- Методы защиты металлов от электрохимической коррозии. Классификация методов защиты

Содержание
- 2. Модуль 7. Методы защиты металлов от электрохимической коррозии. Лекция 7.1 Классификация методов защиты
- 3. Очистка металла (противокоррозионное рафинирование) Коррозионностойкое легирование Рафинирование. В любом металле очень много неорганических включений –НВ (шлаки,
- 4. Изменение природы металла Легирование Легирование широко используется как для изменения механических свойств сталей, так и для
- 5. Влияние низкого легирования на коррозионную стойкость сталей Так изменение концентрации хрома от 0 до 3% может
- 6. Влияние концентрации меди на скорость коррозии сталей в условиях открытой атмосферы Примеры сталей с медью: 10ХСНД,
- 7. Легирование сталей Для существенного изменения коррозионных свойств используется среднее и высокое легирование. Существует два вида легирования,
- 8. Главный элемент коррозионностойкого легирования – Cr Легирование осуществляется в соответствии с правилом Таммана Правило Таммана: Концентрацию
- 9. 10Х13 и 20Х13, 12Х17Т – хромистые стали. Общая коррозия существенно снижается, но стали склонны к локальным
- 10. Коррозионностойкие стали Следующий элемент коррозионностойкого легирования - Мо (молибден) Мо вводится в количестве 2-3%, и повышает
- 11. Коррозионностойкие стали Следующий элемент коррозионностойкого легирования –Си (медь) Медь вводится в нержавеющие стали в количестве 2-3%.
- 12. Механизм действия катодных присадок. Присадок с низким перенапряжением водорода Коррозионностойкие стали
- 13. Модуль 7. Методы защиты металлов от электрохимической коррозии. Лекция 7.2 Классификация. Органические Неорганические Металлические Покрытия соединениями
- 14. Лакокрасочные покрытия Лакокрасочные покрытия (ЛКП), как и любые другие покрытия (битумные, полимерные) – это система слоев,
- 15. Лакокрасочные материалы Отечественная и зарубежная промышленность выпускает 6 видов лакокрасочных материалов Грунтовка – специальный ЛКМ с
- 16. ЛКМ – это всегда композиция, которая в себя включает несколько компонентов, среди них 4 основные: пленкообразователь
- 17. Лакокрасочные материалы ЛКМ Растворитель – обеспечивает необходимую консистенцию ЛКМ, определяемую способом нанесения слоев ЛКП и определяет
- 18. Лакокрасочное покрытие (ЛКП) защищает металл от коррозии за счет 2-х основных механизмов защиты: Адгезионный механизм защиты
- 19. Качество ЛКП определяется сроком его службы : До 5 лет – плохое; - До 10 лет
- 20. Подготовка металла под покрытия На 70% качество ЛКП зависит от качества подготовки металла под покрытие На
- 21. Механический способ подготовки металла под покрытие Механический способ подготовки металла под покрытие удаляет оба вида поверхностных
- 22. Химический способ подготовки металла под покрытие Протекает в две стадии: 1. удаление жиров, пыли, грязи; 2.
- 23. Преобразование и модифицирование ржавчины ПР и МР в своем составе содержит фосфорную кислоту (Н3РО4), которая преобразуют
- 24. Барьерный механизм защиты может быть реализован только в том случае если лакокрасочное покрытие будет многослойным. 1
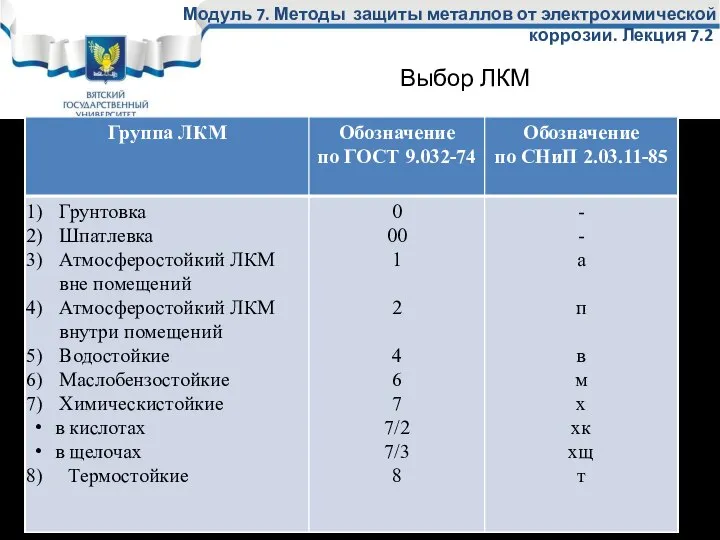
- 25. Модуль 7. Методы защиты металлов от электрохимической коррозии. Лекция 7.2 Выбор ЛКМ
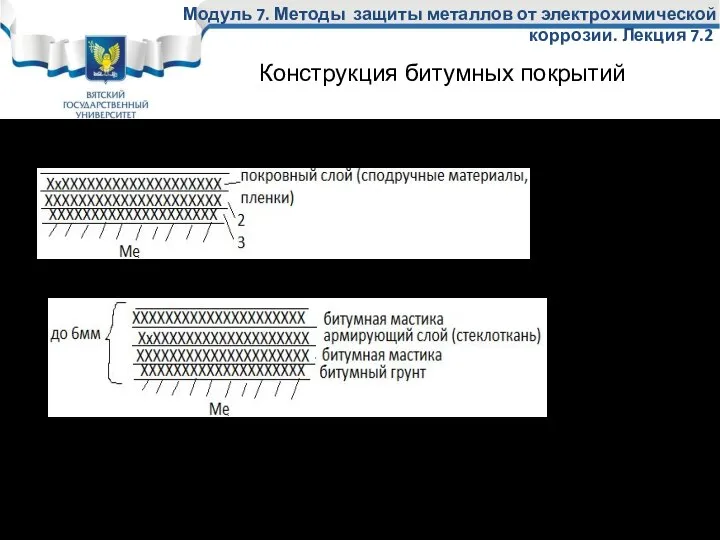
- 26. Битумные покрытия во многом напоминают ЛКП и с успехом их дополняют в условиях подземной и подводной
- 27. Нормальное битумное покрытие Нормальное битумное покрытие наносится в 2 слоя: 1 слой – битумная грунтовка; 2
- 28. 1 слой битумного покрытия Битумная грунтовка Заводского изготовления (праймер) ГТП-821, ГТ-760 ИН и т.д. Изготовление на
- 29. Состав битумной мастики Битумная мастика Горячая (Теплое время года) Холодная (Холодное время года) Битум (80%) Наполнители
- 30. Модуль 7. Методы защиты металлов от электрохимической коррозии. Лекция 7.2 Нормальное битумное покрытие усиленное Усиленное битумное
- 31. Достоинства и недостатки битумных покрытий Достоинства: Хорошее сцепление, не дорогие Недостатки: нетехнологичны; недостаточная влагостойкость; не очень
- 32. Бывают двух видов Трассовые Заводские Трассовые покрытия выполняются на основе полимерных липких лент – это тонкие
- 33. Трассовое полимерное покрытие Полимерная липкая лента: 1 слой – нормальное покрытие; 2 слоя – усиленное; 3
- 34. Заводские покрытия из различных полимеров наносятся на трубы на заводе в расплавленном виде экструзией, Качество получаемого
- 35. Покрытие ПАЛТ Пластобит Срок службы таких покрытий пока не определен. Модуль 7. Методы защиты металлов от
- 36. Применение асмола Битумные мастики мастичных и комбинированных покрытий выполнялись на основе битума, а сейчас: вместо него
- 37. Классификация: Из одного металла В виде сплавов Многослойные Композиционные металлические покрытия У металлических покрытий в сравнении
- 38. Катодные – это покрытия, у которых потенциал металла покрытия более положительный, чем металла основа. Катодные покрытия
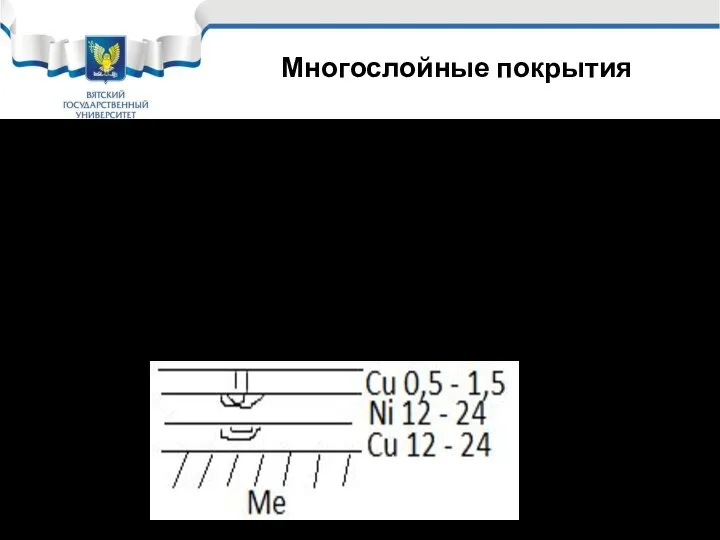
- 39. Многослойные покрытия Для повышения защитных свойств катодных покрытий их часто делают многослойными. Такие покрытия применяются давно
- 40. Коррозия покрытия Cu – Ni – Cr Коррозионный очаг в никелевом слое распространяется по сфере под
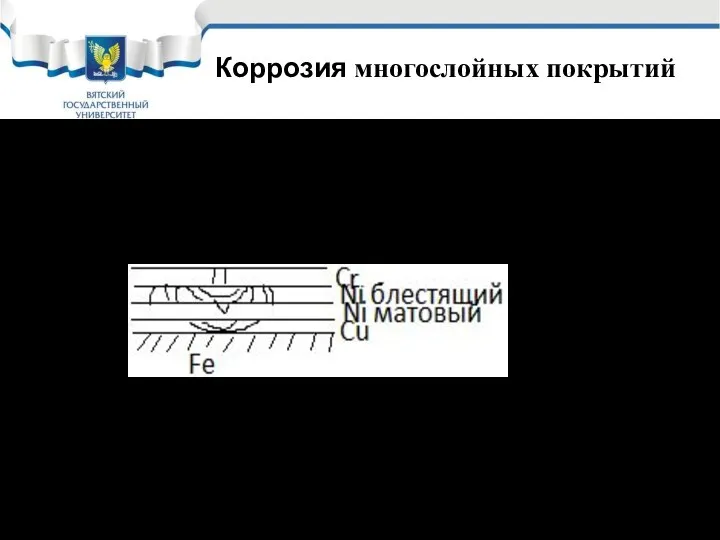
- 41. Коррозия многослойных покрытий В последствие появились более сложные многослойные покрытия, обеспечивающие более длительную защиту Fe от
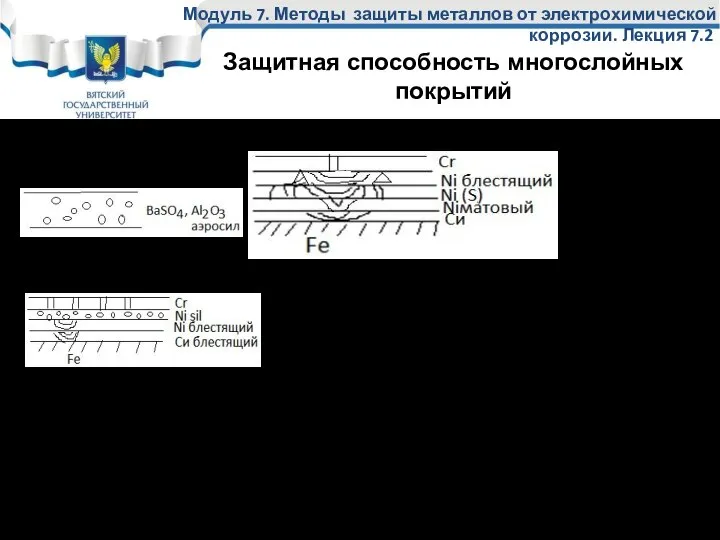
- 42. . Биникель Триникель (Ni(S) – самый активный слой) Торможение коррозии идет на стадии Ni с высоким
- 43. Иногда сплавы защищают от коррозии лучше, чем покрытие из одного металла. Это обеспечивается: 1) более надежной
- 44. Покрытия соединениями защищаемого металла (Конверсионные покрытия) Оксидные Фосфатные Хроматные Привлекают своей простотой, наносятся химическим способом –
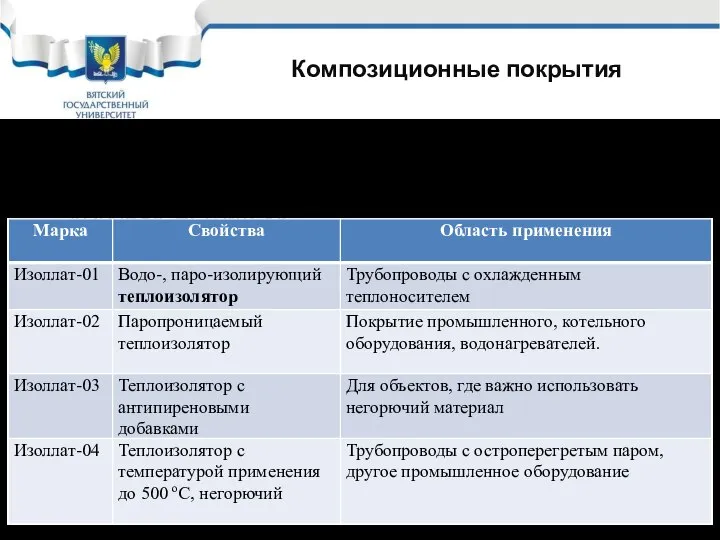
- 45. Композиционные покрытия Композиционные покрытия – это покрытия, содержащие в своем составе несколько фаз. Примером может служить
- 46. это воздействие на коррозионную среду с целью уменьшения ее коррозионной активности. Удаление наиболее активных компонентов коррозионной
- 47. Удаление наиболее активного компонента Наиболее активные компоненты Н2O, Н+, O2 , CI-, SO2-4 , SO2, SO3
- 48. Удаление наиболее активных компонентов удаление О2 - системы оборотного водоснабжения - продувка паром Н+ (в условиях
- 50. Скачать презентацию
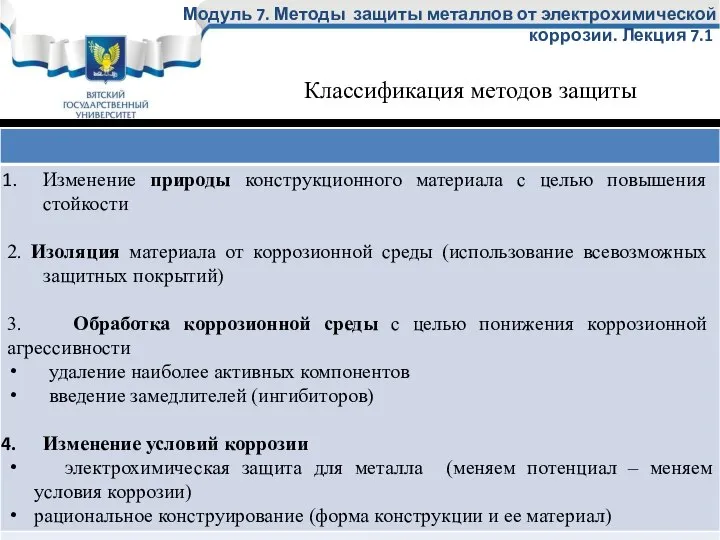
Слайд 2Модуль 7. Методы защиты металлов от электрохимической коррозии. Лекция 7.1
Классификация методов защиты
Модуль 7. Методы защиты металлов от электрохимической коррозии. Лекция 7.1
Классификация методов защиты
Слайд 3Очистка металла (противокоррозионное рафинирование)
Коррозионностойкое легирование
Рафинирование. В любом металле очень много неорганических включений
Очистка металла (противокоррозионное рафинирование)
Коррозионностойкое легирование
Рафинирование. В любом металле очень много неорганических включений
Слайд 4Изменение природы металла
Легирование
Легирование широко используется как для изменения механических свойств сталей, так
Изменение природы металла
Легирование
Легирование широко используется как для изменения механических свойств сталей, так
Слайд 5Влияние низкого легирования на коррозионную стойкость сталей
Так изменение концентрации хрома от 0
Влияние низкого легирования на коррозионную стойкость сталей
Так изменение концентрации хрома от 0

Слайд 6Влияние концентрации меди на скорость коррозии сталей в условиях открытой атмосферы
Примеры сталей
Влияние концентрации меди на скорость коррозии сталей в условиях открытой атмосферы
Примеры сталей
Слайд 7Легирование сталей
Для существенного изменения коррозионных свойств используется среднее и высокое легирование.
Существует два
Легирование сталей
Для существенного изменения коррозионных свойств используется среднее и высокое легирование.
Существует два
Слайд 8Главный элемент коррозионностойкого легирования – Cr
Легирование осуществляется в соответствии с правилом Таммана
Главный элемент коррозионностойкого легирования – Cr
Легирование осуществляется в соответствии с правилом Таммана
Слайд 910Х13 и 20Х13, 12Х17Т – хромистые стали.
Общая коррозия существенно снижается, но
10Х13 и 20Х13, 12Х17Т – хромистые стали.
Общая коррозия существенно снижается, но
Слайд 10Коррозионностойкие стали
Следующий элемент коррозионностойкого легирования - Мо (молибден)
Мо вводится в
Коррозионностойкие стали
Следующий элемент коррозионностойкого легирования - Мо (молибден)
Мо вводится в
Слайд 11Коррозионностойкие стали
Следующий элемент коррозионностойкого легирования –Си (медь)
Медь вводится в нержавеющие стали в
Коррозионностойкие стали
Следующий элемент коррозионностойкого легирования –Си (медь)
Медь вводится в нержавеющие стали в
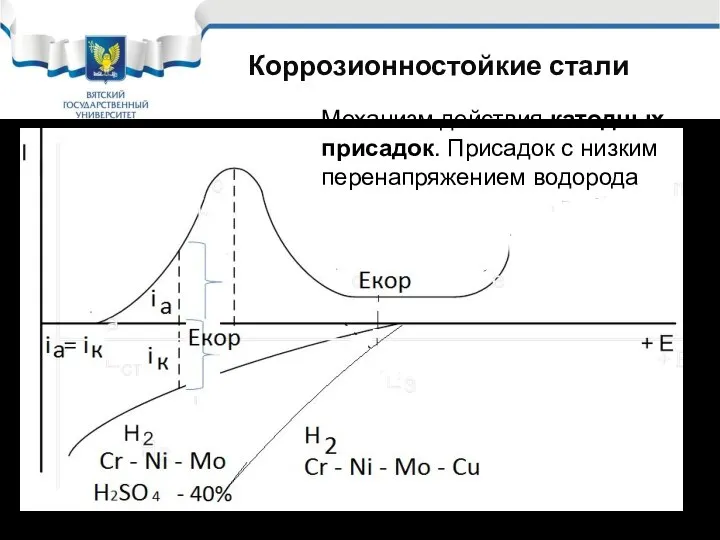
Слайд 12Механизм действия катодных присадок. Присадок с низким перенапряжением водорода
Коррозионностойкие стали
Механизм действия катодных присадок. Присадок с низким перенапряжением водорода
Коррозионностойкие стали
Слайд 13Модуль 7. Методы защиты металлов от электрохимической коррозии. Лекция 7.2
Классификация.
Органические
Неорганические
Металлические
Покрытия соединениями
Модуль 7. Методы защиты металлов от электрохимической коррозии. Лекция 7.2
Классификация.
Органические
Неорганические
Металлические
Покрытия соединениями
Слайд 14Лакокрасочные покрытия
Лакокрасочные покрытия (ЛКП), как и любые другие покрытия (битумные, полимерные) –
Лакокрасочные покрытия
Лакокрасочные покрытия (ЛКП), как и любые другие покрытия (битумные, полимерные) –
Слайд 15Лакокрасочные материалы
Отечественная и зарубежная промышленность выпускает 6 видов лакокрасочных материалов
Грунтовка – специальный
Лакокрасочные материалы
Отечественная и зарубежная промышленность выпускает 6 видов лакокрасочных материалов
Грунтовка – специальный
Слайд 16ЛКМ – это всегда композиция, которая в себя включает несколько компонентов, среди
ЛКМ – это всегда композиция, которая в себя включает несколько компонентов, среди
Слайд 17Лакокрасочные материалы ЛКМ
Растворитель – обеспечивает необходимую консистенцию ЛКМ, определяемую способом нанесения слоев
Лакокрасочные материалы ЛКМ
Растворитель – обеспечивает необходимую консистенцию ЛКМ, определяемую способом нанесения слоев
Слайд 18Лакокрасочное покрытие (ЛКП) защищает металл от коррозии за счет 2-х основных механизмов
Слайд 19Качество ЛКП определяется сроком его службы :
До 5 лет – плохое; -
Качество ЛКП определяется сроком его службы :
До 5 лет – плохое; -
Слайд 20Подготовка металла под покрытия
На 70% качество ЛКП зависит от качества подготовки металла
Подготовка металла под покрытия
На 70% качество ЛКП зависит от качества подготовки металла
Слайд 21Механический способ подготовки металла под покрытие
Механический способ подготовки металла под покрытие удаляет
Механический способ подготовки металла под покрытие
Механический способ подготовки металла под покрытие удаляет
Слайд 22Химический способ подготовки металла под покрытие
Протекает в две стадии:
1. удаление жиров, пыли,
Химический способ подготовки металла под покрытие
Протекает в две стадии:
1. удаление жиров, пыли,
Слайд 23Преобразование и модифицирование ржавчины
ПР и МР в своем составе содержит фосфорную кислоту
Преобразование и модифицирование ржавчины
ПР и МР в своем составе содержит фосфорную кислоту
Слайд 24Барьерный механизм защиты может быть реализован только в том случае если лакокрасочное
Барьерный механизм защиты может быть реализован только в том случае если лакокрасочное
Слайд 25Модуль 7. Методы защиты металлов от электрохимической коррозии. Лекция 7.2
Выбор ЛКМ
Модуль 7. Методы защиты металлов от электрохимической коррозии. Лекция 7.2
Выбор ЛКМ
Слайд 26Битумные покрытия во многом напоминают ЛКП и с успехом их дополняют в
Битумные покрытия во многом напоминают ЛКП и с успехом их дополняют в
Слайд 27Нормальное битумное покрытие
Нормальное битумное покрытие наносится в 2 слоя:
1 слой
Нормальное битумное покрытие
Нормальное битумное покрытие наносится в 2 слоя:
1 слой
Слайд 281 слой битумного покрытия
Битумная грунтовка
Заводского изготовления (праймер) ГТП-821, ГТ-760 ИН и
1 слой битумного покрытия
Битумная грунтовка
Заводского изготовления (праймер) ГТП-821, ГТ-760 ИН и
Слайд 29Состав битумной мастики
Битумная мастика
Горячая
(Теплое время года)
Холодная
(Холодное время года)
Битум (80%)
Наполнители 20 %
Порошковый
Состав битумной мастики
Битумная мастика
Горячая
(Теплое время года)
Холодная
(Холодное время года)
Битум (80%)
Наполнители 20 %
Порошковый
Слайд 30Модуль 7. Методы защиты металлов от электрохимической коррозии. Лекция 7.2
Нормальное битумное
Модуль 7. Методы защиты металлов от электрохимической коррозии. Лекция 7.2
Нормальное битумное
Слайд 31Достоинства и недостатки битумных покрытий
Достоинства: Хорошее сцепление, не дорогие
Недостатки: нетехнологичны; недостаточная влагостойкость;
Достоинства и недостатки битумных покрытий
Достоинства: Хорошее сцепление, не дорогие
Недостатки: нетехнологичны; недостаточная влагостойкость;
Слайд 32Бывают двух видов
Трассовые
Заводские
Трассовые покрытия выполняются на основе полимерных липких лент – это
Бывают двух видов
Трассовые
Заводские
Трассовые покрытия выполняются на основе полимерных липких лент – это

Слайд 33Трассовое полимерное покрытие
Полимерная липкая лента:
1 слой – нормальное покрытие;
2 слоя – усиленное;
3
Трассовое полимерное покрытие
Полимерная липкая лента:
1 слой – нормальное покрытие;
2 слоя – усиленное;
3
Слайд 34Заводские покрытия из различных полимеров наносятся на трубы на заводе в расплавленном
Заводские покрытия из различных полимеров наносятся на трубы на заводе в расплавленном
Слайд 35Покрытие ПАЛТ
Пластобит
Срок службы таких покрытий пока не определен.
Модуль 7. Методы защиты
Покрытие ПАЛТ
Пластобит
Срок службы таких покрытий пока не определен.
Модуль 7. Методы защиты
Слайд 36Применение асмола
Битумные мастики мастичных и комбинированных покрытий выполнялись на основе битума,
Применение асмола
Битумные мастики мастичных и комбинированных покрытий выполнялись на основе битума,
Слайд 37Классификация:
Из одного металла
В виде сплавов
Многослойные
Композиционные металлические покрытия
У металлических покрытий в сравнении с
Классификация:
Из одного металла
В виде сплавов
Многослойные
Композиционные металлические покрытия
У металлических покрытий в сравнении с
Слайд 38Катодные – это покрытия, у которых потенциал металла покрытия более положительный, чем
Катодные – это покрытия, у которых потенциал металла покрытия более положительный, чем
Слайд 39Многослойные покрытия
Для повышения защитных свойств катодных покрытий их часто делают многослойными. Такие
Многослойные покрытия
Для повышения защитных свойств катодных покрытий их часто делают многослойными. Такие
Слайд 40Коррозия покрытия Cu – Ni – Cr
Коррозионный очаг в никелевом слое распространяется
Коррозия покрытия Cu – Ni – Cr
Коррозионный очаг в никелевом слое распространяется
Слайд 41Коррозия многослойных покрытий
В последствие появились более сложные многослойные покрытия, обеспечивающие более длительную
Коррозия многослойных покрытий
В последствие появились более сложные многослойные покрытия, обеспечивающие более длительную
Слайд 42.
Биникель Триникель (Ni(S) – самый активный слой)
Торможение коррозии идет на
.
Биникель Триникель (Ni(S) – самый активный слой)
Торможение коррозии идет на
Слайд 43Иногда сплавы защищают от коррозии лучше, чем покрытие из одного металла.
Это обеспечивается:
Иногда сплавы защищают от коррозии лучше, чем покрытие из одного металла.
Это обеспечивается:
Слайд 44Покрытия соединениями защищаемого металла
(Конверсионные покрытия)
Оксидные
Фосфатные
Хроматные
Привлекают своей простотой, наносятся химическим способом –
Покрытия соединениями защищаемого металла
(Конверсионные покрытия)
Оксидные
Фосфатные
Хроматные
Привлекают своей простотой, наносятся химическим способом –
Слайд 45Композиционные покрытия
Композиционные покрытия – это покрытия, содержащие в своем составе несколько фаз.
Композиционные покрытия
Композиционные покрытия – это покрытия, содержащие в своем составе несколько фаз.
Слайд 46это воздействие на коррозионную среду с целью уменьшения ее коррозионной активности.
Удаление наиболее
Удаление наиболее
Слайд 47Удаление наиболее активного компонента
Наиболее активные компоненты Н2O, Н+, O2 , CI-, SO2-4
Удаление наиболее активного компонента
Наиболее активные компоненты Н2O, Н+, O2 , CI-, SO2-4
Слайд 48Удаление наиболее активных компонентов
удаление О2
- системы оборотного водоснабжения
- продувка
Удаление наиболее активных компонентов
удаление О2
- системы оборотного водоснабжения
- продувка
 Уровень С1 в ГИА
Уровень С1 в ГИА 1.2. Измерения веществ
1.2. Измерения веществ Германий, его характеристика, способы получения органопроизводных, химические свойства. Практическое применение
Германий, его характеристика, способы получения органопроизводных, химические свойства. Практическое применение Общая характеристика неметаллов
Общая характеристика неметаллов Количество вещества
Количество вещества Типичные реакции оснований
Типичные реакции оснований Липиды
Липиды Технологические особенности никеля и никелевых сплавов
Технологические особенности никеля и никелевых сплавов Белки
Белки 98675992
98675992 Тяжелая вода
Тяжелая вода Na2S, AlCl3, KOH, FeCl3
Na2S, AlCl3, KOH, FeCl3 Научные принципы химического производства
Научные принципы химического производства Алюминий
Алюминий Соли и их свойства
Соли и их свойства Химия и производство
Химия и производство Биодизельное топливо
Биодизельное топливо Кинетика физико-химических процессов
Кинетика физико-химических процессов Презентация на тему Жизнь и деятельность Д.И. Менделеева
Презентация на тему Жизнь и деятельность Д.И. Менделеева  Электролитическая диссоциация (9 класс)
Электролитическая диссоциация (9 класс) Безопасная пластмасса
Безопасная пластмасса Магний (Mg, Magnesium). Общая характеристика магния
Магний (Mg, Magnesium). Общая характеристика магния Салқындатқыш агенттер және оларды салқындату әдістері
Салқындатқыш агенттер және оларды салқындату әдістері Всероссийский межпредметный командный проект Изучаем химию с Агатой Кристи
Всероссийский межпредметный командный проект Изучаем химию с Агатой Кристи Виды лабораторной посуды и её применение в исследовательской работе
Виды лабораторной посуды и её применение в исследовательской работе Алюминий. Строение и свойства атома
Алюминий. Строение и свойства атома Валентность
Валентность Примеры реакций в жизни и в быту. Реакции по направлению процесса
Примеры реакций в жизни и в быту. Реакции по направлению процесса