- Точность механической обработки и погрешности изготовления деталей

Содержание
- 2. Точность механической обработки Под точностью детали понимают степень её приближения к геометрически правильному её прототипу. изготовить
- 3. Погрешности изготовления деталей Все первичные (элементарные) погрешности обработки можно разделить на систематические постоянные, систематические переменные, случайные.
- 4. Погрешности формы и расположения поверхностей ОЦЕНКА ОТКЛОНЕНИЙ РАСПОЛОЖЕНИЯ ПРЕДПОЛАГАЕТ ОТСУТСТВИЕ ОТКЛОНЕНИЙ ФОРМЫ ПОВЕРХНОСТЕЙ, КОТОРЫЕ ПРИ ЭТОМ
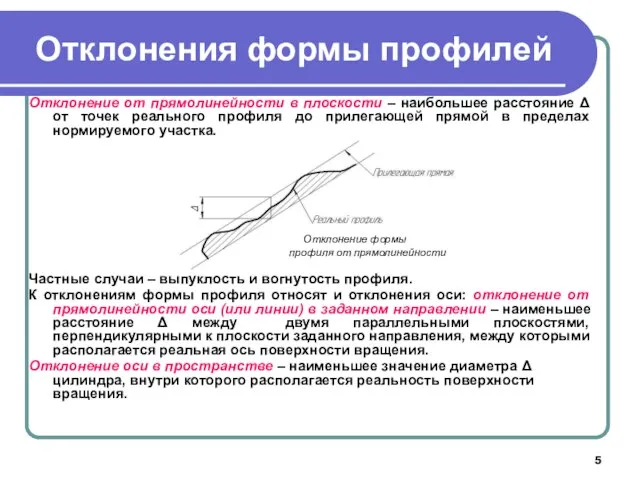
- 5. Отклонения формы профилей Отклонение от прямолинейности в плоскости – наибольшее расстояние Δ от точек реального профиля
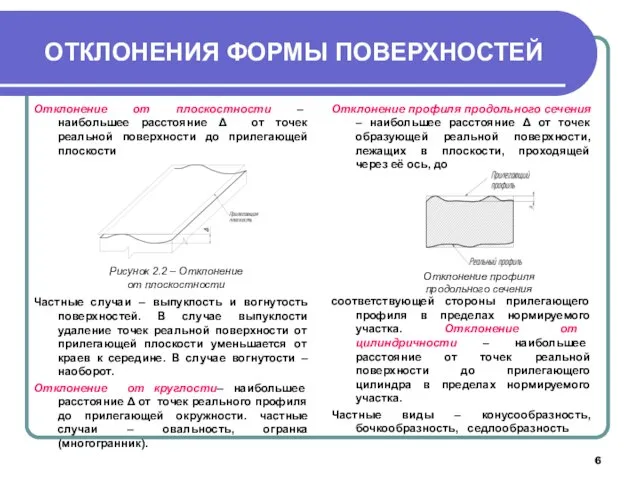
- 6. ОТКЛОНЕНИЯ ФОРМЫ ПОВЕРХНОСТЕЙ Отклонение от плоскостности – наибольшее расстояние Δ от точек реальной поверхности до прилегающей
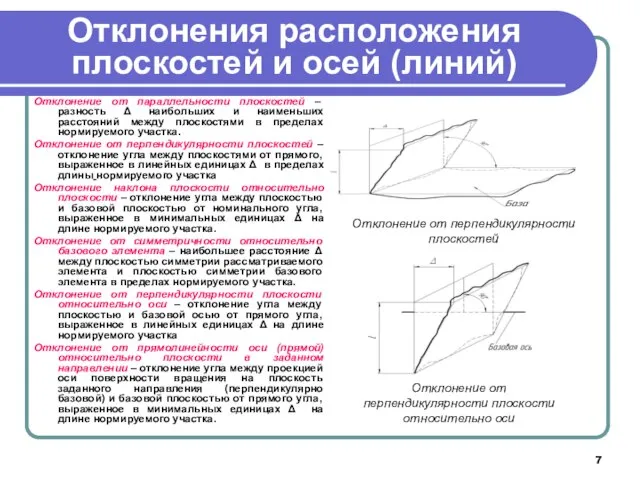
- 7. Отклонения расположения плоскостей и осей (линий) Отклонение от параллельности плоскостей – разность Δ наибольших и наименьших
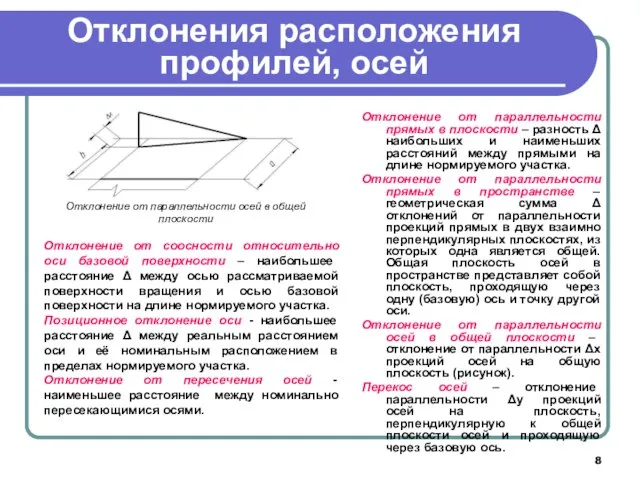
- 8. Отклонения расположения профилей, осей Отклонение от параллельности прямых в плоскости – разность Δ наибольших и наименьших
- 9. Суммарные отклонения формы и расположения поверхностей Полное радиальное биение – разность Δ наибольшего и наименьшего расстояний
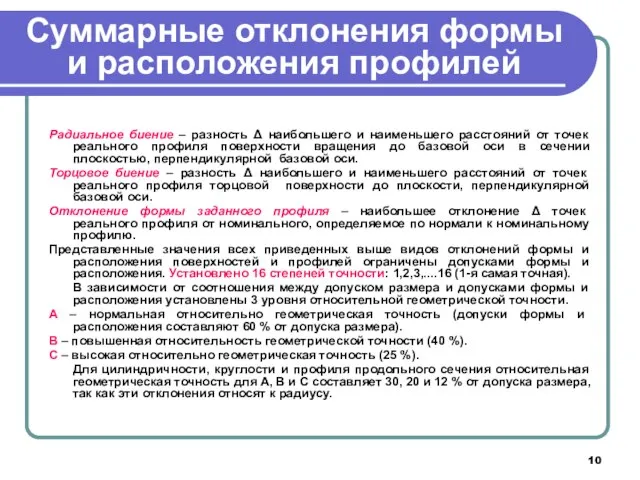
- 10. Суммарные отклонения формы и расположения профилей Радиальное биение – разность Δ наибольшего и наименьшего расстояний от
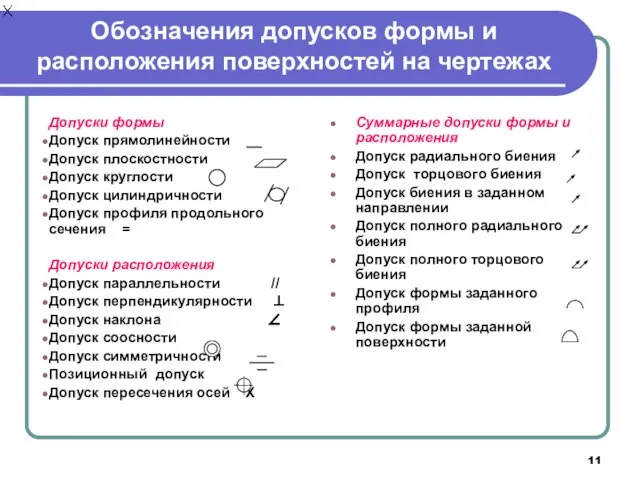
- 11. Обозначения допусков формы и расположения поверхностей на чертежах Допуски формы Допуск прямолинейности __ Допуск плоскостности Допуск
- 13. Скачать презентацию
Слайд 2Точность механической обработки
Под точностью детали понимают степень её приближения к геометрически
Точность механической обработки
Под точностью детали понимают степень её приближения к геометрически
Слайд 3Погрешности изготовления деталей
Все первичные (элементарные) погрешности обработки можно разделить на систематические постоянные,
Погрешности изготовления деталей
Все первичные (элементарные) погрешности обработки можно разделить на систематические постоянные,
Слайд 4Погрешности формы и расположения поверхностей
ОЦЕНКА ОТКЛОНЕНИЙ РАСПОЛОЖЕНИЯ ПРЕДПОЛАГАЕТ ОТСУТСТВИЕ ОТКЛОНЕНИЙ ФОРМЫ ПОВЕРХНОСТЕЙ,
Погрешности формы и расположения поверхностей
ОЦЕНКА ОТКЛОНЕНИЙ РАСПОЛОЖЕНИЯ ПРЕДПОЛАГАЕТ ОТСУТСТВИЕ ОТКЛОНЕНИЙ ФОРМЫ ПОВЕРХНОСТЕЙ,
Слайд 5Отклонения формы профилей
Отклонение от прямолинейности в плоскости – наибольшее расстояние Δ
Отклонения формы профилей
Отклонение от прямолинейности в плоскости – наибольшее расстояние Δ
Слайд 6ОТКЛОНЕНИЯ ФОРМЫ ПОВЕРХНОСТЕЙ
Отклонение от плоскостности – наибольшее расстояние Δ от точек
ОТКЛОНЕНИЯ ФОРМЫ ПОВЕРХНОСТЕЙ
Отклонение от плоскостности – наибольшее расстояние Δ от точек
Слайд 7Отклонения расположения плоскостей и осей (линий)
Отклонение от параллельности плоскостей – разность
Отклонения расположения плоскостей и осей (линий)
Отклонение от параллельности плоскостей – разность
Слайд 8Отклонения расположения профилей, осей
Отклонение от параллельности прямых в плоскости – разность
Отклонения расположения профилей, осей
Отклонение от параллельности прямых в плоскости – разность
Слайд 9Суммарные отклонения формы и расположения поверхностей
Полное радиальное биение – разность Δ
Суммарные отклонения формы и расположения поверхностей
Полное радиальное биение – разность Δ
Слайд 10Суммарные отклонения формы и расположения профилей
Радиальное биение – разность Δ наибольшего
Суммарные отклонения формы и расположения профилей
Радиальное биение – разность Δ наибольшего
Слайд 11Обозначения допусков формы и расположения поверхностей на чертежах
Допуски формы
Допуск прямолинейности __
Допуск
Обозначения допусков формы и расположения поверхностей на чертежах
Допуски формы
Допуск прямолинейности __
Допуск
 Строение электронных оболочек атомов
Строение электронных оболочек атомов Физические основы механики. Лекция 1.1
Физические основы механики. Лекция 1.1 Ремонт механической части тормозных механизмов типа ИМТ-9, ИМТ-10 трамвайных вагонов, производства УКВЗ
Ремонт механической части тормозных механизмов типа ИМТ-9, ИМТ-10 трамвайных вагонов, производства УКВЗ Получение электричества с помощью волос
Получение электричества с помощью волос Кроссворды по физике
Кроссворды по физике Показатели качества электроэнергии. Влияние качества электроэнергии на работу электроприемников зданий
Показатели качества электроэнергии. Влияние качества электроэнергии на работу электроприемников зданий Виды движения
Виды движения Презентация на тему Ход лучей в призме и плоскопараллельной пластине
Презентация на тему Ход лучей в призме и плоскопараллельной пластине  Строение атома
Строение атома Гук Роберт (1635 - 1703). Закон Гука
Гук Роберт (1635 - 1703). Закон Гука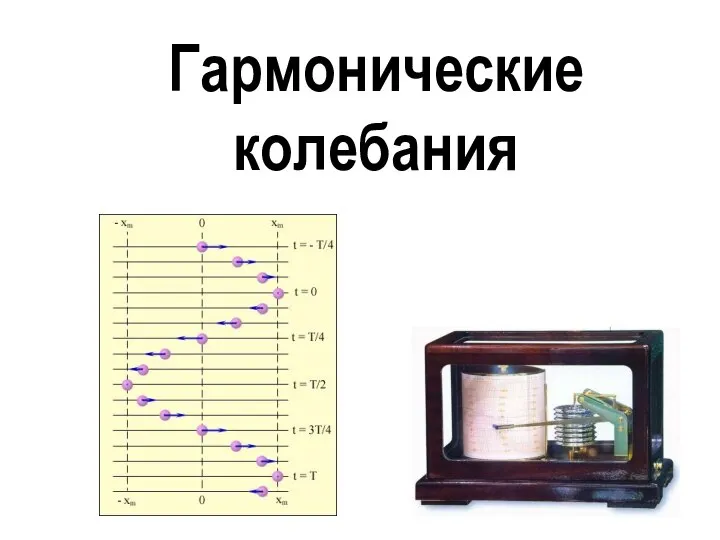 Lektsia_8_Kolebania_ZS
Lektsia_8_Kolebania_ZS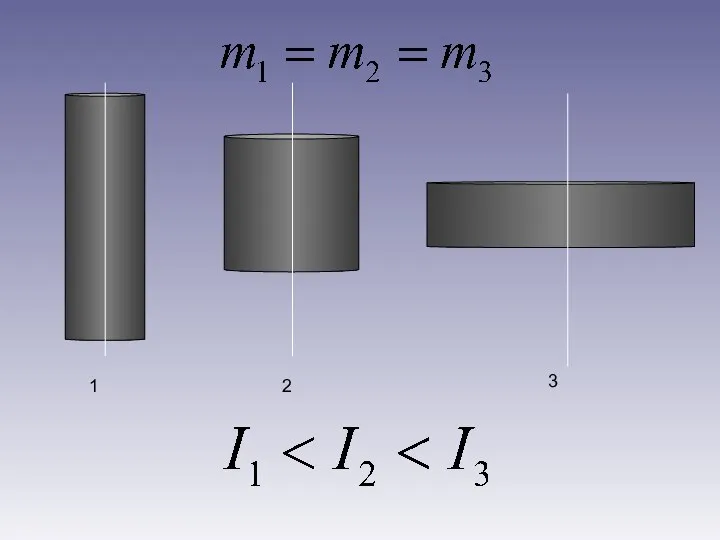 Закон сохранения момента импульса
Закон сохранения момента импульса Уровни описания технических систем
Уровни описания технических систем Типовой расчет №3. Молекулярная физика и термодинамика
Типовой расчет №3. Молекулярная физика и термодинамика Нанотехнологии
Нанотехнологии Обвесы и их влияние
Обвесы и их влияние Машинная игла. Уход за швейной машиной. Устранение дефектов машинной строчки
Машинная игла. Уход за швейной машиной. Устранение дефектов машинной строчки Шумовое загрязнение и его влияние на человека
Шумовое загрязнение и его влияние на человека Презентация на тему Ядерный реактор
Презентация на тему Ядерный реактор  Физические величины и их измерение
Физические величины и их измерение Загадочные явления
Загадочные явления Презентация на тему Удельная теплота плавления
Презентация на тему Удельная теплота плавления  Практическое применение электрического тока на примере электростимуляции растений
Практическое применение электрического тока на примере электростимуляции растений Презентация на тему Первый закон термодинамики
Презентация на тему Первый закон термодинамики  Униполярные двигатели
Униполярные двигатели Перемещение. Что такое перемещение?
Перемещение. Что такое перемещение? Отражение света
Отражение света Исследование зависимости угла преломления от угла падения света
Исследование зависимости угла преломления от угла падения света