Исследование процесса вытяжки деталей
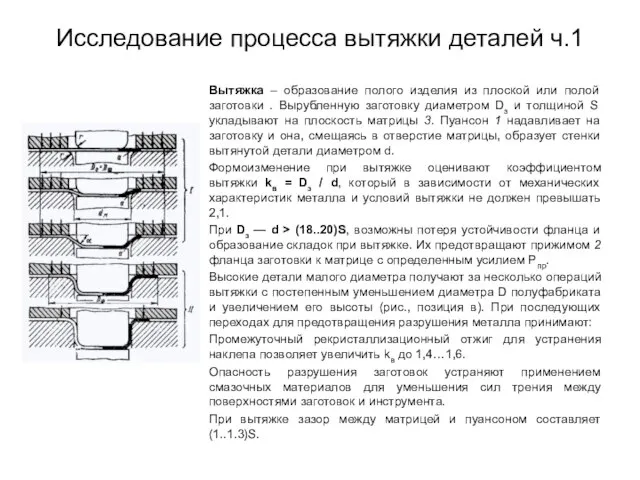
Исследование процесса вытяжки деталей ч.2 Вытяжка представляет собой процесс превращения плоской заготовки в полую деталь любой формы (или дальнейшее изменение ее размеров) и производится на вытяжных штампах. На рис. 79 приведена схема вытяжки цилиндрической детали из плоской заготовки и последовательность перемещения металла в процессе вытяжки. Последнее характеризуется уменьшением наружного диаметра фланца и перемещением элементов заготовки (1—5) по мере увеличения глубины вытяжки. При вытяжке кольцевая часть заготовки (D — d) превращается в цилиндр диаметром d и высотой h. Так как объем металла при вытяжке не изменяется, то при полной вытяжке цилиндра высота детали h больше ширины кольцевой части b и составляет где К = D/d — степень вытяжки. При К = 2, h = 1,5b. Следовательно, вытяжка происходит за счет пластической деформации, сопровождаемой смещением значительного объема металла в высоту. При большой степени деформации, что соответствует глубокой вытяжке, и при небольшой толщине материала смещенный объем является причиной образования гофров (волн) на деформируемой заготовке. При малой степени деформации и при относительно большой толщине материала гофрообразования не происходит, так как в этом случае смещенный объем металла невелик, а заготовка устойчива. Для предотвращения образования гофров и складок при вытяжке применяется прижим заготовки складкодержателем. Исследование процесса вытяжки деталей ч.3 Вытяжкой изготовляется большое количество полых деталей самой разнообразной формы, отличающихся друг от друга как очертанием в плане, так и формой боковых стенок. По геометрической форме все полые детали могут быть разделены на три группы: 1) осесимметричной формы (тела вращения); 2) коробчатой формы; 3) сложной несимметричной формы. Каждая из групп подразделяется на несколько разновидностей. Например, тела вращения по форме образующей могут быть цилиндрическими, коническими, криволинейными, ступенчатыми, выпукловогнутыми. Построение технологического процесса и технологические расчеты для них различны. Установлено, что процесс глубокой вытяжки с прижимом начинается не с пластической деформации фланца заготовки, а с предшествующей ей начальной стадии процесса, заключающейся в местной пластической деформации кольцевой незажатой части заготовки.