in as-deposited doped polysilicon films can be large
*
Deposition of Polysilicon
Intrinsic stresses in as-deposited doped polysilicon films can be large
Слайд 31*
Deposition of Silicon Dioxide
Silicon dioxide is deposited below 500ºC by reacting silane
*
Deposition of Silicon Dioxide
Silicon dioxide is deposited below 500ºC by reacting silane
Слайд 32*
Deposition of Silicon Dioxide
Films doped with phosphorus are often referred to as
*
Deposition of Silicon Dioxide
Films doped with phosphorus are often referred to as
Слайд 33*
Deposition of Silicon Dioxide
Silicon dioxide can also be deposited at temperatures between
*
Deposition of Silicon Dioxide
Silicon dioxide can also be deposited at temperatures between
Слайд 34*
Deposition of Silicon Dioxide
As is the case for the LPCVD of polysilicon,
*
Deposition of Silicon Dioxide
As is the case for the LPCVD of polysilicon,
Слайд 35*
Deposition of Silicon Dioxide
Deposited silicon dioxide films are amorphous with a structure
*
Deposition of Silicon Dioxide
Deposited silicon dioxide films are amorphous with a structure
 Будни и праздники начальной школы
Будни и праздники начальной школы Масленица
Масленица Тренинг для собственников и топ - менеджеров компаний
Тренинг для собственников и топ - менеджеров компаний Инновационный менеджмент в образовании
Инновационный менеджмент в образовании МОУ «Средняя общеобразовательная школа №7»г. Сосновый Бор Ленинградской областиПроектно– исследовательская работапо биологи
МОУ «Средняя общеобразовательная школа №7»г. Сосновый Бор Ленинградской областиПроектно– исследовательская работапо биологи В мире народного зодчества: традиции народного мастерства
В мире народного зодчества: традиции народного мастерства Служба ценового мониторингаОГУ «Самара-АРИС»
Служба ценового мониторингаОГУ «Самара-АРИС» ПЕРИОДЫ ДЕТСКОГО ВОЗРАСТА. ЗНАЧЕНИЕ ГЕНЕТИЧЕСКИХ И НАСЛЕДСТВЕННЫХ факторов
ПЕРИОДЫ ДЕТСКОГО ВОЗРАСТА. ЗНАЧЕНИЕ ГЕНЕТИЧЕСКИХ И НАСЛЕДСТВЕННЫХ факторов  Поведение во время грозы
Поведение во время грозы Государственная символика Российской Федерации. География и право вокруг нас
Государственная символика Российской Федерации. География и право вокруг нас Психологические аспекты неуспеваемости И пути ее предупреждения
Психологические аспекты неуспеваемости И пути ее предупреждения Субъекты и объекты гражданского права
Субъекты и объекты гражданского права Презентация на тему Семья в современном обществе. Законодательство о семье
Презентация на тему Семья в современном обществе. Законодательство о семье Книги о войне
Книги о войне Семейное право как отрасль права
Семейное право как отрасль права Домашние метеостанции
Домашние метеостанции Пожары на объектах добычи и хранения жидкого и газообразного топлива
Пожары на объектах добычи и хранения жидкого и газообразного топлива  Задание на позицию менеджера проектов
Задание на позицию менеджера проектов Презентация на тему Международно-правовое регулирование торговли услугами
Презентация на тему Международно-правовое регулирование торговли услугами Риск-ориентированный подход в системе контроля эффективности деятельности образовательных организаций
Риск-ориентированный подход в системе контроля эффективности деятельности образовательных организаций Природные явления. Землетрясения и вулканы
Природные явления. Землетрясения и вулканы Требования к результатам освоения основных образовательных программ
Требования к результатам освоения основных образовательных программ Отдельные заметки к решениям казусов
Отдельные заметки к решениям казусов Индейцы
Индейцы Дроздов Савченко
Дроздов Савченко презентация
презентация Введение в отрасль уголовного процесса
Введение в отрасль уголовного процесса Оценка инвестиционного потенциала Украины: отраслевой аспект
Оценка инвестиционного потенциала Украины: отраслевой аспект