- Оценка воспроизводимости процессов. Расчет и интерпретация индексов СР и СРК

Содержание
- 2. Цель анализа процессов Целью анализа процессов является исследование свойств процесса Знания о процессе необходимы для эффективного
- 3. Нормативные требования 1. Приказ № 916 п.14 а)«…все производственные процессы должны быть регламентированы, должны систематически пересматриваться
- 4. Нормативные требования Прил 15. Валидация процесса - документально оформленное подтверждение того, что процесс, выполняемый в рамках
- 5. Основные понятия Нормальное распределение (распределение Гаусса) –плотность распределения вероятностей случайной величины (x) Шесть сигма (англ. six
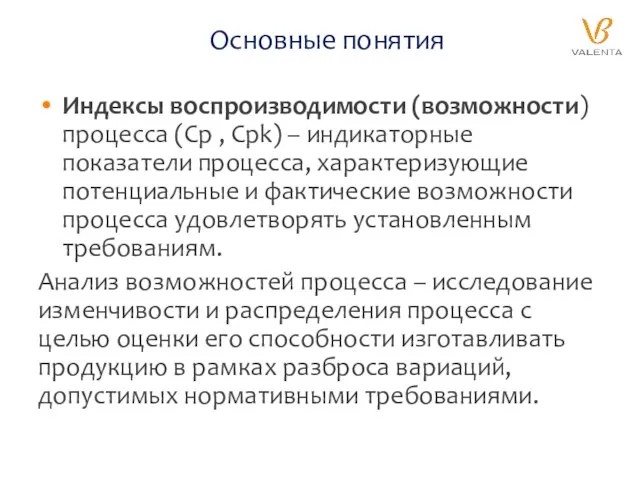
- 6. Основные понятия Индексы воспроизводимости (возможности) процесса (Cp , Сpk) – индикаторные показатели процесса, характеризующие потенциальные и
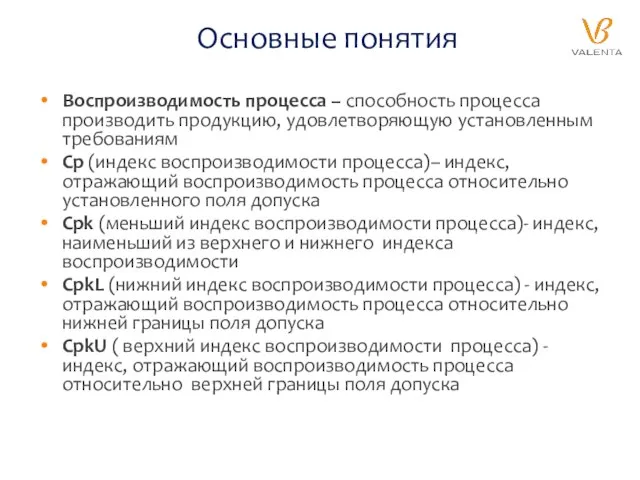
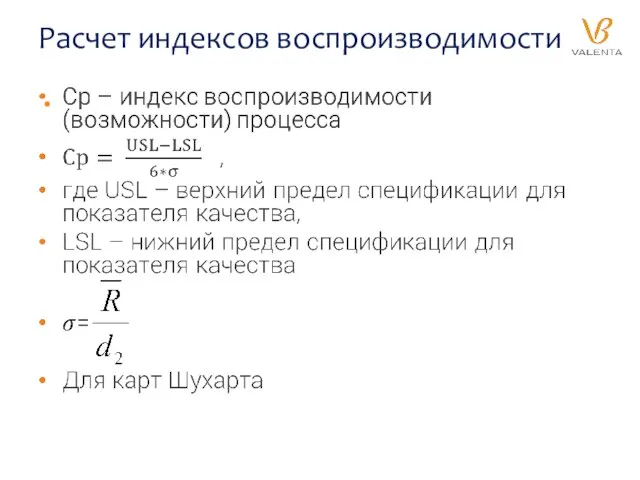
- 7. Основные понятия Воспроизводимость процесса – способность процесса производить продукцию, удовлетворяющую установленным требованиям Cp (индекс воспроизводимости процесса)–
- 8. Применение индексов воспроизводимости Валидация процессов Самоинспекции процессов Аудиты поставщиков Ежегодный обзор качества продукции Управление рисками Обзор
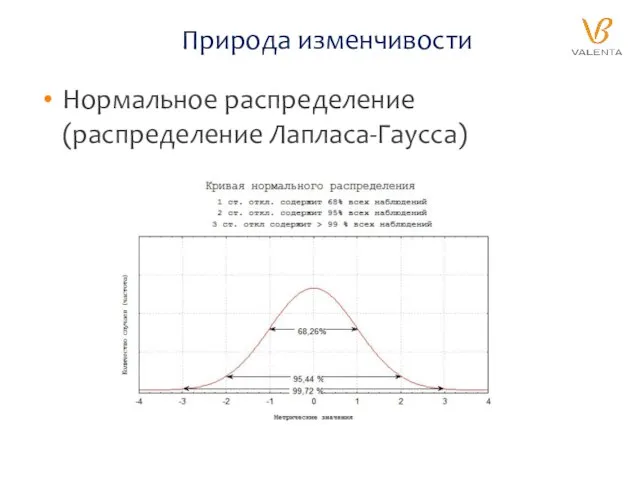
- 9. Природа изменчивости Нормальное распределение (распределение Лапласа-Гаусса)
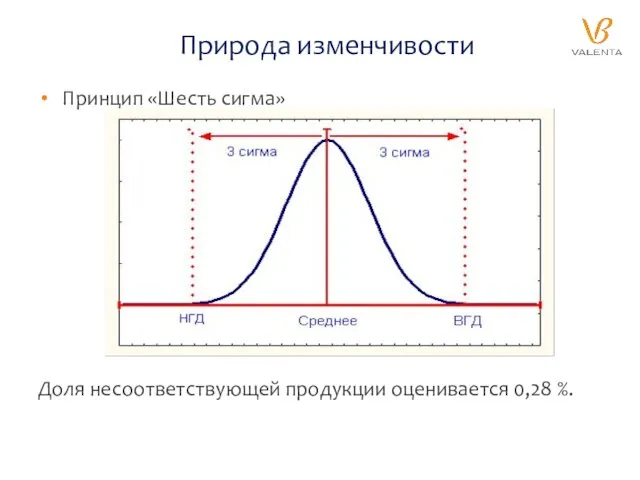
- 10. Природа изменчивости Принцип «Шесть сигма» Доля несоответствующей продукции оценивается 0,28 %.
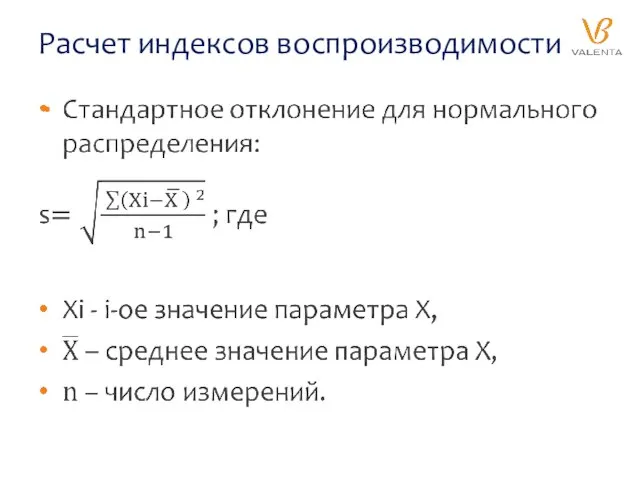
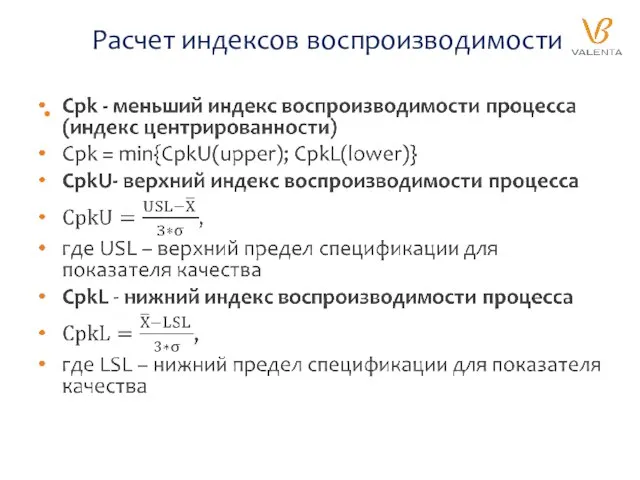
- 11. Расчет индексов воспроизводимости
- 12. Расчет индексов воспроизводимости
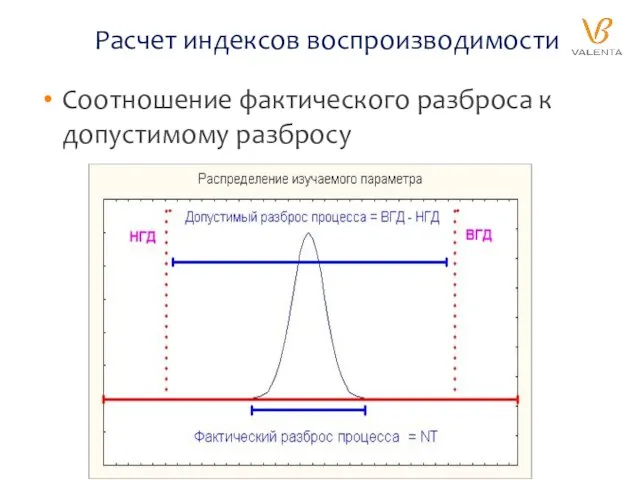
- 13. Расчет индексов воспроизводимости Соотношение фактического разброса к допустимому разбросу
- 14. Расчет индексов воспроизводимости
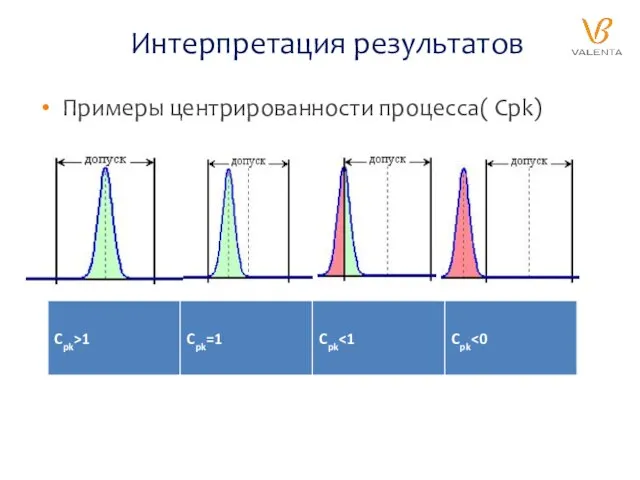
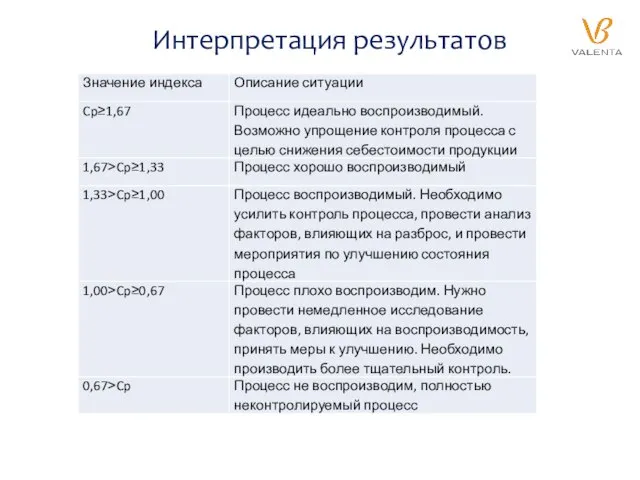
- 15. Интерпретация результатов Примеры центрированности процесса( Cpk)
- 16. Интерпретация результатов Cp – индекс возможности процесса, характеризует отношение ширины поля допуска контролируемого параметра и степень
- 17. Интерпретация результатов Cp – индекс возможности процесса, характеризует отношение ширины поля допуска контролируемого параметра и степень
- 18. Интерпретация результатов Индексы Cp, Сpk применимы только для стабильных процессов (статистически управляемых). Для нестабильных процессов их
- 19. Интерпретация результатов Чем больше значение индекса воспроизводимости процесса (Cp), тем меньше разброс внутри допустимых границ; Чем
- 20. Интерпретация результатов Сp ≥1,33 процесс идеальный 1,33 ≤ Сp ≥1,00 процесс удовлетворительный Сp ≤ 1,0 процесс
- 21. Интерпретация результатов
- 22. Интерпретация результатов
- 23. Рекомендации Принцип «шесть сигм» в улучшении процессов
- 24. Рекомендации Реализация метода шести сигма, 5 шагов (DMAIC)
- 25. Рекомендации Наиболее достоверные результаты при совместном применении индексов воспроизводимости с контрольными картами (например, картами Шухарта), требуется
- 26. Задания Задания (вариант 1 и вариант 2) 1. Рассчитайте индексы воспроизводимости процесса (Cp, Cpk). 2. Какое
- 28. Скачать презентацию
Слайд 2Цель анализа процессов
Целью анализа процессов является исследование свойств процесса
Знания о процессе необходимы
Цель анализа процессов
Целью анализа процессов является исследование свойств процесса
Знания о процессе необходимы
Слайд 3Нормативные требования
1. Приказ № 916
п.14 а)«…все производственные процессы должны быть регламентированы, должны
Нормативные требования
1. Приказ № 916
п.14 а)«…все производственные процессы должны быть регламентированы, должны
Слайд 4Нормативные требования
Прил 15. Валидация процесса - документально оформленное подтверждение того, что процесс,
Нормативные требования
Прил 15. Валидация процесса - документально оформленное подтверждение того, что процесс,
Слайд 5Основные понятия
Нормальное распределение (распределение Гаусса) –плотность распределения вероятностей случайной величины (x)
Шесть сигма
Основные понятия
Нормальное распределение (распределение Гаусса) –плотность распределения вероятностей случайной величины (x)
Шесть сигма
Слайд 6Основные понятия
Индексы воспроизводимости (возможности) процесса (Cp , Сpk) – индикаторные показатели процесса,
Основные понятия
Индексы воспроизводимости (возможности) процесса (Cp , Сpk) – индикаторные показатели процесса,
Слайд 7Основные понятия
Воспроизводимость процесса – способность процесса производить продукцию, удовлетворяющую установленным требованиям
Cp (индекс
Основные понятия
Воспроизводимость процесса – способность процесса производить продукцию, удовлетворяющую установленным требованиям
Cp (индекс
Слайд 8Применение индексов воспроизводимости
Валидация процессов
Самоинспекции процессов
Аудиты поставщиков
Ежегодный обзор качества продукции
Управление рисками
Обзор результатов изучения
Применение индексов воспроизводимости
Валидация процессов
Самоинспекции процессов
Аудиты поставщиков
Ежегодный обзор качества продукции
Управление рисками
Обзор результатов изучения
Слайд 9Природа изменчивости
Нормальное распределение (распределение Лапласа-Гаусса)
Природа изменчивости
Нормальное распределение (распределение Лапласа-Гаусса)
Слайд 10Природа изменчивости
Принцип «Шесть сигма»
Доля несоответствующей продукции оценивается 0,28 %.
Природа изменчивости
Принцип «Шесть сигма»
Доля несоответствующей продукции оценивается 0,28 %.
Слайд 11Расчет индексов воспроизводимости
Расчет индексов воспроизводимости
Слайд 12Расчет индексов воспроизводимости
Расчет индексов воспроизводимости
Слайд 13Расчет индексов воспроизводимости
Соотношение фактического разброса к допустимому разбросу
Расчет индексов воспроизводимости
Соотношение фактического разброса к допустимому разбросу
Слайд 14Расчет индексов воспроизводимости
Расчет индексов воспроизводимости
Слайд 15Интерпретация результатов
Примеры центрированности процесса( Cpk)
Интерпретация результатов
Примеры центрированности процесса( Cpk)
Слайд 16Интерпретация результатов
Cp – индекс возможности процесса, характеризует отношение ширины поля допуска контролируемого
Интерпретация результатов
Cp – индекс возможности процесса, характеризует отношение ширины поля допуска контролируемого
Слайд 17Интерпретация результатов
Cp – индекс возможности процесса, характеризует отношение ширины поля допуска контролируемого
Интерпретация результатов
Cp – индекс возможности процесса, характеризует отношение ширины поля допуска контролируемого
Слайд 18Интерпретация результатов
Индексы Cp, Сpk применимы только для стабильных процессов (статистически управляемых).
Для нестабильных
Интерпретация результатов
Индексы Cp, Сpk применимы только для стабильных процессов (статистически управляемых).
Для нестабильных
Слайд 19Интерпретация результатов
Чем больше значение индекса воспроизводимости процесса (Cp), тем меньше разброс внутри
Интерпретация результатов
Чем больше значение индекса воспроизводимости процесса (Cp), тем меньше разброс внутри
Слайд 20Интерпретация результатов
Сp ≥1,33 процесс идеальный
1,33 ≤ Сp ≥1,00 процесс удовлетворительный
Сp ≤ 1,0
Интерпретация результатов
Сp ≥1,33 процесс идеальный
1,33 ≤ Сp ≥1,00 процесс удовлетворительный
Сp ≤ 1,0
Слайд 21Интерпретация результатов
Интерпретация результатов
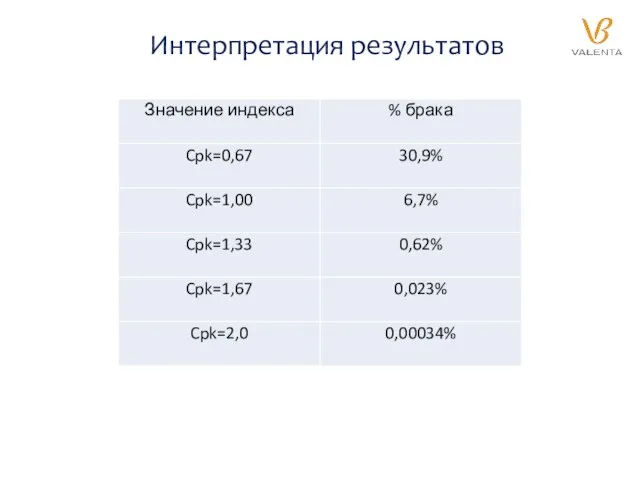
Слайд 22Интерпретация результатов
Интерпретация результатов
Слайд 23Рекомендации
Принцип «шесть сигм» в улучшении процессов
Рекомендации
Принцип «шесть сигм» в улучшении процессов

Слайд 24Рекомендации
Реализация метода шести сигма, 5 шагов (DMAIC)
Рекомендации
Реализация метода шести сигма, 5 шагов (DMAIC)

Слайд 25Рекомендации
Наиболее достоверные результаты при совместном применении индексов воспроизводимости с контрольными картами (например,
Рекомендации
Наиболее достоверные результаты при совместном применении индексов воспроизводимости с контрольными картами (например,
Слайд 26Задания
Задания (вариант 1 и вариант 2)
1. Рассчитайте индексы воспроизводимости процесса (Cp,
Задания
Задания (вариант 1 и вариант 2)
1. Рассчитайте индексы воспроизводимости процесса (Cp,
 Крестьянско-фермерское хозяйство “Сосна” сегодня
Крестьянско-фермерское хозяйство “Сосна” сегодня Фигурное вождение велосипеда
Фигурное вождение велосипеда Module7407
Module7407 Украинские колбасы. Оптом и в розницу (2)
Украинские колбасы. Оптом и в розницу (2) Воинские звания
Воинские звания Поддиафрагмальный абсцесс
Поддиафрагмальный абсцесс ОАО “Мосэнерго” - крупнейшая энергетическая компания в Европе.
ОАО “Мосэнерго” - крупнейшая энергетическая компания в Европе. Система автоматического полива
Система автоматического полива История развития рекламы
История развития рекламы Маленькая дверца в большой мир
Маленькая дверца в большой мир Открытия и изобретения в химии
Открытия и изобретения в химии Все профессии нужны, все профессии важны
Все профессии нужны, все профессии важны МОТИВАЦИЯ ПИСЬМЕННОЙ РЕЧИ.ЕЕ ФОРМИРОВАНИЕ И ИЗУЧЕНИЕ
МОТИВАЦИЯ ПИСЬМЕННОЙ РЕЧИ.ЕЕ ФОРМИРОВАНИЕ И ИЗУЧЕНИЕ Вода удивительная и удивляющая
Вода удивительная и удивляющая Международный финансовый центр в Москве
Международный финансовый центр в Москве Продвижение экологического туризма в РК
Продвижение экологического туризма в РК Регрессивная ставка
Регрессивная ставка Презентация на тему Магнитное поле и его графическое изображение
Презентация на тему Магнитное поле и его графическое изображение Юридическая служба предприятия (ЮСП)
Юридическая служба предприятия (ЮСП) Понятие Синтез искусств
Понятие Синтез искусств Ортопедические заболевания у детей
Ортопедические заболевания у детей Гибель Содома и Гоморры
Гибель Содома и Гоморры Коррекция психических познавательных процессов: Восприятие
Коррекция психических познавательных процессов: Восприятие Пересечение плоскостей. Пересечение прямой и проецирующей плоскости
Пересечение плоскостей. Пересечение прямой и проецирующей плоскости Вопросы семинара по теме: Производство вискозных нитей
Вопросы семинара по теме: Производство вискозных нитей Люди рождены ради жизни
Люди рождены ради жизни Презентация на тему Все профессии важны (2 класс)
Презентация на тему Все профессии важны (2 класс) Презентация по информатикена тему:
Презентация по информатикена тему: