- Қаптаманы дайындау әдістері мен материалдар

Содержание
- 2. Фармацевтикалық өнеркәсіпте қолдануға рұқсат етілген ыдыс материалына ерекше талаптар қойылады: газ және бу өткізбеушілігі, дәрілік препараттарға
- 3. Алайда, бұл контейнер материалдарының кейбір кемшіліктері бар: ауаның оттегі, агрессивті орта, күн сәулесі әсерінен ескіруі (фотоқартаю);
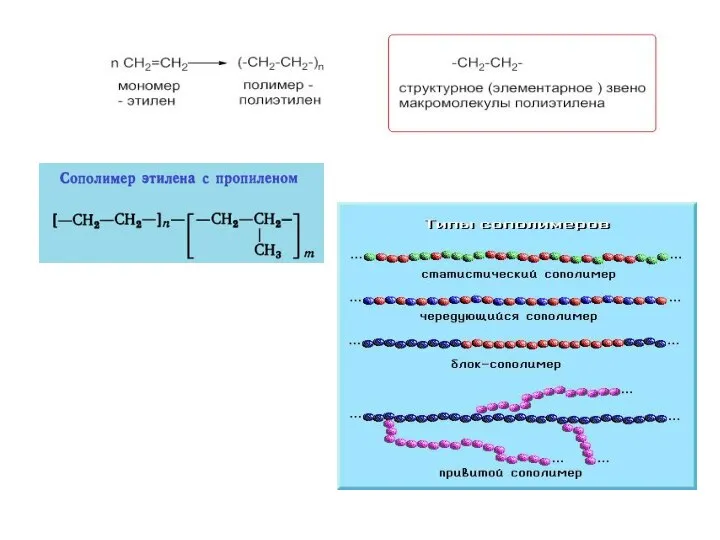
- 4. Пластмассалар табиғи немесе синтетикалық полимерлерге негізделген материалдар деп аталады, олардың құрамында толтырғыштар (катализаторлар, пластификаторлар, тұрақтандырғыштар және
- 6. Полимерлі контейнерлерді жасау үшін қолданылатын полимерлі материалдар табиғи және синтетикалық болып бөлінеді. Табиғи полимерлі орау материалдарына
- 7. Полиэтилен (ПЭ) этилен газын полимерлеу арқылы алынады. Ең көп қолданылатын және арзан полимер, аязға төзімді, бірақ
- 8. 3. ПЭ орташа қысымды ОҚПЭ 3-4 МПа қысымда алады. ПЭ химиялық, физикалық және механикалық қасиеттерін оңтайландыру
- 10. Полипропилен (PP) газ тәрізді пропиленді Циглер-Натта катализаторымен полимерлеу арқылы алынады. PP пропилен гомополимерінен, этилен пропилен сополимерінен
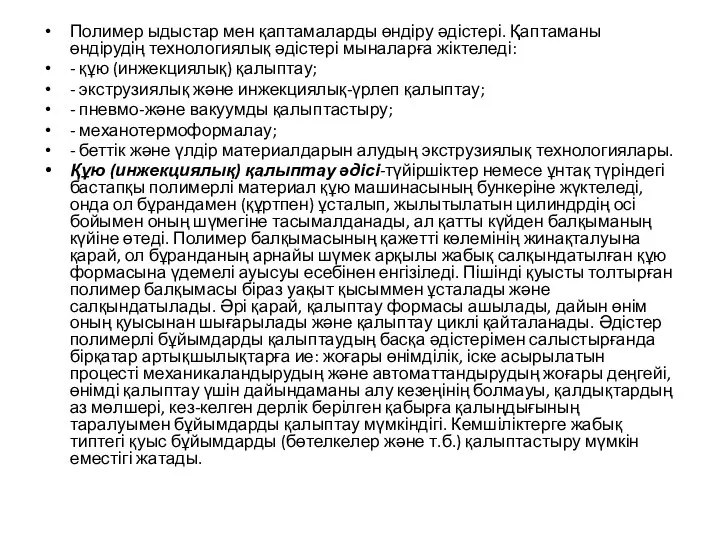
- 12. Полимер ыдыстар мен қаптамаларды өндіру әдістері. Қаптаманы өндірудің технологиялық әдістері мыналарға жіктеледі: - құю (инжекциялық) қалыптау;
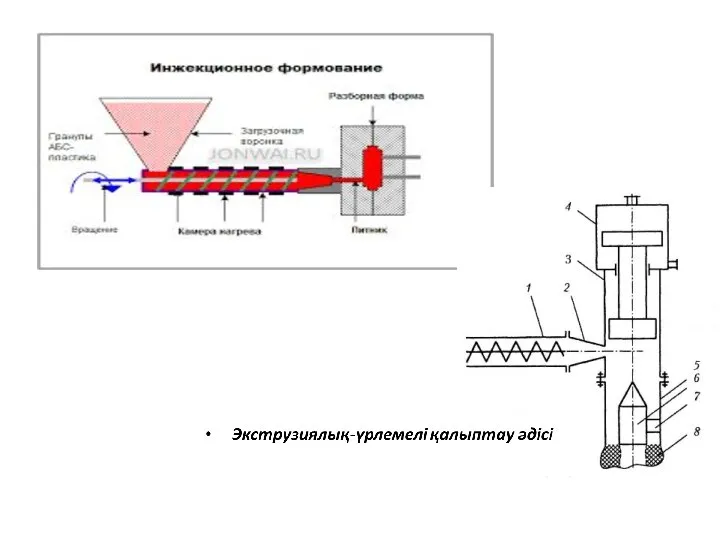
- 14. Экструзиялық-үрлемелі қалыптау әдісі түйіршіктер немесе ұнтақ түріндегі бастапқы полимерлі материал экструдердің айналмалы бұрандасымен (құрт пресстері) оның
- 15. Инжекциялық-үрлеп қалыптау әдісі-бұл процестің бірінші кезеңінде құйып қалыптау әдісімен преформа деп аталатын құбырлы дайындаманы алады, содан
- 16. Полимер бұйымдарын пневмо-және вакуумды қалыптастыру әдісі-қысқыш құрылғыда контур бойымен бекітілген және пішінді (қалыптау матрицасы) жалпақ (парақ
- 17. Механотермиялық қалыптау әдісі пневмо-және вакуумды қалыптастыру әдісінен ерекшеленеді, өйткені өнімді тегіс дайындамадан қалыптау қысқыш құрылғыға алдын-ала
- 18. Қабаттардың саны бойынша орауыш пленкалар әдетте бөлінеді: бір қабатты, көп қабатты, ал материалдардың түрі бойынша –
- 19. Тегіс пленкалардың экструзиясы балқыманы жалпақ бастаманың басынан сығудан тұрады, ал балқыма тігінен төмен түсіп, салқындату құрылғысына
- 20. Ламинация-бұл роликті жабдықта пленка материалдарының қосылуы. Балқытылған пленка бірінші пленкаға қолданылады және екінші пленкалы материалмен роликтер
- 21. Металлизация-фольга пленкаларының заманауи нұсқасы. Алюминий фольга қабаты көбінесе микросаңылаулар, тесік және басқа да ақауларға ие, бұл
- 22. Сондай-ақ, бір немесе екі бағытта бағытталған жабынды ажыратады. Арнайы құрылғыларда тартылу нәтижесінде алынады, содан кейін термофиксация
- 23. Шөгілетін пленкаларды дайындау үшін HDPE және LDPE, винил ацетаты бар этилен сополимерлері, PP, винилхлориді бар винилиденхлорид
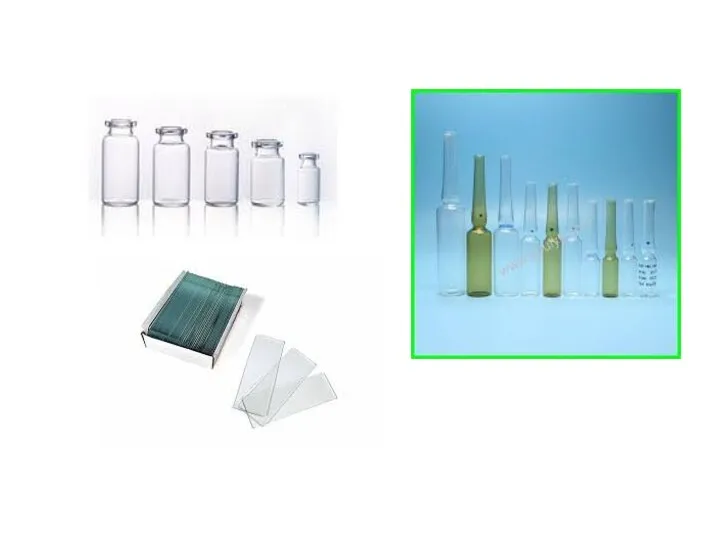
- 24. Медициналық шыны Қаптама материалы ретінде шынының көптеген артықшылықтары бар: жоғары және геникалық қасиеттері; жоғары мөлдірлік; химиялық
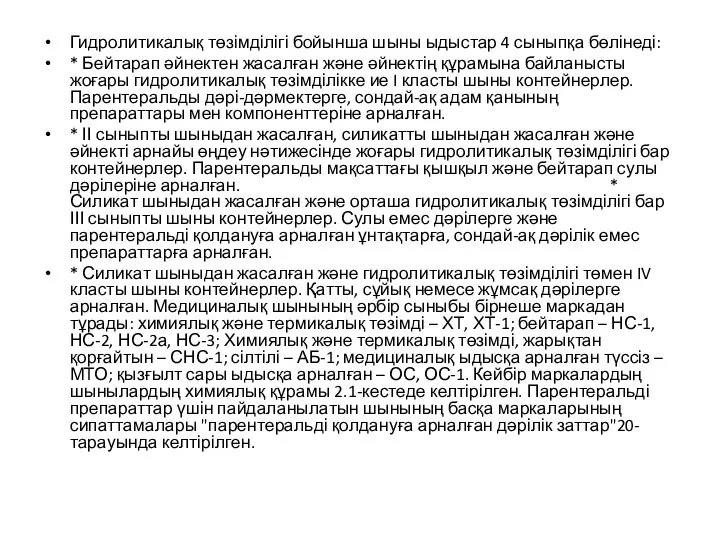
- 26. Гидролитикалық төзімділігі бойынша шыны ыдыстар 4 сыныпқа бөлінеді: * Бейтарап әйнектен жасалған және әйнектің құрамына байланысты
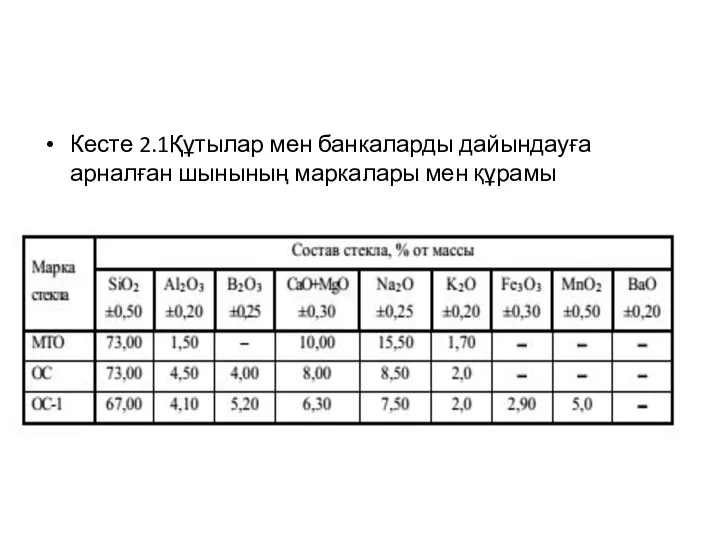
- 27. Кесте 2.1Құтылар мен банкаларды дайындауға арналған шынының маркалары мен құрамы
- 28. Шыны ыдыс өндірісі. Шыны зауыттарындағы шыны бұйымдар ыстық күйінде шыны массасынан өндіріледі. Өндірістің технологиялық процесі келесі
- 29. Шыны ыдысты дайындау мынадай тәсілдермен жүзеге асырылады:- престеу (қарапайым қалыптағы бұйымдар үшін) - престеу;- вакуумдық автомат-машиналар
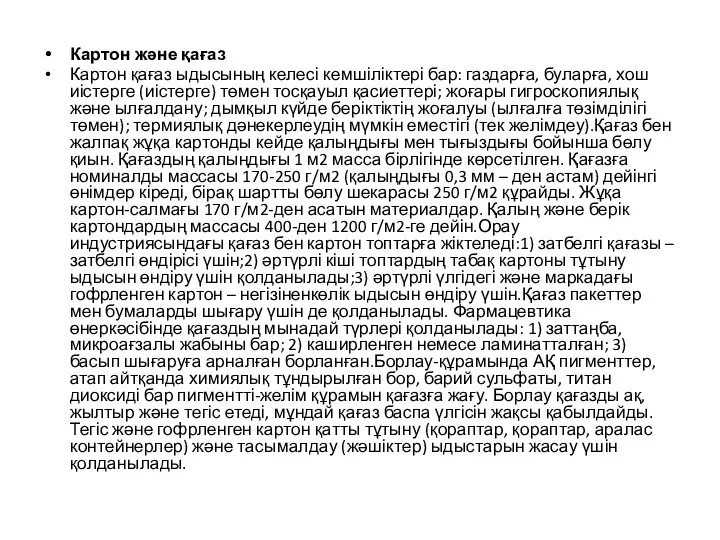
- 30. Картон және қағаз Картон қағаз ыдысының келесі кемшіліктері бар: газдарға, буларға, хош иістерге (иістерге) төмен тосқауыл
- 31. Қораптар мен қораптарды өндіруге арналған тұтынушы контейнерлеріне арналған жалпақ картон келесі кіші топтарда шығарылады:- хром картоны;-
- 32. Макулатурадан жасалған қорап картоны айтарлықтай картонның басқа маркаларына қарағанда арзан.Гофрленген картон, жалпақ картоннан айырмашылығы, ерекше дизайнға
- 33. 2.2.4. Металл ыдыс Металл ыдыс өзінің артықшылықтарына байланысты Тұтынушылық және көліктік қаптамада қолданылады: жоғары механикалық беріктігі;
- 34. Деформирленетін алюминий балқымалары термоөңдеу көмегімен беріктелген және беріктелмеген болып жіктеледі. Беріктелген деформирленген алюминий балқымаларына Д1 және
- 35. 2.2.5. Эластомерлер және резеңке Табиғи және синтетикалық пластикалық материалдар мен эластомерлер негізінен тығыздағыштар немесе тығыздағыштар, тығыздағыштар
- 37. Скачать презентацию
Слайд 2Фармацевтикалық өнеркәсіпте қолдануға рұқсат етілген ыдыс материалына ерекше талаптар қойылады: газ және
Фармацевтикалық өнеркәсіпте қолдануға рұқсат етілген ыдыс материалына ерекше талаптар қойылады: газ және
Слайд 3Алайда, бұл контейнер материалдарының кейбір кемшіліктері бар: ауаның оттегі, агрессивті орта, күн
Алайда, бұл контейнер материалдарының кейбір кемшіліктері бар: ауаның оттегі, агрессивті орта, күн
Слайд 4Пластмассалар табиғи немесе синтетикалық полимерлерге негізделген материалдар деп аталады, олардың құрамында толтырғыштар
Пластмассалар табиғи немесе синтетикалық полимерлерге негізделген материалдар деп аталады, олардың құрамында толтырғыштар
Слайд 6Полимерлі контейнерлерді жасау үшін қолданылатын полимерлі материалдар табиғи және синтетикалық болып бөлінеді.
Табиғи
Полимерлі контейнерлерді жасау үшін қолданылатын полимерлі материалдар табиғи және синтетикалық болып бөлінеді.
Табиғи
Слайд 7Полиэтилен (ПЭ) этилен газын полимерлеу арқылы алынады. Ең көп қолданылатын және арзан
Полиэтилен (ПЭ) этилен газын полимерлеу арқылы алынады. Ең көп қолданылатын және арзан
Слайд 83. ПЭ орташа қысымды ОҚПЭ 3-4 МПа қысымда алады.
ПЭ химиялық, физикалық және
3. ПЭ орташа қысымды ОҚПЭ 3-4 МПа қысымда алады.
ПЭ химиялық, физикалық және
Слайд 10Полипропилен (PP) газ тәрізді пропиленді Циглер-Натта катализаторымен полимерлеу арқылы алынады. PP пропилен
Полипропилен (PP) газ тәрізді пропиленді Циглер-Натта катализаторымен полимерлеу арқылы алынады. PP пропилен
Слайд 12Полимер ыдыстар мен қаптамаларды өндіру әдістері. Қаптаманы өндірудің технологиялық әдістері мыналарға жіктеледі:
-
Полимер ыдыстар мен қаптамаларды өндіру әдістері. Қаптаманы өндірудің технологиялық әдістері мыналарға жіктеледі:
-
Слайд 14Экструзиялық-үрлемелі қалыптау әдісі түйіршіктер немесе ұнтақ түріндегі бастапқы полимерлі материал экструдердің айналмалы
Экструзиялық-үрлемелі қалыптау әдісі түйіршіктер немесе ұнтақ түріндегі бастапқы полимерлі материал экструдердің айналмалы
Слайд 15Инжекциялық-үрлеп қалыптау әдісі-бұл процестің бірінші кезеңінде құйып қалыптау әдісімен преформа деп аталатын
Инжекциялық-үрлеп қалыптау әдісі-бұл процестің бірінші кезеңінде құйып қалыптау әдісімен преформа деп аталатын
Слайд 16Полимер бұйымдарын пневмо-және вакуумды қалыптастыру әдісі-қысқыш құрылғыда контур бойымен бекітілген және пішінді
Полимер бұйымдарын пневмо-және вакуумды қалыптастыру әдісі-қысқыш құрылғыда контур бойымен бекітілген және пішінді
Слайд 17Механотермиялық қалыптау әдісі пневмо-және вакуумды қалыптастыру әдісінен ерекшеленеді, өйткені өнімді тегіс дайындамадан
Механотермиялық қалыптау әдісі пневмо-және вакуумды қалыптастыру әдісінен ерекшеленеді, өйткені өнімді тегіс дайындамадан
Слайд 18Қабаттардың саны бойынша орауыш пленкалар әдетте бөлінеді: бір қабатты, көп қабатты, ал
Қабаттардың саны бойынша орауыш пленкалар әдетте бөлінеді: бір қабатты, көп қабатты, ал
Слайд 19Тегіс пленкалардың экструзиясы балқыманы жалпақ бастаманың басынан сығудан тұрады, ал балқыма тігінен
Тегіс пленкалардың экструзиясы балқыманы жалпақ бастаманың басынан сығудан тұрады, ал балқыма тігінен
Слайд 20Ламинация-бұл роликті жабдықта пленка материалдарының қосылуы. Балқытылған пленка бірінші пленкаға қолданылады және
Ламинация-бұл роликті жабдықта пленка материалдарының қосылуы. Балқытылған пленка бірінші пленкаға қолданылады және
Слайд 21Металлизация-фольга пленкаларының заманауи нұсқасы. Алюминий фольга қабаты көбінесе микросаңылаулар, тесік және басқа
Металлизация-фольга пленкаларының заманауи нұсқасы. Алюминий фольга қабаты көбінесе микросаңылаулар, тесік және басқа
Слайд 22Сондай-ақ, бір немесе екі бағытта бағытталған жабынды ажыратады. Арнайы құрылғыларда тартылу нәтижесінде
Сондай-ақ, бір немесе екі бағытта бағытталған жабынды ажыратады. Арнайы құрылғыларда тартылу нәтижесінде
Слайд 23Шөгілетін пленкаларды дайындау үшін HDPE және LDPE, винил ацетаты бар этилен сополимерлері,
Шөгілетін пленкаларды дайындау үшін HDPE және LDPE, винил ацетаты бар этилен сополимерлері,
Слайд 24Медициналық шыны
Қаптама материалы ретінде шынының көптеген артықшылықтары бар: жоғары және геникалық қасиеттері;
Медициналық шыны
Қаптама материалы ретінде шынының көптеген артықшылықтары бар: жоғары және геникалық қасиеттері;
Слайд 26Гидролитикалық төзімділігі бойынша шыны ыдыстар 4 сыныпқа бөлінеді:
* Бейтарап әйнектен жасалған және
Гидролитикалық төзімділігі бойынша шыны ыдыстар 4 сыныпқа бөлінеді:
* Бейтарап әйнектен жасалған және
Слайд 27Кесте 2.1Құтылар мен банкаларды дайындауға арналған шынының маркалары мен құрамы
Кесте 2.1Құтылар мен банкаларды дайындауға арналған шынының маркалары мен құрамы
Слайд 28Шыны ыдыс өндірісі. Шыны зауыттарындағы шыны бұйымдар ыстық күйінде шыны массасынан өндіріледі.
Шыны ыдыс өндірісі. Шыны зауыттарындағы шыны бұйымдар ыстық күйінде шыны массасынан өндіріледі.
Слайд 29Шыны ыдысты дайындау мынадай тәсілдермен жүзеге асырылады:- престеу (қарапайым қалыптағы бұйымдар үшін)
Шыны ыдысты дайындау мынадай тәсілдермен жүзеге асырылады:- престеу (қарапайым қалыптағы бұйымдар үшін)
Слайд 30Картон және қағаз
Картон қағаз ыдысының келесі кемшіліктері бар: газдарға, буларға, хош
Картон және қағаз
Картон қағаз ыдысының келесі кемшіліктері бар: газдарға, буларға, хош
Слайд 31Қораптар мен қораптарды өндіруге арналған тұтынушы контейнерлеріне арналған жалпақ картон келесі кіші
Қораптар мен қораптарды өндіруге арналған тұтынушы контейнерлеріне арналған жалпақ картон келесі кіші
Слайд 32Макулатурадан жасалған қорап картоны айтарлықтай картонның басқа маркаларына қарағанда арзан.Гофрленген картон, жалпақ
Макулатурадан жасалған қорап картоны айтарлықтай картонның басқа маркаларына қарағанда арзан.Гофрленген картон, жалпақ
Слайд 332.2.4. Металл ыдыс
Металл ыдыс өзінің артықшылықтарына байланысты Тұтынушылық және көліктік қаптамада қолданылады:
2.2.4. Металл ыдыс
Металл ыдыс өзінің артықшылықтарына байланысты Тұтынушылық және көліктік қаптамада қолданылады:
Слайд 34Деформирленетін алюминий балқымалары термоөңдеу көмегімен беріктелген және беріктелмеген болып жіктеледі. Беріктелген деформирленген
Деформирленетін алюминий балқымалары термоөңдеу көмегімен беріктелген және беріктелмеген болып жіктеледі. Беріктелген деформирленген
Слайд 352.2.5. Эластомерлер және резеңке
Табиғи және синтетикалық пластикалық материалдар мен эластомерлер негізінен тығыздағыштар
2.2.5. Эластомерлер және резеңке
Табиғи және синтетикалық пластикалық материалдар мен эластомерлер негізінен тығыздағыштар
 Биохимические основы развития кариеса
Биохимические основы развития кариеса Первая медицинская помощь при переломах
Первая медицинская помощь при переломах Хвороби століття
Хвороби століття Фитотерапия хронического обструктивного бронхита
Фитотерапия хронического обструктивного бронхита Острый средний отит в практике педиатра
Острый средний отит в практике педиатра Диагностическая беседа с психически больным: особенности, стили, рекомендации
Диагностическая беседа с психически больным: особенности, стили, рекомендации Наркотические средства Правила хранения Учетная документация Выполнила студентка 542 группы факультета ВСО Гринь Елена Геннадь
Наркотические средства Правила хранения Учетная документация Выполнила студентка 542 группы факультета ВСО Гринь Елена Геннадь Доброкачественные опухоли
Доброкачественные опухоли Первая медицинская помощь при переломах
Первая медицинская помощь при переломах послеродов2
послеродов2 Мониторинг нервной системы. Практическое занятие
Мониторинг нервной системы. Практическое занятие Питательные вещества и их значение
Питательные вещества и их значение Zasada pierwszego kontaktu w opiece nad osobą chorą
Zasada pierwszego kontaktu w opiece nad osobą chorą Острый панкреатит: этиология и патогенез
Острый панкреатит: этиология и патогенез Жизнь после трансплантации почки д.м.н. Л.С. Бирюкова Е.Н. Денисова Ге
Жизнь после трансплантации почки д.м.н. Л.С. Бирюкова Е.Н. Денисова Ге Частная психопатология
Частная психопатология Бруцеллез. История. Эпизоотология. Таксономия
Бруцеллез. История. Эпизоотология. Таксономия Ожирение и его причины
Ожирение и его причины Графические изображения в медицине и здравоохранении
Графические изображения в медицине и здравоохранении Электрический ток. Лекарственный электрофорез
Электрический ток. Лекарственный электрофорез Мероприятия по предупреждению вредного воздействия профессиональных факторов на медицинский персонал
Мероприятия по предупреждению вредного воздействия профессиональных факторов на медицинский персонал Кровотечения в III периоде родов
Кровотечения в III периоде родов Способ защиты организма имунитет
Способ защиты организма имунитет Сестринский процесс при лабораторном обследовании больных
Сестринский процесс при лабораторном обследовании больных Консультативный приём
Консультативный приём Мой режим дня. Что входит в ЗОЖ
Мой режим дня. Что входит в ЗОЖ Фомин Виталий Васильевич
Фомин Виталий Васильевич Проведение сестринского ухода во фтизиатрии
Проведение сестринского ухода во фтизиатрии