- Легкоплавкие сплавы. Изменение свойств сплавов на технологических этапах. Адгезия

Содержание
- 2. Легкоплавкие сплавы Легкоплавкие сплавы в изделиях стоматологического назначения занимают важное место, хотя и относятся к вспомогательным
- 3. Легкоплавкие сплавы Такой материал должен обладать рядом свойств, из которых важнейшими являются: легкоплавкость, облегчающая отливку индивидуальных
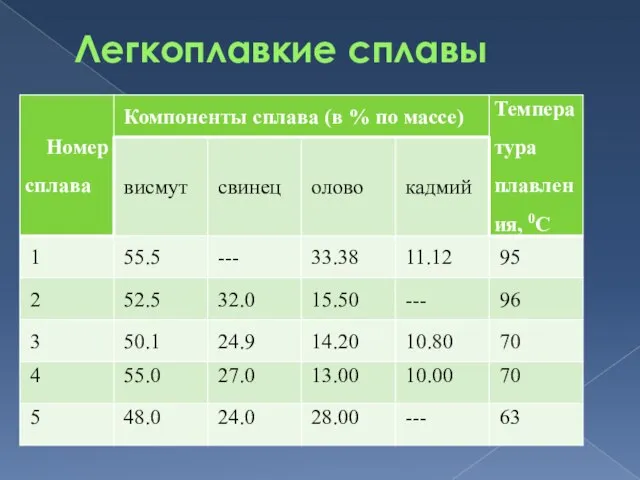
- 8. Легкоплавкие сплавы Основными компонентами, применяемыми для составления подобных сплавов, являются висмут, свинец, олово и кадмий. Наименьшей
- 9. О́лово (лат. Stannum; обозначается символом Sn) Температура, °С: плавления — 231,9; Простое вещество олово полиморфно. В
- 10. При охлаждении, например, при морозе на улице, белое олово переходит в α-модификацию (серое олово). Серое олово
- 11. Одна модификация переходит в другую тем быстрее, чем ниже температура окружающей среды. При −33 °C скорость
- 12. Легкоплавкие сплавы
- 13. Легкоплавкие сплавы Сплав № 2 известен под названием сплава Розе, сплав № 5 называется сплавом Меллота.
- 14. Изменение свойств сплавов на технологических этапах Изготовление любого протеза представляет собой сложный технологический процесс, в ходе
- 15. Изменение свойств сплавов на технологических этапах Литье. Свойства сплава обуславливается его составом. Расплавленный металл заполняет литейную
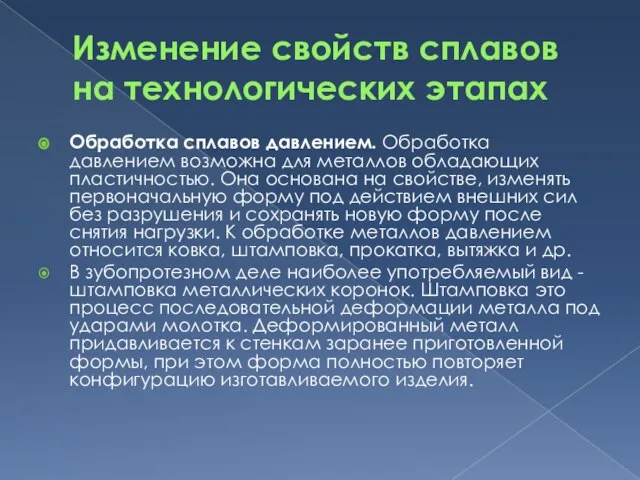
- 19. Изменение свойств сплавов на технологических этапах Обработка сплавов давлением. Обработка давлением возможна для металлов обладающих пластичностью.
- 20. Изменение свойств сплавов на технологических этапах При штамповке происходит пластическая деформация металлов, что вызывает сложный процесс
- 23. Изменение свойств сплавов на технологических этапах Термическая обработка. Термическая обработка сплавов проводится с целью изменения структуры
- 24. Адгезия Адгезия – сила, которая соединяет два разнородных материала, приведенных в близкий контакт.
- 25. Адгезия Адгезия между твердыми материалами. На атомном уровне все поверхности являются неровными (шероховатыми). Это означает, что
- 26. Адгезия Причиной трения является необходимость сдвига или разрыва связей, образованных локальной адгезией. Обычно прочность локальной адгезии
- 27. Адгезия Адгезия между твердыми материалами и жидкостью Если взять стекло после дождя и попробовать вытереть его
- 28. Адгезия Адгезия между твердым веществом и жидкостью гораздо выше, чем между двумя твердыми веществами Данное положение
- 29. Значение адгезии. Адгезия это сложное явление. Различают три вида адгезионных связей: механическую, физическую и химическую. Чаще
- 30. Применение комбинированных материалов в стоматологии. Особое значение играет явление адгезии при использовании в стоматологии комбинированных материалов:
- 32. Скачать презентацию
Слайд 2Легкоплавкие сплавы
Легкоплавкие сплавы в изделиях стоматологического назначения занимают важное место, хотя и
Легкоплавкие сплавы
Легкоплавкие сплавы в изделиях стоматологического назначения занимают важное место, хотя и
Слайд 3Легкоплавкие сплавы
Такой материал должен обладать рядом свойств, из которых важнейшими являются:
легкоплавкость,
Легкоплавкие сплавы
Такой материал должен обладать рядом свойств, из которых важнейшими являются:
легкоплавкость,


Слайд 8Легкоплавкие сплавы
Основными компонентами, применяемыми для составления подобных сплавов, являются висмут, свинец, олово
Легкоплавкие сплавы
Основными компонентами, применяемыми для составления подобных сплавов, являются висмут, свинец, олово
Слайд 9О́лово (лат. Stannum; обозначается символом Sn)
Температура, °С: плавления — 231,9;
Простое вещество олово
О́лово (лат. Stannum; обозначается символом Sn)
Температура, °С: плавления — 231,9;
Простое вещество олово
Слайд 10При охлаждении, например, при морозе на улице, белое олово переходит в α-модификацию
При охлаждении, например, при морозе на улице, белое олово переходит в α-модификацию
Слайд 11Одна модификация переходит в другую тем быстрее, чем ниже температура окружающей среды.
Одна модификация переходит в другую тем быстрее, чем ниже температура окружающей среды.
Слайд 12Легкоплавкие сплавы
Легкоплавкие сплавы
Слайд 13Легкоплавкие сплавы
Сплав № 2 известен под названием сплава Розе, сплав № 5
Легкоплавкие сплавы
Сплав № 2 известен под названием сплава Розе, сплав № 5
Слайд 14Изменение свойств сплавов на технологических этапах
Изготовление любого протеза представляет собой сложный технологический
Изменение свойств сплавов на технологических этапах
Изготовление любого протеза представляет собой сложный технологический
Слайд 15Изменение свойств сплавов на технологических этапах
Литье. Свойства сплава обуславливается его составом. Расплавленный
Изменение свойств сплавов на технологических этапах
Литье. Свойства сплава обуславливается его составом. Расплавленный
Слайд 19Изменение свойств сплавов на технологических этапах
Обработка сплавов давлением. Обработка давлением возможна для
Изменение свойств сплавов на технологических этапах
Обработка сплавов давлением. Обработка давлением возможна для
Слайд 20Изменение свойств сплавов на технологических этапах
При штамповке происходит пластическая деформация металлов, что
Изменение свойств сплавов на технологических этапах
При штамповке происходит пластическая деформация металлов, что


Слайд 23Изменение свойств сплавов на технологических этапах
Термическая обработка. Термическая обработка сплавов проводится с
Изменение свойств сплавов на технологических этапах
Термическая обработка. Термическая обработка сплавов проводится с
Слайд 24Адгезия
Адгезия – сила, которая соединяет два разнородных материала, приведенных в близкий контакт.
Адгезия
Адгезия – сила, которая соединяет два разнородных материала, приведенных в близкий контакт.
Слайд 25Адгезия
Адгезия между твердыми материалами.
На атомном уровне все поверхности являются неровными (шероховатыми). Это
Адгезия
Адгезия между твердыми материалами.
На атомном уровне все поверхности являются неровными (шероховатыми). Это
Слайд 26Адгезия
Причиной трения является необходимость сдвига или разрыва связей, образованных локальной адгезией. Обычно
Адгезия
Причиной трения является необходимость сдвига или разрыва связей, образованных локальной адгезией. Обычно
Слайд 27Адгезия
Адгезия между твердыми материалами и жидкостью
Если взять стекло после дождя и попробовать
Адгезия
Адгезия между твердыми материалами и жидкостью
Если взять стекло после дождя и попробовать
Слайд 28Адгезия
Адгезия между твердым веществом и жидкостью гораздо выше, чем между двумя твердыми
Адгезия
Адгезия между твердым веществом и жидкостью гораздо выше, чем между двумя твердыми
Слайд 29Значение адгезии. Адгезия это сложное явление. Различают три вида адгезионных связей: механическую,
Значение адгезии. Адгезия это сложное явление. Различают три вида адгезионных связей: механическую,
Слайд 30Применение комбинированных материалов в стоматологии. Особое значение играет явление адгезии при использовании
Применение комбинированных материалов в стоматологии. Особое значение играет явление адгезии при использовании
 Круговорот азота
Круговорот азота Основной органический синтез
Основной органический синтез Презентация на тему Применение радиоактивных изотопов в археологии
Презентация на тему Применение радиоактивных изотопов в археологии  Металлы. Повторение
Металлы. Повторение lektsia_6 (1)
lektsia_6 (1) Окислительно-восстановительные реакции (ОВР)
Окислительно-восстановительные реакции (ОВР) Химические свойства оснований
Химические свойства оснований От простых правил к сложным структурам. Метод валентных связей. Принцип VSEPR
От простых правил к сложным структурам. Метод валентных связей. Принцип VSEPR Структуры железоуглеродистых сплавов в равновесном состоянии
Структуры железоуглеродистых сплавов в равновесном состоянии Окисли́тельно-восстанови́тельные реа́кции
Окисли́тельно-восстанови́тельные реа́кции Особо чистые вещества. Занятие 12
Особо чистые вещества. Занятие 12 Аналитическая химия. Гомогенные растворы
Аналитическая химия. Гомогенные растворы Презентация на тему Соли: свойства, получение, применение (8 класс)
Презентация на тему Соли: свойства, получение, применение (8 класс)  Дождь из облака
Дождь из облака Алкины
Алкины Удивительные свойства латекса и его применение
Удивительные свойства латекса и его применение Химия и жизнь
Химия и жизнь Предельные одноатомные спирты
Предельные одноатомные спирты Применение брома
Применение брома Строение вещества
Строение вещества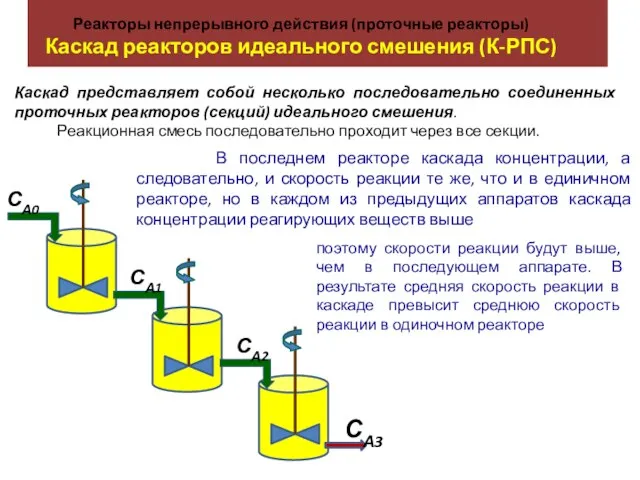 Реакторы непрерывного действия (проточные реакторы). Каскад реакторов идеального смешения (К-РПС)
Реакторы непрерывного действия (проточные реакторы). Каскад реакторов идеального смешения (К-РПС) Генетические ряды неорганических соединений
Генетические ряды неорганических соединений Презентация по Химии "Белки как основа всего живого"
Презентация по Химии "Белки как основа всего живого"  Обратимость химических реакций. Химическое равновесие
Обратимость химических реакций. Химическое равновесие Презентация на тему Интерактивная игра "Химический лабиринт"
Презентация на тему Интерактивная игра "Химический лабиринт"  Гидролиз солей
Гидролиз солей Фосфорная кислота и ее свойства
Фосфорная кислота и ее свойства Кремний и его соединения
Кремний и его соединения