- Сварка пластин в нижнем, горизонтальном,вертикальном положении сварочного шва

Содержание
- 2. Цель урока: Научить учащихся выполнять сварку пластин в нижнем,вертикальном и горизонтальном положении сварочного шва Оборудование и
- 3. Теоретические вопросы:?????????
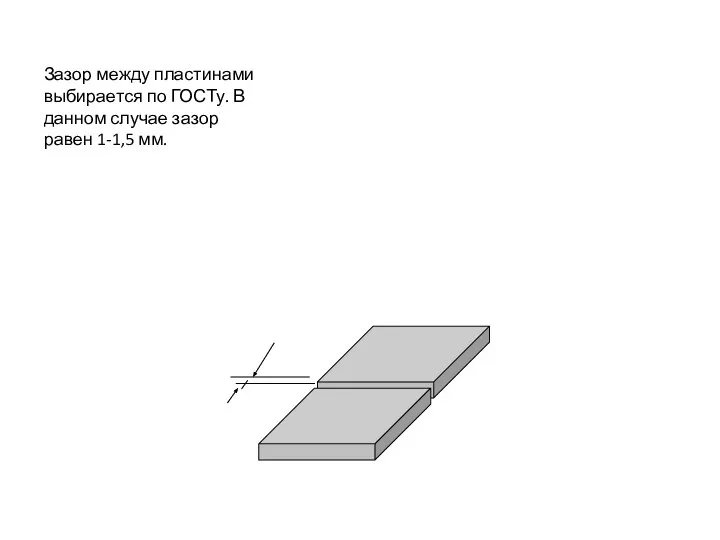
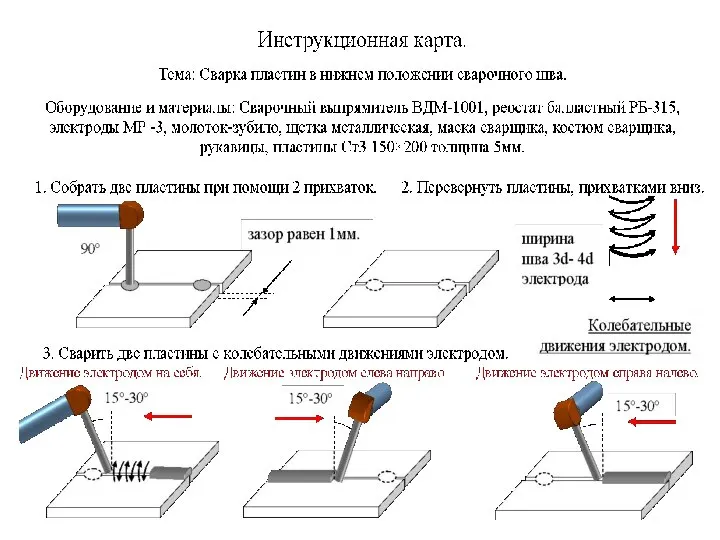
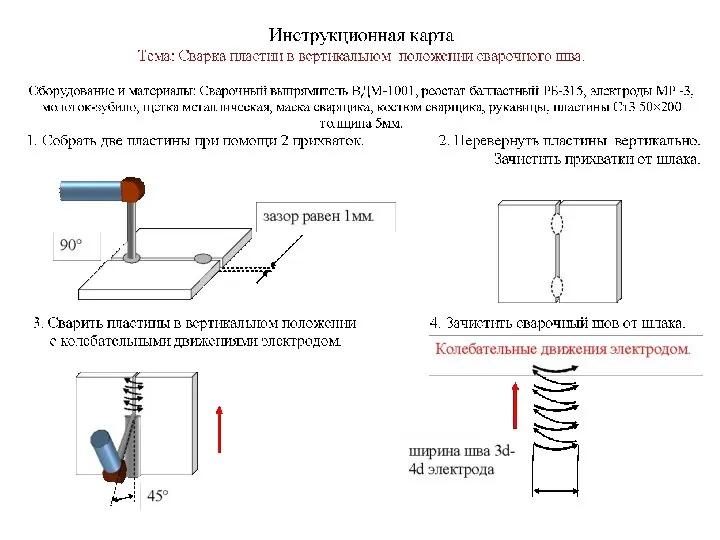
- 4. Зазор между пластинами выбирается по ГОСТу. В данном случае зазор равен 1-1,5 мм.
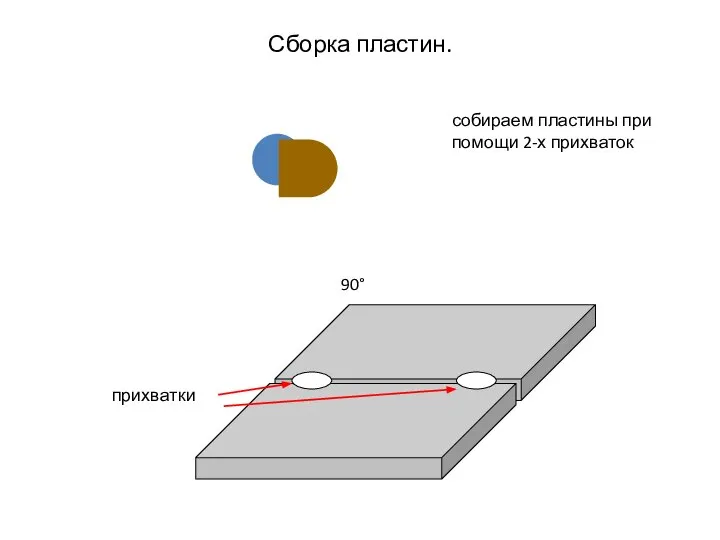
- 5. Сборка пластин. 90° прихватки собираем пластины при помощи 2-х прихваток
- 6. Сборка пластин. Перевернуть пластины, прихватками вниз.
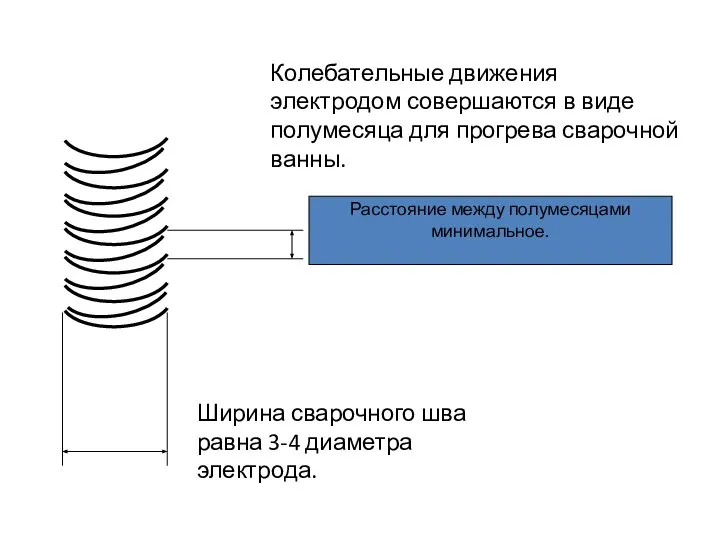
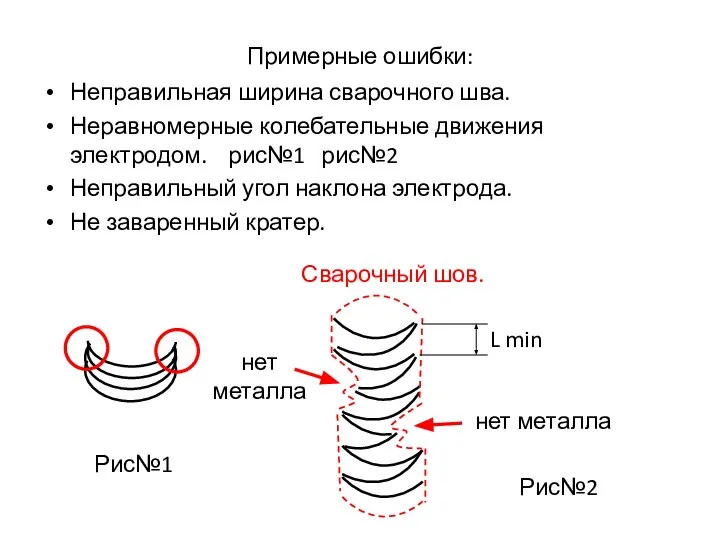
- 7. Колебательные движения электродом совершаются в виде полумесяца для прогрева сварочной ванны. Расстояние между полумесяцами минимальное. Ширина
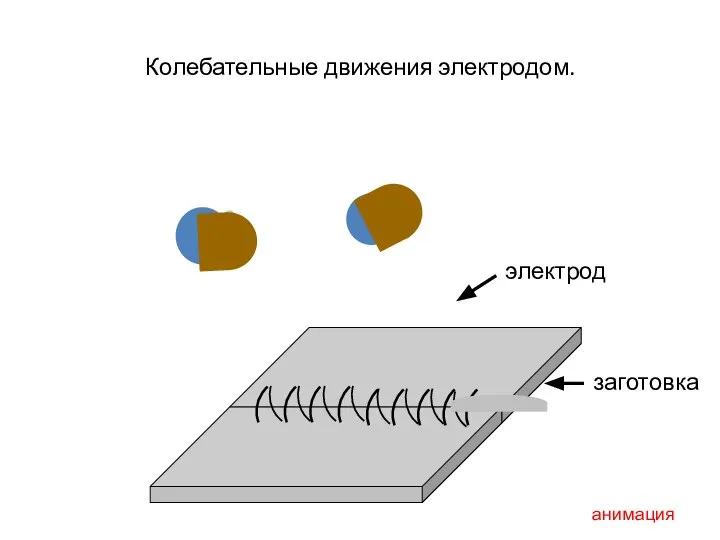
- 8. Колебательные движения электродом. анимация электрод заготовка
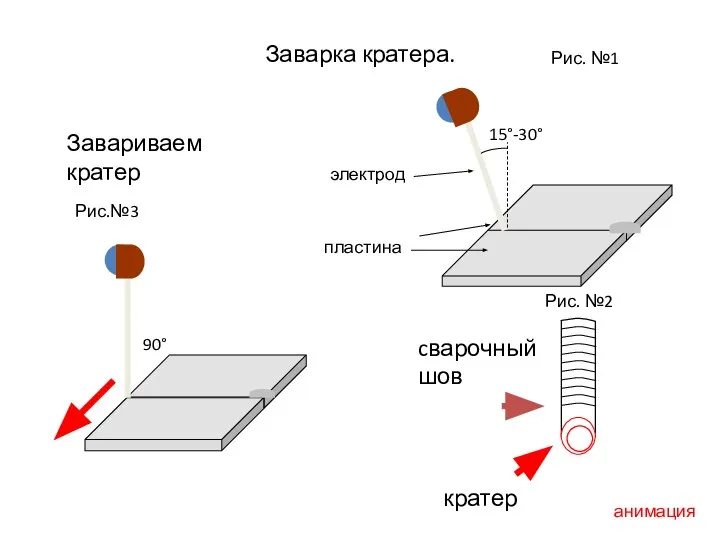
- 9. Заварка кратера. 90° Рис.№3 Рис. №1 15°-30° Рис. №2 кратер cварочный шов Завариваем кратер анимация электрод
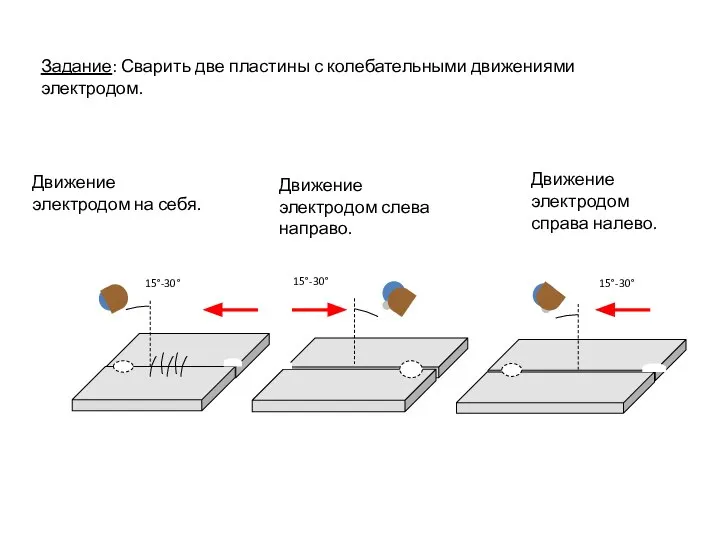
- 10. 15°-30° Движение электродом на себя. 15°-30° Движение электродом слева направо. Движение электродом справа налево. 15°-30° Задание:
- 11. Примерные ошибки: Неправильная ширина сварочного шва. Неравномерные колебательные движения электродом. рис№1 рис№2 Неправильный угол наклона электрода.
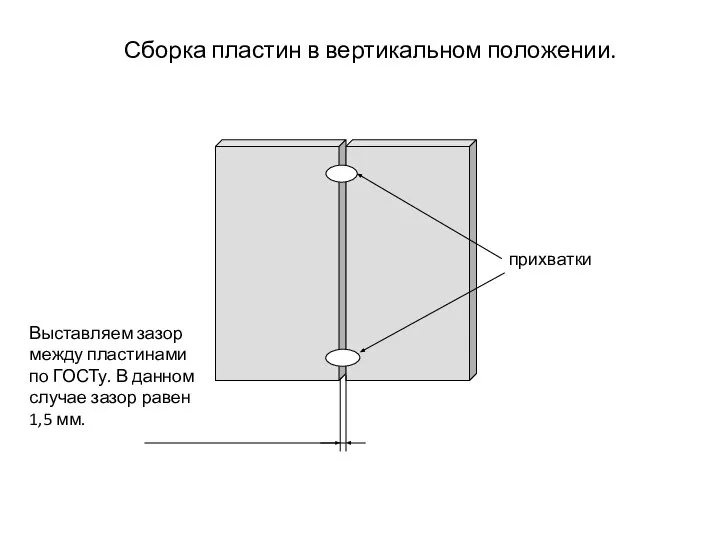
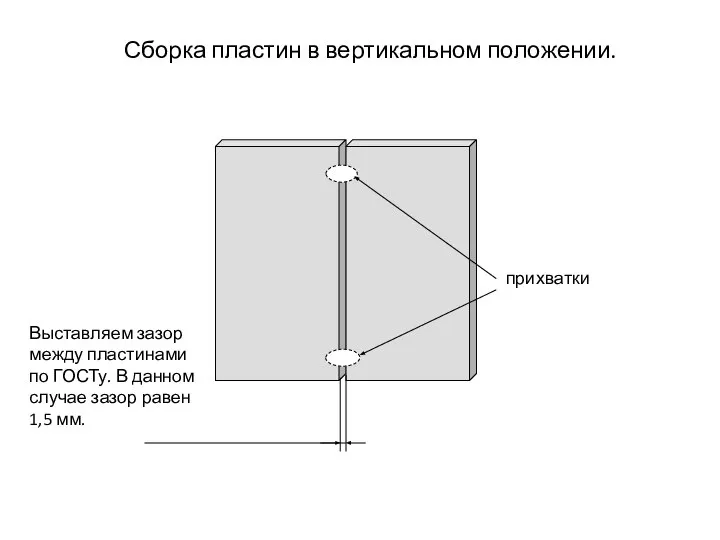
- 13. Выставляем зазор между пластинами по ГОСТу. В данном случае зазор равен 1,5 мм. Сборка пластин в
- 14. Выставляем зазор между пластинами по ГОСТу. В данном случае зазор равен 1,5 мм. Сборка пластин в
- 15. Технология сварки при вертикальном положении сварочного шва. Силу тока уменьшаем на 10-15%. Направление сварки снизу вверх.
- 16. Сварка стыкового соединения. 45° колебательные движения направление сварки анимация ширина шва 3-4 диаметра электрода электрод пластина
- 17. Сварка «с прерыванием сварочной дуги». 45° сварочная ванна сварочный шов электрод анимация
- 18. Возможные ошибки. Неравномерный сварочный шов. ( рис №1) Неправильный угол наклона электрода. Неправильная ширина сварочного шва.
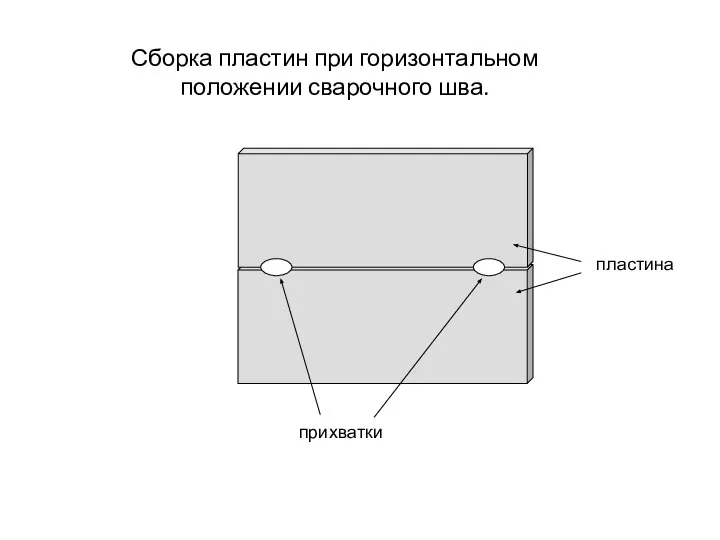
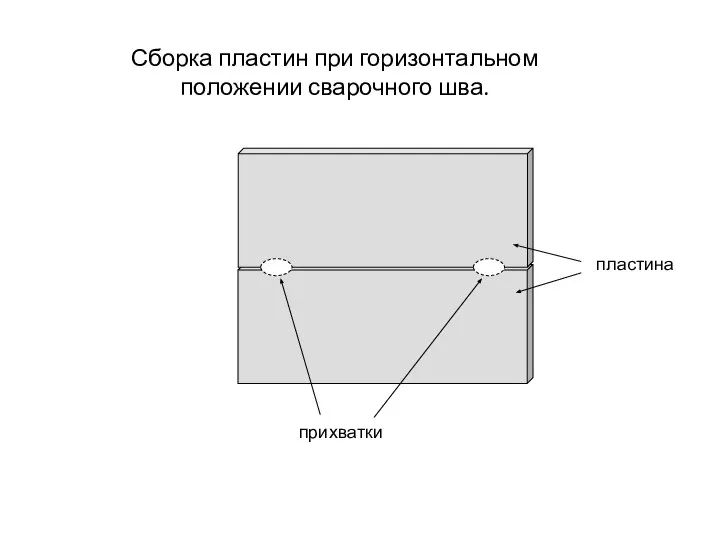
- 20. Сборка пластин при горизонтальном положении сварочного шва. прихватки пластина
- 21. Сборка пластин при горизонтальном положении сварочного шва. прихватки пластина
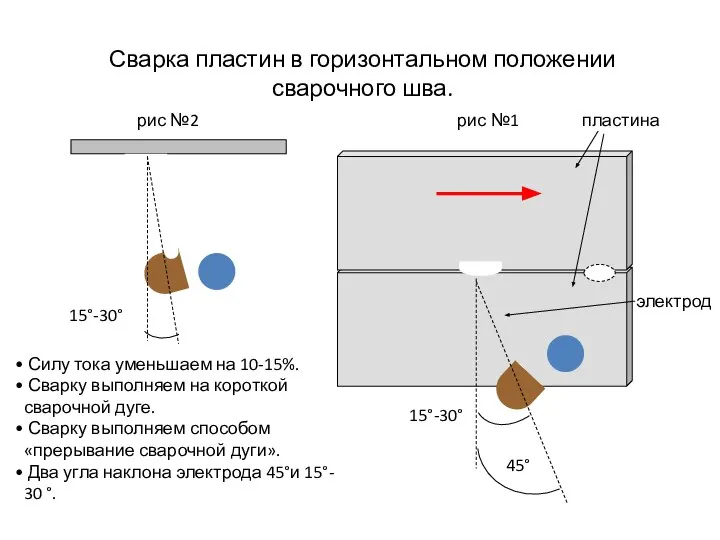
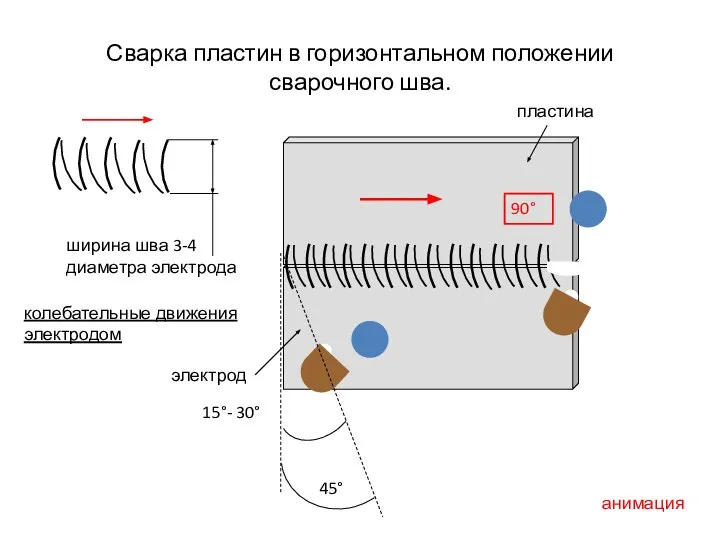
- 22. Сварка пластин в горизонтальном положении сварочного шва. 45° 15°-30° 15°-30° Силу тока уменьшаем на 10-15%. Сварку
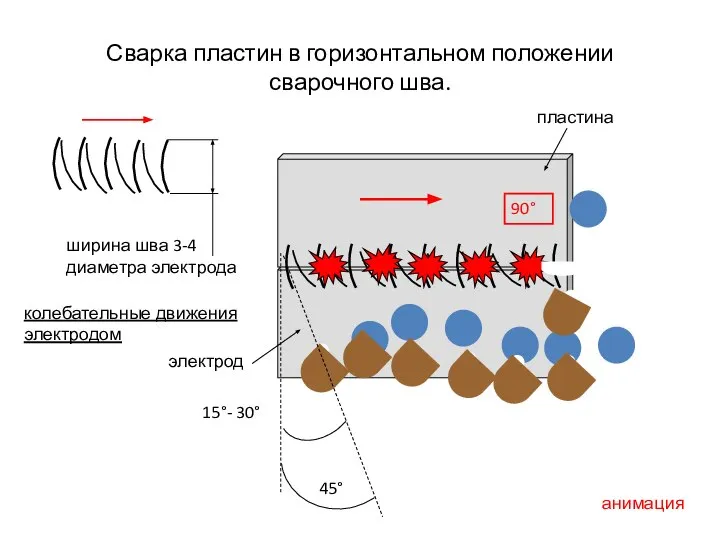
- 23. Сварка пластин в горизонтальном положении сварочного шва. 90° 45° 15°- 30° анимация ширина шва 3-4 диаметра
- 24. Сварка пластин в горизонтальном положении сварочного шва. 90° 45° 15°- 30° анимация ширина шва 3-4 диаметра
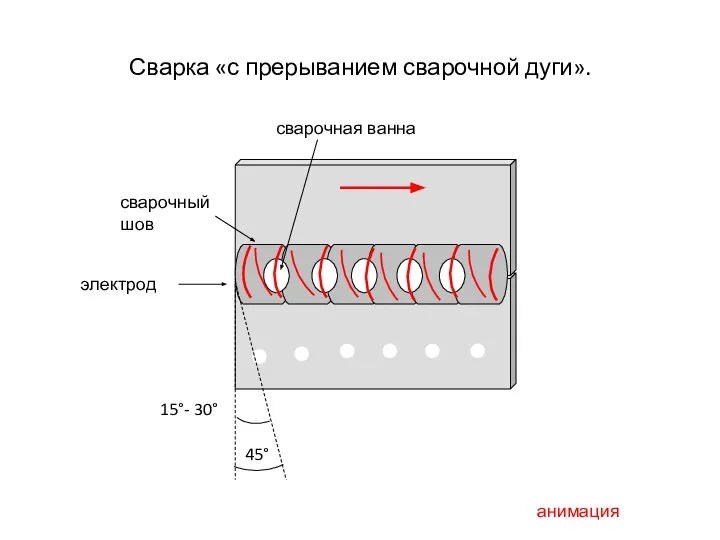
- 25. Сварка «с прерыванием сварочной дуги». электрод сварочный шов сварочная ванна 15°- 30° 45° анимация
- 27. Скачать презентацию
Слайд 2Цель урока: Научить учащихся выполнять сварку пластин в нижнем,вертикальном и горизонтальном положении
Цель урока: Научить учащихся выполнять сварку пластин в нижнем,вертикальном и горизонтальном положении
Слайд 3 Теоретические вопросы:?????????
Теоретические вопросы:?????????
Слайд 4
Зазор между пластинами выбирается по ГОСТу. В данном случае зазор
Зазор между пластинами выбирается по ГОСТу. В данном случае зазор
Слайд 5Сборка пластин.
90°
прихватки
собираем пластины при помощи 2-х прихваток
Сборка пластин.
90°
прихватки
собираем пластины при помощи 2-х прихваток
Слайд 6Сборка пластин.
Перевернуть пластины, прихватками вниз.
Сборка пластин.
Перевернуть пластины, прихватками вниз.

Слайд 7
Колебательные движения электродом совершаются в виде полумесяца для прогрева сварочной
Колебательные движения электродом совершаются в виде полумесяца для прогрева сварочной
Слайд 8Колебательные движения электродом.
анимация
электрод
заготовка
Колебательные движения электродом.
анимация
электрод
заготовка
Слайд 9Заварка кратера.
90°
Рис.№3
Рис. №1
15°-30°
Рис. №2
кратер
cварочный шов
Завариваем кратер
анимация
электрод
пластина
Заварка кратера.
90°
Рис.№3
Рис. №1
15°-30°
Рис. №2
кратер
cварочный шов
Завариваем кратер
анимация
электрод
пластина
Слайд 1015°-30°
Движение электродом на себя.
15°-30°
Движение электродом слева направо.
Движение электродом справа налево.
15°-30°
Задание:
15°-30°
Движение электродом на себя.
15°-30°
Движение электродом слева направо.
Движение электродом справа налево.
15°-30°
Задание:
Слайд 11Примерные ошибки:
Неправильная ширина сварочного шва.
Неравномерные колебательные движения электродом. рис№1 рис№2
Неправильный угол наклона
Примерные ошибки:
Неправильная ширина сварочного шва.
Неравномерные колебательные движения электродом. рис№1 рис№2
Неправильный угол наклона
Слайд 13
Выставляем зазор между пластинами по ГОСТу. В данном случае зазор
Выставляем зазор между пластинами по ГОСТу. В данном случае зазор
Слайд 14
Выставляем зазор между пластинами по ГОСТу. В данном случае зазор
Выставляем зазор между пластинами по ГОСТу. В данном случае зазор
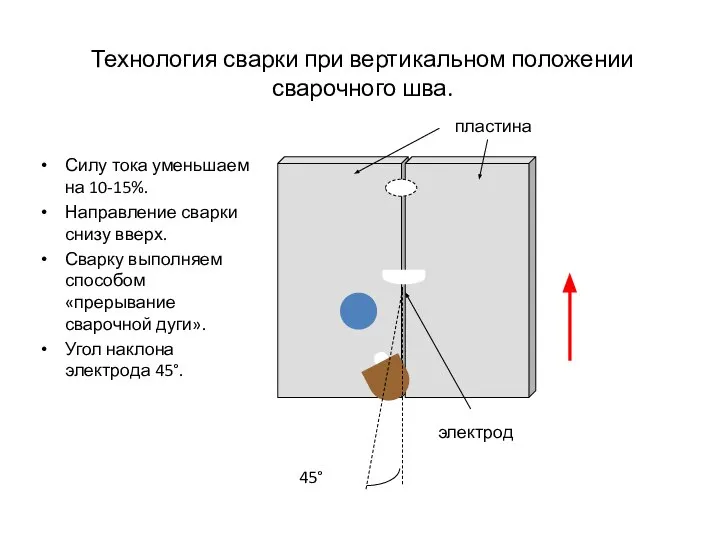
Слайд 15Технология сварки при вертикальном положении сварочного шва.
Силу тока уменьшаем на 10-15%.
Направление сварки
Технология сварки при вертикальном положении сварочного шва.
Силу тока уменьшаем на 10-15%.
Направление сварки
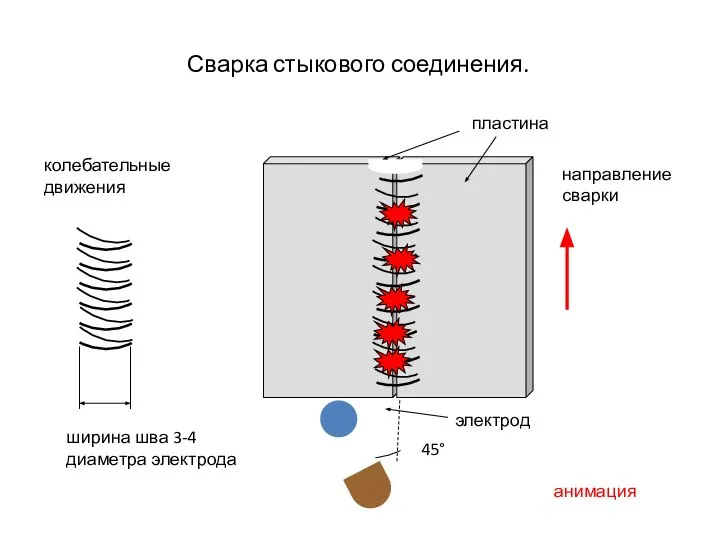
Слайд 16Сварка стыкового соединения.
45°
колебательные движения
направление сварки
анимация
ширина шва 3-4 диаметра электрода
электрод
пластина
Сварка стыкового соединения.
45°
колебательные движения
направление сварки
анимация
ширина шва 3-4 диаметра электрода
электрод
пластина
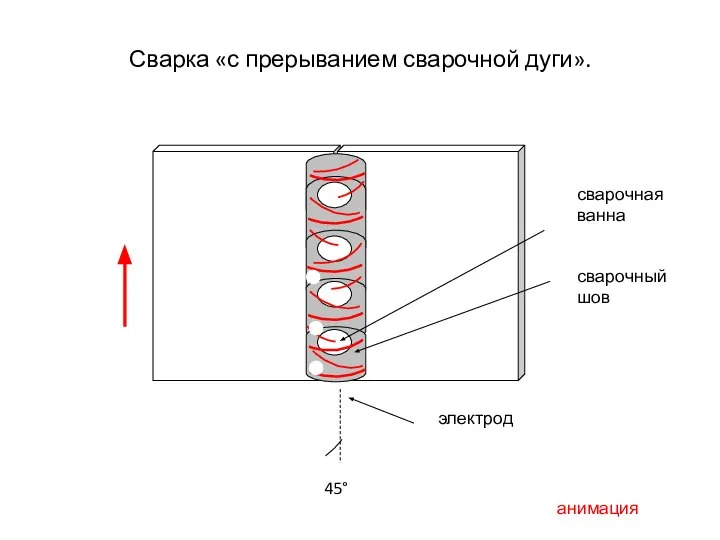
Слайд 17Сварка «с прерыванием сварочной дуги».
45°
сварочная ванна
сварочный шов
электрод
анимация
Сварка «с прерыванием сварочной дуги».
45°
сварочная ванна
сварочный шов
электрод
анимация
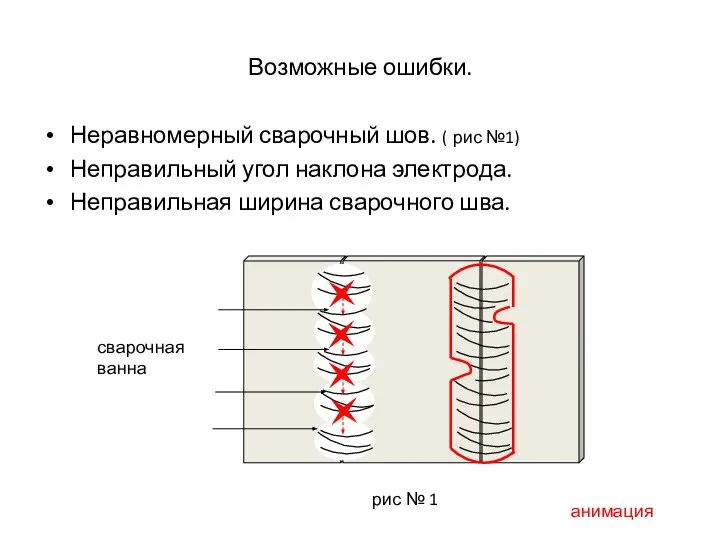
Слайд 18Возможные ошибки.
Неравномерный сварочный шов. ( рис №1)
Неправильный угол наклона электрода.
Неправильная ширина сварочного
Возможные ошибки.
Неравномерный сварочный шов. ( рис №1)
Неправильный угол наклона электрода.
Неправильная ширина сварочного
Слайд 20
Сборка пластин при горизонтальном положении сварочного шва.
прихватки
пластина
Сборка пластин при горизонтальном положении сварочного шва.
прихватки
пластина
Слайд 21
Сборка пластин при горизонтальном положении сварочного шва.
прихватки
пластина
Сборка пластин при горизонтальном положении сварочного шва.
прихватки
пластина
Слайд 22Сварка пластин в горизонтальном положении сварочного шва.
45°
15°-30°
15°-30°
Силу тока уменьшаем на 10-15%.
Сварка пластин в горизонтальном положении сварочного шва.
45°
15°-30°
15°-30°
Силу тока уменьшаем на 10-15%.
Слайд 23Сварка пластин в горизонтальном положении сварочного шва.
90°
45°
15°- 30°
анимация
ширина шва 3-4 диаметра электрода
колебательные
Сварка пластин в горизонтальном положении сварочного шва.
90°
45°
15°- 30°
анимация
ширина шва 3-4 диаметра электрода
колебательные
Слайд 24Сварка пластин в горизонтальном положении сварочного шва.
90°
45°
15°- 30°
анимация
ширина шва 3-4 диаметра электрода
колебательные
Сварка пластин в горизонтальном положении сварочного шва.
90°
45°
15°- 30°
анимация
ширина шва 3-4 диаметра электрода
колебательные
Слайд 25Сварка «с прерыванием сварочной дуги».
электрод
сварочный шов
сварочная ванна
15°- 30°
45°
анимация
Сварка «с прерыванием сварочной дуги».
электрод
сварочный шов
сварочная ванна
15°- 30°
45°
анимация
 Экзотические фрукты
Экзотические фрукты Уровни информационных процессов
Уровни информационных процессов Зимние каникулы
Зимние каникулы В гости к осени 2 класс
В гости к осени 2 класс Язык как важный фактор региональной идентичности
Язык как важный фактор региональной идентичности Гость из Древней Греции. Мифы о грецком орехе
Гость из Древней Греции. Мифы о грецком орехе Joomla! vs Drupal
Joomla! vs Drupal Презентация на тему Путешествие тучки по Европе 2 класс
Презентация на тему Путешествие тучки по Европе 2 класс Техника получения заказов на научную и инновационную продукцию и услуги от фирм и промышленных компаний в России
Техника получения заказов на научную и инновационную продукцию и услуги от фирм и промышленных компаний в России phpm2fa0e_ovosibirskaya-oblast
phpm2fa0e_ovosibirskaya-oblast Патология последового и раннего послеродового периодов
Патология последового и раннего послеродового периодов  Какое странное и манящее, и несущее, и чудесное в слове «дорога», и как чудна она сама, эта дорога! Н.В.Гоголь
Какое странное и манящее, и несущее, и чудесное в слове «дорога», и как чудна она сама, эта дорога! Н.В.Гоголь Пострансфузионные реакции и осложнения
Пострансфузионные реакции и осложнения MTV Upgrade. Статистика
MTV Upgrade. Статистика Реформы Революции Мэйдзи
Реформы Революции Мэйдзи С рождеством и новым годом
С рождеством и новым годом Аганбегян Абел Гезевич
Аганбегян Абел Гезевич Гигиена обуви Выполнила студентка 402 группы педиатрического факультета Туриева Диана Владикавказ 2010год
Гигиена обуви Выполнила студентка 402 группы педиатрического факультета Туриева Диана Владикавказ 2010год Реализация туристских продуктов в СВВТ
Реализация туристских продуктов в СВВТ Образование в Средние века
Образование в Средние века Подарок любимой маме.Жизнь изменилась: треск и толкотня. Всего с лихвой. Всё – купля и продажа.А ты прими в подарок от меняМой лу
Подарок любимой маме.Жизнь изменилась: треск и толкотня. Всего с лихвой. Всё – купля и продажа.А ты прими в подарок от меняМой лу Кухня - лицо хозяйки. Шаблон
Кухня - лицо хозяйки. Шаблон Формирование графических навыков на уроке технологии
Формирование графических навыков на уроке технологии Rough sketch. Javá tea
Rough sketch. Javá tea Алфавитный подход к определению количества информации
Алфавитный подход к определению количества информации Презентация на тему Жизнь луга
Презентация на тему Жизнь луга Рождественский календарь BABOR
Рождественский календарь BABOR Резистивный элемент в цепи переменного тока
Резистивный элемент в цепи переменного тока