Слайд 2Оперативно-календарное планирование и диспетчирование в MES-системах
В зависимости от типа производства, особенностей построения
конкретных АСУП (Автоматизированных Систем Управления Предприятием) и разновидностей, используемых на предприятии систем управления производственными и технологическими процессами (MES-системы являются именно системами управления технологическими процессами), существует два различных подхода к получению точных план-графиков работы оборудования:
1) метод поэтапного децентрализованного получения плана работ;
2) метод рекурсивного получения и выполнения плана работ.
Слайд 31. Метод поэтапного децентрализованного получения плана работ
Данный метод характеризуется тем, что задача
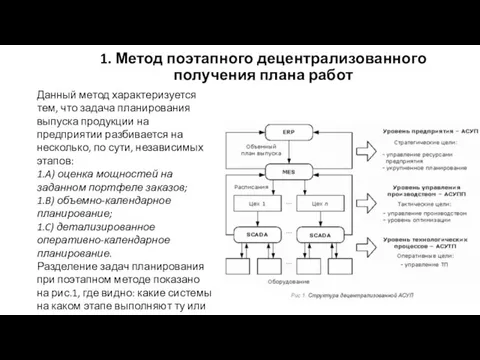
планирования выпуска продукции на предприятии разбивается на несколько, по сути, независимых этапов:
1.A) оценка мощностей на заданном портфеле заказов;
1.B) объемно-календарное планирование;
1.C) детализированное оперативно-календарное планирование.
Разделение задач планирования при поэтапном методе показано на рис.1, где видно: какие системы на каком этапе выполняют ту или иную функцию.
Слайд 41.A) оценка мощностей на заданном портфеле заказов
Этап оценки мощностей характеризуется тем,
что на существующем портфеле заказов (ПЗ), с учетом заказов, находящихся в производстве, оценивается: возможно ли выполнение заданного ПЗ по фондам времени имеющегося оборудования?
В данном случае не требуется построения никаких графиков, требуется только один простой ответ на такой же простой вопрос – смогут «осилить» требуемую нагрузку производственные фонды предприятия или нет? В результате мы получаем либо отрицательный ответ, либо положительный в виде загрузки фондов – от 0 до 100%.
На последующих этапах планирования 1.В) и 1.С) происходит последовательное уточнение этой оценки на основании решения задачи баланса производственных мощностей (Capacity Planning Problem)
В результате появляется возможность получить сводные коэффициенты загрузки технологического оборудования по цехам и участкам, а также подробную гистограмму загрузки конкретного станка - ежедневные коэффициенты использования: в работе, в наладке, в ремонте, в ожидании - это на уровне MES-систем
Слайд 51.б) объемно-календарное планирование
Этап объемно-календарного планирования в какой-то мере повторяет предыдущий
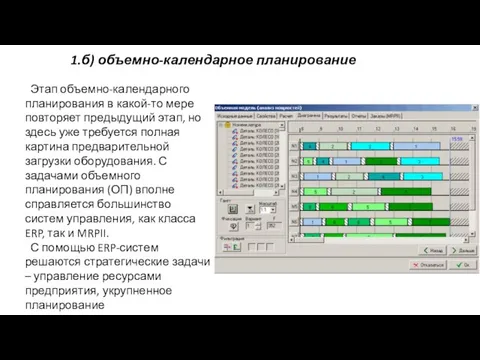
этап, но здесь уже требуется полная картина предварительной загрузки оборудования. С задачами объемного планирования (ОП) вполне справляется большинство систем управления, как класса ERP, так и MRPII.
С помощью ERP-систем решаются стратегические задачи – управление ресурсами предприятия, укрупненное планирование
Слайд 61.с) детализированное оперативно-календарное планирование
Для каждого цеха, на основе расцеховки заказов, определяется:
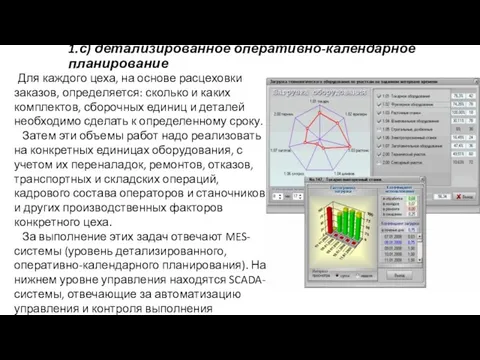
сколько и каких комплектов, сборочных единиц и деталей необходимо сделать к определенному сроку.
Затем эти объемы работ надо реализовать на конкретных единицах оборудования, с учетом их переналадок, ремонтов, отказов, транспортных и складских операций, кадрового состава операторов и станочников и других производственных факторов конкретного цеха.
За выполнение этих задач отвечают MES-системы (уровень детализированного, оперативно-календарного планирования). На нижнем уровне управления находятся SCADA-системы, отвечающие за автоматизацию управления и контроля выполнения технологических процессов.
Слайд 7Взаимосвязь систем ERP и MES систем
Взаимосвязь систем ERP и MES
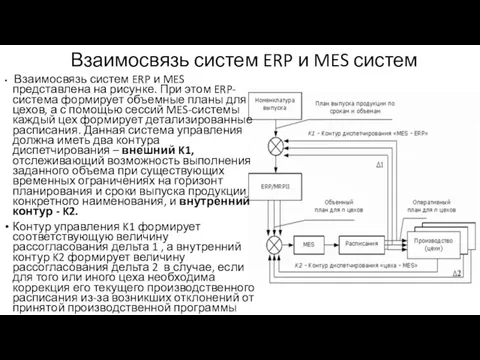
представлена на рисунке. При этом ERP-система формирует объемные планы для цехов, а с помощью сессий MES-системы каждый цех формирует детализированные расписания. Данная система управления должна иметь два контура диспетчирования – внешний K1, отслеживающий возможность выполнения заданного объема при существующих временных ограничениях на горизонт планирования и сроки выпуска продукции конкретного наименования, и внутренний контур - K2.
Контур управления K1 формирует соответствующую величину рассогласования дельта 1 , а внутренний контур K2 формирует величину рассогласования дельта 2 в случае, если для того или иного цеха необходима коррекция его текущего производственного расписания из-за возникших отклонений от принятой производственной программы
Слайд 8Функции MES систем
1. Контроль состояния и распределение ресурсов (RAS).
2. Оперативное/Детальное
планирование (ODS).
3. Диспетчеризация производства (DPU).
4. Управление документами (DOC).
5. Сбор и хранение данных (DCA).
6. Управление персоналом (LM).
7. Управление качеством продукции (QM).
8. Управление производственными процессами (PM).
9. Управление техобслуживанием и ремонтом (MM).
10. Отслеживание истории продукта (PTG).
11. Анализ производительности (PA).
все эти функции имеют оперативный характер и регламентируют соответствующие требования не к предприятию в целом, а к той его единице (цеху, участку, подразделению), для которой ведется планирование работ.
Основными функциями MES-систем из перечисленных выше являются – оперативно-календарное планирование (детальное планирование) и диспетчеризация производственных процессов в цехе. Именно эти две функции определяют MES-систему как систему оперативного характера, нацеленную на формирование расписаний работы оборудования и оперативное управление производственными процессами в цехе.
Слайд 9Взаимосвязь APS и MES-систем (1)
MES-система получает объем работ, который либо представлен ERP
на этапе объемно-календарного планирования, либо выдается APS-системой в виде допустимого для предприятия план-графика работы цеха, и в дальнейшем сама не только строит более точные расписания для оборудования, но и в оперативном режиме отслеживает их выполнение. В этом смысле цель MES-системы – не только выполнить заданный объем с указанными сроками выполнения тех или иных заказов, но выполнить как можно лучше с точки зрения экономических показателей цеха.
Мы уже говорили, что APS-системы формируют некие исходные расписания работы первой степени приближения еще до начала реализации производственных планов. При этом, ввиду большой размерности задачи, не учитываются многие технологические и организационные факторы. MES система уже на этапе выполнения, получая такой предварительный план, оптимизирует его по ряду критериев.
При этом, после оптимизации и построения нового план-графика работы цеха, очень часто за счет уплотнения работы оборудования, отыскиваются дополнительные резервы, появляется возможность в рамках планируемого периода выполнить дополнительные заказы. Тем самым достигается эффект увеличения пропускной способности производственных структур.
Слайд 10Взаимоввязь APS и MES - систем (2)
В отличие от APS-систем, MES-системы оперируют
меньшими размерностями назначения – до 200 станков и 10000 операций на горизонте планирования, который обычно составляет не более трех-десяти смен. Уменьшение размерности связано с тем, что в MES учитывается гораздо большее количество ограничений технологического характера.
Еще одним отличием является то, что MES-системы обычно оперируют не одним или двумя критериями построения расписания, а, зачастую, несколькими десятками, что дает возможность диспетчеру цеха строить расписание с учетом различных производственных ситуаций. И только MES-системы оперируют так называемыми векторными, интегральными критериями построения расписаний, когда в один критерий собираются несколько частных критериев.
При этом диспетчер, составляя расписание, может указать, что он хочет видеть в конкретном расписании: уменьшение календарной длительности выполнения всего задания, уменьшение длительности операций переналадок, высвобождение станков, имеющих небольшую загрузку и т.п. Оперативность составления и пересчета расписания является также прерогативой MES, поскольку пересчет может вестись с дискретой в одну минуту. Это не означает, конечно же, что каждую минуту рабочему будут выдаваться новые задания, но это означает, что все процессы в цехе контролируются в режиме real time и это позволяет заранее предвидеть все возможные нарушения расписаний и вовремя принимать соответствующие меры.
Слайд 11Взаимосвязь APS и MES - систем (3)
Алгоритмы MES-систем, хотя и базируются, в
большинстве случаев, на эвристике, но, как правило, значительно сложнее и «умнее» алгоритмов APS. Вначале алгоритм MES находит допустимое решение с учетом всех ограничений и выбранного критерия (частного или интегрального). В дальнейшем на этапе оптимизации происходит поиск лучшего расписания.
Конечно, полученное расписание также не является оптимальным в полном смысле слова, поскольку поиск оптимум в таких задачах всегда сопровождается значительными временными затратами (MES-системы строят расписания за 0.1 – 5 минут на современной технике), но полученные при этом расписания, как правило, уже намного ближе к оптимуму, нежели расписания, построенные APS-системами.
В ряде случаев MES-системы могут составлять расписания не только для станков, но также для транспортных средств, бригад наладчиков и других обслуживающих устройств. Не под силу каким-либо другим системам такие особенности планирования, как формирование технологических сборов, планирование выпуска изделий с параллельным планированием изготовления требуемого комплекта оснастки (приспособлений, уникального инструмента).

 Лекция 5 (Принципы передачи по сети)
Лекция 5 (Принципы передачи по сети) Интернет и английский язык: что нужно знать пользователю подростку
Интернет и английский язык: что нужно знать пользователю подростку Ромашки. Электронная физминутка для глаз
Ромашки. Электронная физминутка для глаз іт гр 32 урок 2
іт гр 32 урок 2 Внедрение VPN. Внедрение Web Application Proxy
Внедрение VPN. Внедрение Web Application Proxy Подготовка схемы расположения земельного участка
Подготовка схемы расположения земельного участка Презентація (1)
Презентація (1) Компьютер в жизни школьника – это целый мир
Компьютер в жизни школьника – это целый мир 8-3py_Основы программирования (Python)
8-3py_Основы программирования (Python) Циклы и комбинированные алгоритмы. Практическая работа
Циклы и комбинированные алгоритмы. Практическая работа Netiqueta
Netiqueta Лабораторная работа по компьютерной графике в графическом редакторе Gimp. Осенний коллаж
Лабораторная работа по компьютерной графике в графическом редакторе Gimp. Осенний коллаж Всемирная путина (World Wide Web)
Всемирная путина (World Wide Web) Linux. Файлы и права доступа в Linux
Linux. Файлы и права доступа в Linux Минимизация ДНФ методом Квайна
Минимизация ДНФ методом Квайна Электронные таблицы EXCEL
Электронные таблицы EXCEL Пятое занятие. Функции
Пятое занятие. Функции SE Ranking – комплекс незаменимых инструментов для SEO и онлайн-маркетинга
SE Ranking – комплекс незаменимых инструментов для SEO и онлайн-маркетинга Guarantor Registration
Guarantor Registration Решение кейса недели экологии
Решение кейса недели экологии Циклы Pascal
Циклы Pascal Валидация ParCur. Шаблон для представления результатов проекта
Валидация ParCur. Шаблон для представления результатов проекта Алгоритмизация, как условие автоматизации
Алгоритмизация, как условие автоматизации Формализация функциональных требований к системе с помощью диаграммы вариантов использования
Формализация функциональных требований к системе с помощью диаграммы вариантов использования Процесс разработки программного обеспечения
Процесс разработки программного обеспечения Концепция электронного голосования
Концепция электронного голосования Повторение Питон
Повторение Питон Системный таймер
Системный таймер